机械研磨的基本知识
- 格式:doc
- 大小:21.50 KB
- 文档页数:2

研磨原理、研磨方法、研具和研磨剂以及研磨特点-CAL-FENGHAI.-(YICAI)-Company One1研磨是一种古老、简便可靠的表面光整加工方法,属自由磨粒加工。
(一)研磨原理研磨是通过研具在一定压力下与加工面作复杂的相对运动而完成的。
研具和工件之间的磨粒与研磨剂在相对运动中,分别起机械切削作用和物理、化学作用,使磨粒能从工件表面上切去极薄的一层材料,从而得到极高的尺寸精度和极细的表面粗糙度。
(二)研磨方法1.手工研磨研磨外圆时,工件夹持在车窗卡盘上或用顶尖支撑,作低速回转,研具套在工件上,在研具与工件之间加入研磨剂,然后用手推动研具作往复运动。
往复运动速度常选用20~70m/min为宜。
2.机器研磨机器研磨效率高,可以单面研磨,也可以双面研磨。
此外,机器研磨不仅可以研磨外圆柱面、内圆柱面,还适用于平面、球面、半球面的表面研磨。
3.嵌砂与无嵌砂研磨根据磨料是否嵌入研具,研磨又可分为嵌砂和无嵌砂两种。
(1)嵌砂研磨研具材料比工件软,组织均匀,具有一定弹性,变形小,表面无斑点等特点。
常用材料为铸铁、铜、铅、软钢等。
在加工中,磨料直接加入工作区域内,磨粒受挤压而自动嵌入研具称自由嵌砂法。
若是在加工前,事先将磨料直接挤压到研具表面中去的则称强迫嵌砂。
此方法主要用于精密量具的研磨。
(2)无嵌砂的研磨研具材料较硬,而磨料较软(如氧化铬等)。
在研磨过程中,磨粒处于自由状态,不嵌入研具表面。
研具材料常选用淬硬过的钢、镜面玻璃等。
(三)研磨具和研剂1.研磨剂研磨剂包含磨料、研磨液和辅助材料。
磨料: 应具有高硬度,高耐磨性;磨粒要有适当的锐利性,在加工中破碎后仍能保持一定的锋刃;磨粒的尺寸要大致相近,使加工中尽可能有均一的工作磨粒。
研磨液: 研磨液使磨粒在研具表面上均匀散布,承受一部分研磨压力,以减少磨粒破碎,并兼有冷却、润滑作用。
常用的研磨液是煤油、汽油、机油、动物油脂等。
辅助材料: 辅助材料能使工件表面氧化物薄膜破坏,增加研磨效率。
制造工艺中的机械零件加工与研磨机械零件的加工与研磨是制造工艺中至关重要的一环。
通过精确的加工与研磨,可以提高零件的质量、精度和使用寿命。
本文将介绍机械零件加工与研磨的基本原理、常用的加工方法和注意事项。
一、机械零件加工的基本原理机械零件加工的目的是根据零件的设计要求,将原材料加工成具有一定形状和尺寸的零件。
加工包括切削加工、成形加工和焊接加工等。
切削加工是最常用的加工方式,通过将刀具与工件相对运动,将工件上的材料逐渐切除,从而得到所需的形状和尺寸。
机械零件加工需遵循以下基本原理:1. 选择合适的切削工具和刀具材料,以确保加工速度和质量。
2. 控制切削参数,如切削速度、进给量和切削深度,以确保加工精度和表面质量。
3. 确保加工过程中机床和刀具的稳定性,防止振动和变形对加工精度的影响。
4. 定期检查和维护刀具,保持其良好的工作状态。
二、机械零件加工的常用方法1. 铣削铣削是通过旋转铣刀,将工件上的材料切削除去,得到所需形状和尺寸的加工方法。
铣削广泛应用于平面、曲面和复杂曲线等零件的加工。
在铣削过程中,应注意选用适当的铣刀和夹具,控制切削速度和进给量,以获得理想的加工效果。
2. 钻削钻削是通过旋转钻头,将工件上的材料切削除去,形成圆孔的加工方法。
钻削适用于加工孔类零件,如轴承孔、螺纹孔等。
在钻削过程中,应选择合适的钻头和切削液,控制切削速度和进给量,以获得精准的孔径和表面质量。
3. 车削车削是通过旋转工件,将刀具沿着工件轴向切削移动,形成圆柱形零件的加工方法。
车削广泛应用于轴类零件、齿轮等的加工。
在车削过程中,应选用合适的车刀和夹具,控制车床的主轴速度和进给量,以获得工件要求的精度和表面质量。
4. 磨削磨削是通过磨料与工件之间的摩擦,将工件表面的材料切削除去,达到提高精度和表面质量的加工方法。
磨削适用于对零件精度和表面质量要求较高的加工。
在磨削过程中,应选择合适的磨料和磨削液,控制磨削速度和进给量,以获得理想的加工效果。
研磨原理研磨方法研具和研磨剂以及研磨特点研磨是一种常用的表面加工工艺,它通过摩擦力和压力作用,使材料表面产生塑性变形或微小颗粒剥离,以达到改善表面粗糙度、形状精度和尺寸精度等目的。
研磨广泛应用于各个行业,如机械制造、电子、航空航天、光学、陶瓷等。
研磨的原理是通过研具和研磨剂与工件表面的相互作用,进行材料的切削或破碎。
研具是用于研磨的工具,主要有砂轮、钻孔研具、打磨条等。
研磨剂则是研磨时参与研磨作用的无机粒子或有机材料,能够加速研磨过程。
研磨剂的选择要根据工件材料的硬度、形状、尺寸和研磨要求来确定。
研磨的方法主要有手工研磨和机械研磨两种。
手工研磨是指通过手动操作来完成研磨过程,适用于小型工件或对研磨要求不高的场合。
机械研磨则是通过机械设备驱动研具和研磨剂来进行研磨,能够提高研磨效率和精度。
研磨的特点主要体现在以下几个方面:1.精度高:研磨能够有效提高工件的形状精度和尺寸精度,使其达到高精度的要求。
在一些特殊情况下,研磨甚至能够达到亚微米级别的精度。
2.表面质量好:研磨能够显著改善工件的表面质量,降低表面的粗糙度和光洁度,使其达到高要求的平滑度和光亮度。
3.加工效率低:由于研磨是一种切削加工方式,与传统的切削加工相比,研磨的加工效率较低。
因此,在选择加工工艺时需要权衡研磨的精度和加工效率。
4.工艺复杂:研磨过程中需要考虑多个因素的综合影响,如研具和研磨剂的选择、研磨速度和压力的控制等。
因此,研磨工艺相对复杂,需要具备一定的操作技能和经验。
总之,研磨作为一种常用的表面加工工艺,通过切削或破碎材料表面来改善工件的粗糙度、形状精度和尺寸精度等。
研磨的原理是通过研具和研磨剂与工件表面的相互作用,进行材料的切削或破碎。
研磨的方法有手工研磨和机械研磨两种,其特点主要体现在精度高、表面质量好、加工效率低和工艺复杂等方面。
研磨原理及研磨特点研磨是一种物理方法,主要通过磨料在金属表面的作用下,去除金属表面的一层材料,以达到加工工件的目的。
研磨是一种后工序的加工方法,常用于去除加工后产生的毛刺、划痕以及改变工件表面粗糙度等。
研磨的原理主要有三个方面:机械作用、热作用和化学作用。
机械作用是指磨料在金属表面摩擦的作用下,对金属表面的破坏和去除。
磨料颗粒在与金属表面接触时,会产生摩擦力和压力,从而破坏和去除金属表面的一层材料。
磨料颗粒形状的不同以及研磨力的大小,会对研磨效果产生重要影响。
热作用是指在研磨过程中,金属与磨削面部分能量转为热能,造成磨削面温度升高。
研磨时,摩擦的热能会导致金属表面的软化、烧结或融化,使金属表面的一层材料去除。
化学作用是指研磨过程中,金属材料与磨料和研磨液之间的化学反应。
研磨液中的活性成分能与金属表面的氧化物、腐蚀产物反应,去除金属表面的氧化层,从而提高研磨效果。
研磨的特点主要有以下几个方面:1.用途广泛:研磨广泛应用于机械制造、电子、航空航天、汽车、模具等领域。
无论是平面、圆柱、内孔还是外表面,研磨都可以胜任。
2.改善表面质量:研磨能够显著改善工件的表面质量,提高工件的精度和光洁度。
通过研磨可去除工件表面的毛刺、氧化皮和氧化皮等缺陷,使表面更加平整光滑。
3.修复和修复:研磨也可以用于修复和修复工件表面的损伤。
如去除零件装配过程中留下的不规则表面、修复工件表面的划痕和擦伤等。
4.高精度性:研磨具有较高的精度性能,可满足一些对精度要求较高的工件加工需求。
研磨能够使工件的尺寸、形状和表面质量具有更高的精确度和稳定性。
5.高效性:研磨具有高加工效率的特点,能够在较短的时间内完成加工任务。
研磨设备的自动化程度不断提高,进一步提高了研磨加工的效率。
6.适应性强:研磨可以处理各种不同材料的工件,包括金属材料、陶瓷材料、塑料等。
无论是硬度较高的材料还是脆性材料,研磨都可以胜任。
总之,研磨是一种常用的加工方法,具有良好的加工性能和研磨效果。
机械密封研磨知识点总结一、机械密封的类型1. 单端机械密封单端机械密封一般包括固定端机械密封和转动端机械密封两种。
固定端机械密封是指密封环和密封座中的密封环固定于固定端上,而转动端机械密封是指密封环和密封座中的密封环固定于转动端上。
2. 双端机械密封双端机械密封是指密封环和密封座中的密封环都能起密封作用,它一般由两组密封组成,能够实现更好的密封效果。
3. 弹簧式机械密封弹簧式机械密封是采用弹簧将密封环和密封座压紧,增加了密封效果和使用寿命。
4. 压盖式机械密封压盖式机械密封是通过压盖将密封环和密封座压紧,保证密封环和密封座的紧密连接,实现密封效果。
5. 悬挂式机械密封悬挂式机械密封是将密封环悬挂在密封座上,通过密封环的摩擦力和密封座的支撑力实现密封效果。
二、机械密封的原理机械密封的密封原理主要是依靠密封环和密封座之间的相互作用,利用密封环和密封座的表面质量和密封接触面的形状尺寸精度来实现对工作介质的密封。
密封环在密封座上的径向和轴向位移和旋转或者摩擦,密封座借助于其自身和支撑结构,保证了与密封环的相对位置和轴向的密封性。
另外,润滑剂也是机械密封的重要组成部分,能降低密封环和密封座的摩擦力,提高密封效果。
三、机械密封的研磨工艺1. 研磨前的准备工作在进行机械密封的研磨工艺之前,需要对设备进行检查和清理工作,确保设备表面无明显的损伤和污渍。
同时要检查密封环和密封座的材质和尺寸,以确保其符合使用要求。
2. 研磨工具的选择研磨机械密封需要使用专用的研磨工具,主要包括研磨片、研磨膏、研磨机等。
研磨片的选用要根据设备的密封环和密封座的材质和硬度来选择,以保证研磨效果和使用寿命。
3. 研磨操作流程研磨机械密封的操作流程一般包括以下几个步骤:首先是涂抹研磨膏,使密封环和密封座表面均匀润滑;然后是安装研磨片,调整研磨机的转速和进给速度,开始研磨密封环和密封座的表面;最后是清洗和检查,清洗被研磨的零部件,并进行质量检查。
晶片黏貼研磨拋光系統( CMP ) 儀器介紹一.目的化學機械研磨是一個移除製程,它藉著結合化學反應和機械研磨達到其目的。
並且我們使用它在半導的薄膜體製程中,利用它來剝除薄膜使得表面更加平滑和更加平坦。
它也被用在半導體的金屬化製程中,用來移除在其表面大量的金屬薄膜以在介電質薄膜中形成連線的栓塞或是金屬線。
並且當晶圓從單晶矽晶棒被切下來後,就有很多的製程步驟被用來準備平坦的、光亮的以及無缺陷的晶圓畏面以滿足積體電路的製程所需,而化學機械研磨製程通常被用在晶圓生產的最後一道步驟,它可以使晶圓平坦化,並且可以從表面完全消除晶圓鋸切步驟所引起的表面缺陷。
當矽單晶棒被鋸成薄片,在鋸開的過程中在晶圓的兩面會留有鋸痕,必須除去,晶圓然後放在一拋光板上,用蠟和真空固定住,拋光板再放在拋光機上將晶圓一面磨成像鏡子一樣,才可以開始進入製作積體電路與元件的製程。
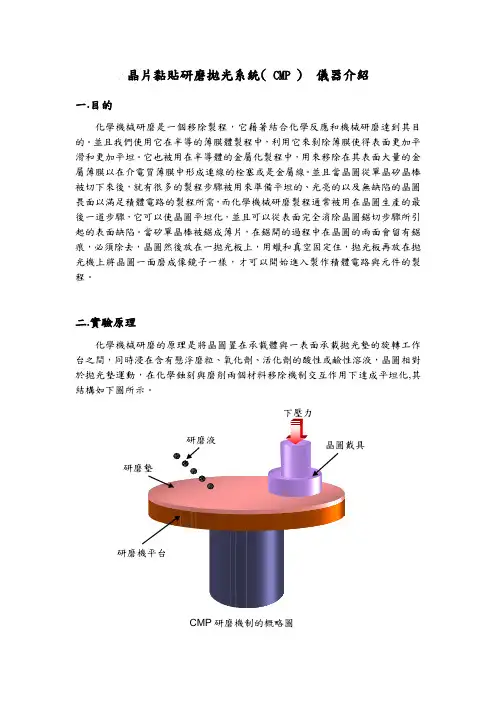
二.實驗原理化學機械研磨的原理是將晶圓置在承載體與一表面承載拋光墊的旋轉工作台之間,同時浸在含有懸浮磨粒、氧化劑、活化劑的酸性或鹼性溶液,晶圓相對於拋光墊運動,在化學蝕刻與磨削兩個材料移除機制交互作用下達成平坦化,其結構如下圖所示。
CMP研磨機制的概略圖通常,一個化學機械研磨的設備架構,由幾個主要部分組成,一是負責研磨晶圓表面的研磨平台,另一部分是負責抓住待磨晶圓的握柄。
其中,握柄是利用抽真空的方式,吸咐待磨晶圓的背面,然後向下壓在鋪有一層研磨墊的研磨台上,進行平坦化過程。
當CMP進行的時候,研磨平台將會與握柄順著同一方向旋轉,同時,提供研磨過程中化學反應的研磨液將由一條管線,輸送到系統中,不斷滴在研磨墊上,幫助研磨。
CMP-Lapping磨粒是以懸浮方式添加到硬的盤面,這些磨粒不會被壓入或固定在盤面,而是朝向各方向自由自在地滾動,因此這些磨粒會對試片進行敲擊作用。
Lapping的運動模式:1.磨粒滾入試片與盤面中間2.磨粒滾動過試片表面並且敲下一塊試片材料3.磨粒又再次滾動,沒有接觸試片表面而滾出Lapping原理與機制示意圖CMP-Polishing將拋光液中的磨粒固定於盤面上,並且利用此種方式,對試片材料進行切削的作用,因而產生屑片。
机械研磨的基本知识一、研磨用研磨工具和研磨剂,从工件上研去一层极薄表面层的精加工方法,称为研磨。
研磨时,在工件与研密盘中间放入金刚砂或其它研磨剂后,受金刚砂挤压,工件表面产生破裂,当研磨盘与工件相对运动后,由于磨料的不规则和它在研磨盘与工件表面滚动,工件表面破裂的碎块和磨创的碎块被“推走”,如此重复,逐渐使工件表面成为光滑而精密的平面。
根据研磨时研磨剂是否用工作液,可分为湿式研磨和干式研磨。
湿式研磨方法加工量大,一殷是粗加工,湿式研磨得到的是梨皮状的暗光面。
干式研磨方法加工量小,一般是精加工,于式研磨得到的是光亮的镜面。
二、研磨剂研磨剂是磨料和水或油等组成的混合物。
根据工件硬度和加工余量,可选用不同规格的磨料。
磨科按其来源可以分为天然磨料和人造磨料。
天然磨料包括金刚石、刚玉、石榴石等。
人造磨料有人造金刚石、人造刚玉、碳化硅、磁化硼等。
金刚石系碳(C)的结晶体,比重在3.4—3.6之间,维氏硬度10000以上,是最硬的。
由于金刚石价格昂贵,因此在研磨加工中,经常使用的是由粒度为微米级的金刚石粉末配制的研磨膏,对涩质合金或陶瓷等材质的工件进行精研和抛光。
刚玉系氧化铝(Al2O3)的结晶体,天然刚玉的比重在3.9—400之间,人造刚玉比重在3.2—4.0之间,氧化铝具有较大的韧性,维氏硬度约为2000以上。
碳化硅(SlC)的结晶系薄板状,维氏硬度3000左右,由于杂质的存在而常常带有各种颜色。
常见的为绿色和黑色。
黑色的碳化硅含量约98%,绿色的约98.5%,碳化硅韧性较小,绿色碳化硅比黑的更脆些,适于加工各种脆性材料。
碳化硼(B4C)的比重约2.5,硬度超过碳化硅而接近于金刚石。
用于硬度很高的工件的研磨加工。
人造金刚石研磨膏是以人造金刚石粉相其它混合剂为原料配制而成。
膏体为水溶性质,具有理想的润滑性。
使用时可用水和甘油进行稀释。
各生产厂家所生产的研磨膏,根据不同规格,都配上不同的颜色,便于使用时鉴别。

飞机机械维修基本技能Basic skills of aircraft mechanical maintenance研磨的基础知识研具 研磨余量 1 2 研磨剂3目录CONTACT1.研磨余量研磨余量——研磨是微量切削,原则上可由以下3点来考虑。
1)被研工件的几何形状和尺寸精度要求。
2)根据前道工序的加工质量。
3)具有双面、多面和位置精度要求高的工件,其在强加工中无工艺装备保证其质量,研磨余量适当大一些。
研磨余量一般在0.005~0.030mm间比较合适。
1) 研具材料①选用研具材料的原则a.有很高的稳定性和耐磨性;b.具有良好的嵌存磨料的性能;c.研具的硬度应比工件表面硬度稍软。
②常用的研具材料a.灰铸铁b.球墨铸铁c.软钢d.铜e.铅f.麂皮布2.研具2)研具的类型研磨平台光滑平台有槽平台研磨套研磨棒光滑研磨棒带槽研磨棒可调式研磨棒3.研磨剂研磨剂由磨料和研磨液调和而成的混合剂。
磨料氧化物磨料碳化物磨料金刚石磨料磨料粗细的表示方法磨粒和磨粉的粒度以号数标注,一般在数字的右上角加“#”表示,读“目”,如100#、240#等。
粒度号为单位面积上筛孔的数目。
号数大,磨料细;号数小,磨料粗。
微粉的粒度则用微粉尺寸的数字前加“W”表示,如W7、W15等。
号数大,磨料粗;号数小,磨料细。
常用研磨料粒度号研磨加工类型可达到表面粗糙度Ra/μm 100#~240#最初的研磨加工W40~W20 粗研磨加工0.4~0.2W14~W7 半精研磨加工0.2~0.1W5以下精磨加工0.1以下飞机机械维修基本技能Basic skills of aircraft mechanical maintenance研磨的基础知识调和磨料、冷却和润滑。
a.有一定的粘度和稀释能力;b.有良好的润滑和冷却作用;C.对工人健康无害,对工件无腐蚀作用,且容易清洗。
煤油、10、20号机油、汽油、液压油等。
①作用②选用原则③常用研磨液:研磨液飞机机械维修基本技能Basic skills of aircraft mechanical maintenance谢谢观看!。
研磨加工基础知识研磨加工是一种常见的机械加工方法,其目的是通过研磨工具与工件的相互作用,将工件表面精加工到规定的形状、尺寸和表面质量。
与传统的机械加工方法相比,研磨加工具有加工质量高、重复性好、加工误差小等优点,因此在高精度加工领域得到了广泛应用。
本文将从研磨加工的基本概念、常用研磨工具、研磨加工参数等方面进行介绍和探讨。
一、研磨加工的基本概念研磨加工的基本概念包括粗磨、半精磨和精磨三个阶段。
粗磨主要是为了去除工件表面的粗糙度和毛刺,使其表面光洁度得到提高;半精磨主要是为了调节工件的形状和尺寸,并达到比较高的平面度和垂直度要求;精磨则是使工件表面达到高精度和高光洁度的阶段。
在进行研磨加工过程中,还需要根据具体的加工要求选择合适的研磨工具、切削液、研磨方式等对加工进行控制。
二、常用研磨工具研磨加工中常用的研磨工具有砂轮、砂带和砂纸等。
其中,砂轮是最常用的研磨工具,它主要由砂料、胶合剂和增强材料组成。
不同类型和规格的砂轮可以适用于不同的研磨任务,如平面研磨、内外圆研磨、表面抛光等。
砂带和砂纸则主要用于手工研磨和特殊形状的研磨。
三、研磨加工参数研磨加工的参数包括进给量、切削速度、砂轮转速等。
其中,进给量是指每次加工时工件与砂轮之间的距离,进给量的过大会导致加工过程中砂轮容易磨损,进给量间隔过小则会降低加工效率。
切削速度是指砂轮与工件表面之间相对运动的速度,它与砂轮的材料、粘结剂、砂料种类、砂轮的硬度、粒度等因素有关。
砂轮转速则是指砂轮转动的速度,它与砂轮的规格、材质、加工物件的材料、形状等因素有关。
四、研磨加工的技术难点研磨加工中存在一些技术难点,如研磨热引起的变形、整体划痕、砂轮寿命、表面拉伸等。
其中,研磨热引起的变形是由于研磨过程中产生的热量使工件表面材料的组织发生变化而引起的;整体划痕是指砂轮滑动时,在工件表面形成的较粗糙的划痕,一般是由进给量过大、砂轮胶结剂过硬、砂料过大等因素造成的;砂轮寿命和表面拉伸也是影响研磨加工的重要因素。
化学机械研磨技术是一种新型的微加工技术,它通过化学反应和机械加工相结合的方式对材料进行微观加工。
该技术具有高效、精度高、加工范围广等优点,在微电子、光电子、生物医学等领域得到了广泛的应用。
一、的基本原理的基本原理是通过一种特殊的研磨液将材料表面化学反应,同时进行机械研磨,从而实现微米级别的加工。
该研磨液通常由氧化铝颗粒、硝酸等组成,其中氧化铝颗粒用于磨料,硝酸则用于溶解材料表面。
当该研磨液在材料表面进行化学反应时,其局部PH值升高,从而使材料表面发生溶解反应,同时氧化铝颗粒对材料表面进行慢速磨削。
这样,化学反应和机械磨削相结合,即完成了对材料表面的微观加工。
二、的优点相对于传统的微细加工技术,如激光加工和电化学加工等,具有许多独特的优点。
1、高效性具有高效性,其加工速度可以达到每分钟几百微米,而传统的微细加工技术则通常需要花费几十分钟或几个小时。
2、高精度具有高精度,其加工精度可以达到亚微米级别,通常可以对光学元件、微电子器件等进行精确加工。
3、加工范围广的加工范围非常广泛,可以对不同材料的表面进行加工,如硅、铝、玻璃、钢等。
4、光滑度高可以获得光滑度非常高的表面,这对许多应用领域非常重要,如光学镜片、生物材料表面等。
三、的应用已经在许多领域得到了广泛的应用,以下是其中的一些应用领域。
1、微电子器件制造现代微电子器件需要非常高精度的制造技术,在这方面,可以提供高效、高精度的加工手段,特别是对于半导体芯片的制造,它是一种非常有效的手段。
2、光学元件制造光学元件需要非常光滑、精确的表面,可以提供高效、高精度的表面制造手段,特别是对于光学透镜、反射镜等光学元件的制造。
3、生物医学可以用于在生物医学领域中加工许多生物材料,如人工骨骼、人工心脏瓣膜等,以及制造微型器件用于生物检测和诊断。
四、的发展趋势目前,正不断发展壮大,其发展趋势主要包括以下方面:1、追求更高的精度和效率随着科技的发展,人们对于精度和效率的要求越来越高,因此也在不断追求更高的精度和效率,以适应未来的需求。
第九章研磨第一节研磨的基本概念1.研磨的概念:研磨,就是利用研具和研磨剂从工件表面磨掉一层微薄的金属,使工件具有很高的表面光洁度,同时还能保证工件的精确尺寸和紧合密封良好的一种精密的加工方法。
当一个工件经车削或磨削加工以后,凭肉眼看去,工件的表面已很光滑,然而用显微镜把它放大来看,就会清楚地看出:工件的表面仍然是粗糙的,甚至象一高一低的山丘一样(如表9—1)。
要使工件达到高的光洁度和精确尺寸,就要把工件进行研磨,这就是研磨的作用和目的。
研磨在工具、量具和机器制造业中应用是很广的。
如柴油机的曲轴、滚动轴承等运动件,都要经过研磨后才能达到润滑性能良好,运转正常,减小轴与轴承的摩擦和发热,从而保证了工件的使用寿命。
对于要求密封性良好的气门阀、油压控制阀等工件,都要经过研磨,才能达到图纸要求。
2.研磨的原理:工件通过用研磨剂与研具(研具的材料应比工件软一些)互相研磨,研磨剂受到工件与研具的压力而部分嵌入了研具内,就象砂轮一样,有了无数的切削刃,因而研磨时就产生了切削作用。
一般来说,每研磨一遍所磨去的金属厚度不超过0.002毫米,所以研磨余量一般应为0.005~0.03毫米。
但是随着工件尺寸大小不同而有所不同,研磨余量的选择参见表9—2和表9—3工件研磨后获得的光洁度,跟研磨时的压力、速度、研磨粉(剂)的粗细有着密切的关系。
长期的生产实践说明,当压力大、速度慢、研磨粉(剂)粗的时候,工件的光洁度低;而压力小、速度高、研磨粉(剂)细时,则工件的光洁度高。
一般说来,研磨的速度在1 0~1 5米/分之间(每分钟往复大约5 0~6 0次/分)o对于精度要求较高的工件,速度也不能超过3 0米/分,以避免由于高速发热影响精度,起着相反的加工效果。
第二节研具和磨料的选择1.研具的材料:研具是一种研磨时决定工件表面和几何形状的标准工具,一般有平板、圆盘、圆柱棒等。
研具的材料要选择比工件材料软些,才能使研磨剂嵌入研具的表面。
研磨压力及速度和时间(1)研磨研磨压力是影响研磨过程的重要工艺参数。
施加在研具上的力通过磨粒作用在待研磨的表面上。
研磨压力对磨料中磨粒浓度的选择有一定的影响。
当确定磨粒的粒度时,对于特定的单位研磨压力,存在产生最大生产率的磨粒浓度。
如果单位浓度太小,研磨效果很弱。
随着单位压力的增加,研磨效果增加,研磨效率提高,但当单位压力增加到一定值时,研磨效率达到最大。
之后,如果研磨压力增加,效率将降低。
具体分析表明,磨粒具有一定的抗压强度极限,当超过该极限时,磨粒将被压碎,使磨料变细,研磨能力降低。
通常,粗磨压力控制在0.2兆帕至0.4兆帕,细磨压力控制在0.04兆帕至0.1兆帕。
研磨时间通常,密封面在磨削前通过其他加工方法获得预处理精度。
在磨削开始时,由于尖锐的磨粒和强烈的微切削效应,零件磨削表面的几何误差和粗糙度可以很快得到修正。
随着磨削时间的延长,磨粒钝化,微切削效果下降。
不仅加工精度不能提高,而且表面质量也会由于热量的增加而降低。
因此,在粗磨过程中,在规定的工艺参数范围内选择较粗的磨料、较高的速度和磨削压力进行磨削,以快速消除几何误差并切断较大的加工余量。
一般来说,可以完成粗磨,但要研磨所有密封表面。
研磨时间一般在5 ~ 10分钟左右,超过10分钟研磨效果不明显。
修正研磨后的密封面用酒精或丙酮清洁剂密封。
为了防止研磨过程中磨料镶嵌在密封面上,采用羊毛毡抛光轮,用一定量的金属抛光膏进行抛光,去除表面残留的磨料,在密封面表面形成氧化膜,提高密封面质量。
研磨工艺要点(1)研磨前清洁零件的加工面和平板,将磨料均匀涂在零件的待修复面上,并放在研磨板上。
(2)磨削时,用手轻轻按住零件,使磨削痕迹交叉,以提高表面粗糙度。
研磨一段时间后,将零件旋转一定角度,然后继续研磨。
同时,及时适当添加磨料,确保磨料流的连续性。
工件磨削的基本技术要求为了提高工件超精密磨削的质量和效率,定义了磨削前工件的平面形状和位置公差、光洁度和磨削余量:几何公差平面度保证在0.02范围内。
说明研磨原理研磨是一种常见的表面处理技术,用于改善材料表面的光洁度和粗糙度。
研磨原理是通过机械力的作用,将磨料与工件表面相互摩擦,使工件表面的杂质、氧化层和粗糙度被去除,从而得到平整、光滑的表面。
研磨的基本原理可以归纳为以下几个方面:1. 机械力作用:研磨的过程中,机械力是实现研磨效果的基本手段。
机械力可以由手工操作、机械装置或者研磨设备提供。
通过施加机械力,磨料与工件表面发生相互作用,从而实现表面的去除和修整。
2. 磨料的选择:磨料是研磨过程中至关重要的因素。
磨料的选择应根据工件材料的硬度、表面粗糙度要求以及研磨目的来确定。
常见的磨料有砂轮、砂带、砂纸等。
研磨过程中,磨料与工件表面的相互摩擦产生热量,这也是研磨过程中磨料磨损的主要原因之一。
3. 研磨液的使用:研磨液在研磨过程中起到冷却、润滑和清洁的作用。
研磨液可以减少磨料和工件表面的摩擦,降低磨料的磨损和工件表面的热变形。
同时,研磨液还可以冲洗掉研磨过程中产生的磨屑和杂质,保持研磨过程的稳定性和效果。
4. 研磨参数的控制:研磨过程中,研磨参数的选择和控制对于研磨效果和工件质量至关重要。
研磨参数包括研磨速度、研磨压力、研磨时间等。
不同的工件材料和研磨要求需要选择不同的研磨参数。
研磨速度的选择应考虑工件材料的硬度和研磨液的供给情况,过高的研磨速度可能导致工件表面过热,影响研磨质量;研磨压力的选择应根据工件的形状和研磨液的供给情况,过大的研磨压力可能导致工件变形和研磨液的溢出。
5. 研磨方式的选择:研磨可以分为手工研磨和机械研磨两种方式。
手工研磨适用于小批量、复杂形状的工件,操作灵活但效率较低;机械研磨适用于大批量、简单形状的工件,操作简便但需要相应的研磨设备。
选择合适的研磨方式可以提高研磨效率和工件质量。
研磨原理是通过机械力的作用,利用磨料与工件表面的相互摩擦,去除杂质、氧化层和粗糙度,从而得到平整、光滑的表面。
研磨过程中,磨料的选择、研磨液的使用、研磨参数的控制和研磨方式的选择都是影响研磨效果和工件质量的重要因素。
机械研磨的基本知识
一、研磨
用研磨工具和研磨剂,从工件上研去一层极薄表面层的精加工方法,称为研磨。
研磨时,在工件与研密盘中间放入金刚砂或其它研磨剂后,受金刚砂挤压,工件表面产生破裂,当研磨盘与工件相对运动后,由于磨料的不规则和它在研磨盘与工件表面滚动,工件表面破裂的碎块和磨创的碎块被“推走”,如此重复,逐渐使工件表面成为光滑而精密的平面。
根据研磨时研磨剂是否用工作液,可分为湿式研磨和干式研磨。
湿式研磨方法加工量大,一殷是粗加工,湿式研磨得到的是梨皮状的暗光面。
干式研磨方法加工量小,一般是精加工,于式研磨得到的是光亮的镜面。
二、研磨剂
研磨剂是磨料和水或油等组成的混合物。
根据工件硬度和加工余量,可选用不同规格的磨料。
磨科按其来源可以分为天然磨料和人造磨料。
天然磨料包括金刚石、刚玉、石榴石等。
人造磨料有人造金刚石、人造刚玉、碳化硅、磁化硼等。
金刚石系碳(C)的结晶体,比重在3.4—3.6之间,维氏硬度10000以上,是最硬的。
由于金刚石价格昂贵,因此在研磨加工中,经常使用的是由粒度为微米级的金刚石粉末配制的研磨膏,对涩质合金或陶瓷等材质的工件进行精研和抛光。
刚玉系氧化铝(Al2O3)的结晶体,天然刚玉的比重在3.9—400之间,人造刚玉比重在3.2—4.0之间,氧化铝具有较大的韧性,维氏硬度约为2000以上。
碳化硅(SlC)的结晶系薄板状,维氏硬度3000左右,由于杂质的存在而常常带有各种颜色。
常见的为绿色和黑色。
黑色的碳化硅含量约98%,绿色的约98.5%,碳化硅韧性较小,绿色碳化硅比黑的更脆些,适于加工各种脆性材料。
碳化硼(B4C)的比重约2.5,硬度超过碳化硅而接近于金刚石。
用于硬度很高的工件的研磨加工。
人造金刚石研磨膏是以人造金刚石粉相其它混合剂为原料配制而成。
膏体为水溶性质,具有理想的润滑性。
使用时可用水和甘油进行稀释。
各生产厂家所生产的研磨膏,根据不同规格,都配上不同的颜色,便于使用时鉴别。
三、手工研磨
手工研磨一般在研磨平板上进行。
平板为方形,尺寸为300×300mm或350×350mm,材料采用铸铁,精度等级应不低于—“级。
平板一般三块一组,使用中必须定期检查确保精度。
研
磨工件时要均匀使用研磨乎板表面,修复对应三块平板互相对研校准,只有经常保持乎板的精度,才能获得较好的研磨质量。
四、研磨机
在进行批量生产和机械密封维修虽较大的情况下要使用研磨机,研磨机是研磨平面的一种专用设备,按其结构型式分机械研磨机和电磁振动研磨机等。
在机械研磨机中有单面研磨机、双面研磨机。
一些自动化程度较高的研磨机,还可以自动加压和自动测量工作厚度,研磨效率较高。