锡膏_红胶印刷品质检验标准
- 格式:doc
- 大小:1.87 MB
- 文档页数:14
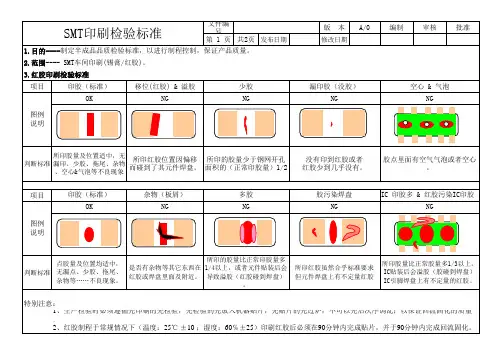
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
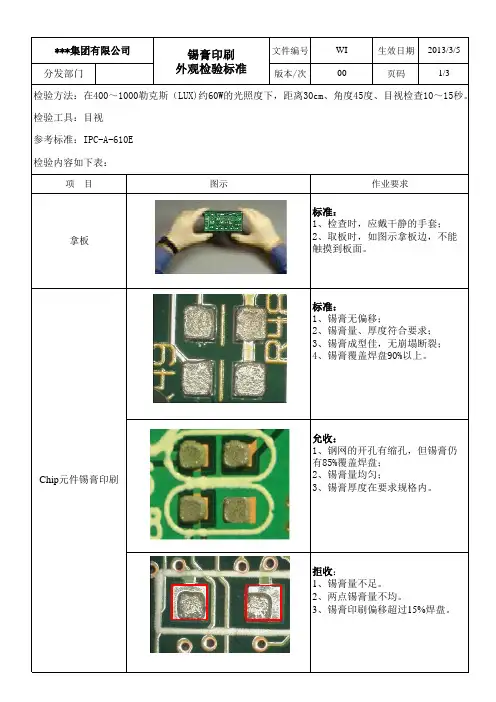
三. 判定标准内容锡膏印刷判定标准图1 标准:锡膏无偏移。
锡膏量,厚度均匀,厚度。
锡膏成型佳,无崩塌断裂。
锡膏覆盖焊盘90%以上。
图2 合格:钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
锡量均匀。
锡膏厚度于规格要求内。
依此判定为合格。
图3 不合格:锡膏量不足。
两点锡膏量不均。
印刷偏移超過20%焊盘。
依此判定为不合格。
图4标准:锡膏无偏移。
锡膏完全覆盖焊盘。
三点锡膏量均匀,厚度依此为SOT零件锡膏印刷标准。
图5 合格:锡膏量均匀且成形佳。
厚度合乎规格。
85%以上锡膏覆盖。
偏移量少于15%焊盘。
依此应判定为允收。
图6 不合格:锡膏85%以上未覆盖焊盘。
严重缺锡。
依此判定为不合格。
图7标准:锡膏印刷成形佳。
锡膏无偏移。
厚度。
如此开孔可以使热气排除,以免造成气流使零件偏移。
依此应为标准要求。
图8合格:锡膏量足锡膏覆盖焊盘有85%以上。
锡膏成形佳。
依此应为合格。
图9不合格:20%以上锡膏未完全覆盖焊盘。
锡膏偏移量超过20%焊盘。
依此判定为不合格。
热气宣泄道锡膏印刷偏移超过20%焊盘图10标准:各锡膏几近完全覆盖各焊盘。
锡膏量均匀,厚度在。
锡膏成形佳,无缺锡、崩塌。
依此应为标准的要求。
图11 合格:锡膏之成形佳。
虽有偏移,但未超过15%焊盘。
锡膏厚度符合规格要求8~12MILS之间。
依此应为合格。
图12不合格:锡膏偏移量超过15%焊盘。
当零件置放时造成短路。
依此应为不合格参考。
图13标准:锡膏无偏移。
锡膏100%覆盖于焊盘上。
各个锡块之成形良好,无崩塌现象。
各点锡膏均匀,厚度7MILS。
依此判定为标准要求。
WW=焊盘宽偏移量<20%WW=焊盘宽偏移大于15%焊盘图 14合格: 锡膏虽成形不佳但仍足将零件脚包满锡。
各锡膏偏移未超过15%焊盘。
依此应为合格。
图 15不合格: 锡膏印刷不良。
锡膏未充分覆盖焊盘,使焊盘裸露超过15%以上。
依此应为不合格。
图 16标准:锡膏量均匀且成形佳。
焊盘被锡膏全部覆盖。
锡膏印刷无偏移。
锡膏厚度。
依此应为标准的要求。
图 17合格: 锡膏偏移量未超过焊盘15%。
锡膏成行佳,无崩塌断裂。
厚度于规格要求范围内。
依此应为合格。
图 18不合格: 焊盘超过15%未覆盖锡膏。
易造成锡桥。
依此应为不合格。
3.1.7 LEAD PITCH=0.65MM 之锡膏印刷标准 偏移量小于15%焊盘 偏移大于15%焊盘A>15%W偏移小于15%焊盘偏移大于15%焊盘图19标准:各锡块印刷均匀且100%覆盖于焊盘之上。
锡膏成形佳,无崩塌现象。
锡膏厚度在。
依此应为标准的要求。
图20 合格:锡膏成形佳。
厚度合乎规格,。
偏移量小于10%焊盘。
依此应为合格的参考。
图21不合格:锡膏印刷之偏移量大于10%焊盘宽。
经回流炉后易造成短路依此判定为不合格。
图22标准:各锡块印刷成形佳,无崩塌及缺锡。
锡膏100%覆盖于焊盘之上。
锡膏厚度。
依此应为标准的要求。
图23合格:锡膏成形虽略微不佳,但厚度于规格,7MILS。
锡膏无偏移。
Reflow之后无焊接不良现象。
依此应为合格。
偏移少于10%焊盘偏移量大于10%W图24不合格:锡膏成形不良且断裂。
依此应为不合格。
图25CHIP 1608,2125,3216:锡膏完全覆盖焊盘。
锡量均勻,厚度8~12MILS。
成形佳。
图26SOT,MINI MOLD零件锡膏厚度:一般厚度規定为8~12MILS。
建议使用10MILS。
图27MELF,DIODE,MELM锡膏的外观:一般厚度:8~12 MILS。
建议至少10mils以上有较好的fillet。
图28PITCH=1.25MM:一般厚度:8~12Mils。
建议使用10Mmils。
若有小于P=之零件,可加大10%锡面积。
适用零件有: Pitch=的IC: 有SOIC, PLCC, SOCKET, SOJ。
锡膏崩塌且断裂不足图29 PITCH=~1.0MM的锡膏外观:一般厚度=6~10Mils。
建议厚度8Mils。
图30PITCH=0.7MM零件的锡膏外观:一般厚度=6~10 Mils。
建议使用厚度7 Mils最佳。
图31PITCH=0.65MM:一般厚度:6~10 Mils。
建议使用~ Mils最佳。
图32 PITCH=0.5MM锡膏的规格:厚度:一般为6~10 Mils之间。
建议使用~ Mils最佳。
点胶标准图33标准:胶并无偏移。
胶量均匀。
胶量足,推力足,在仍然未掉件。
依此为标准要求。
标准规格P图34 合格:A为胶的中心。
B为焊盘的中心。
C为偏移量。
P为焊盘宽。
C<1/4P,且因推力足、胶均匀。
依此判定为合格。
图35 不合格:胶量不足。
两点胶量不均。
推力不足,低于即掉件。
依此判定为不合格。
3.2.2 CHIP 1608,2125,3216点胶零件标准图36标准:零件在胶上无偏移。
依此判定为标准要求。
图37合格:偏移量C<1/4W或1/4P 依此判定为合格。
图38不合格:P为焊盘宽。
W为零件宽。
C为偏移量。
C>1/4W或1/4P。
依此判定为不合格。
胶量不均,且不足C<1/4W or 1/4PPWC>1/4W or P3.2.3 SOT零件点胶标准图39标准:胶量适中。
零件我偏移。
推力正常,于不掉件。
依此应为标准要求。
图40合格:胶稍多但未沾染焊盘于元件引脚。
推力足。
依此应为合格。
图41不合格:溢胶,造成焊锡不良。
依此判定为不合格。
图42标准:胶量正常,直径~之间。
胶高度在~之间。
两胶之间恰有约10%零件外径的间隙。
如此推力在仍未掉件。
依此应为标准之要求。
图43合格:胶之成形不甚佳。
胶稍多,但不會造成溢胶等有害品质问题。
依此应为合格。
溢胶影响焊锡性图44不合格:胶偏移量>1/4W。
溢胶,致沾染焊盘,影响焊锡性。
依此不不合格。
图45标准:零件我偏移。
胶量足,推力够。
依此应为标准的要求。
图46合格:偏移量C<1/4W或1/4P。
交量足,推力够。
依此应为合格。
图47不合格:胶偏移量1/4W以上,有一点偏离零件之外。
推力不足,。
依此应为不合格。
图48标准:两点胶均匀且清楚。
胶点直径在~之间。
推力足够,。
依此应为标准的要求。
溢胶C<1/4W偏移图49合格:依此应为合格。
图50不合格:溢胶,沾染焊盘。
胶点模糊(成型不佳),胶量偏多。
依此应为不合格。
图51标准:零件我偏移。
推力。
依此应为标准的要求。
图52合格:偏移量C<1/4P。
胶量足,无溢胶。
依此应为合格。
图53不合格:T:零件直径。
P:焊盘宽。
C=偏移量>1/4P或1/4T。
依此应为不合格。
溢胶C>1/4T或1/4PT3.2.8 SOIC点胶标准图54标准:胶量均匀。
胶之成形良好。
直径~,高度。
胶无偏移。
依此应为标准的要求。
图55合格:胶量偏多,但溢胶未污染焊盘。
依此应为合格。
图56不合格:溢胶沾染焊盘。
溢胶沾染测试孔。
依此应为不合格。
图57标准:零件无偏移。
胶量标准。
推力正常,。
依此应为标准的要求。
图58合格:偏移量C<1/4W。
推力足。
依此应为合格。
胶稍多不影响焊接溢胶沾染焊盘及测试孔PPPPPPAD,孔推力足图 59不合格: P:焊盘宽。
W:零件脚宽。
C:偏移量。
C>1/4W 。
依此应为不合格。
图 60规格:直径:~高度:~。
承受推力:。
胶种类:IR-100等已认可之胶。
图 61规格:CHIP,SOT 一般规格相同于,SOT 零件外观规格。
图 62MELF ,MELM ,陶瓷电容:直径:~。
高度:~。
承受推力:~。
胶的种类:一般已认可之胶。
3.2.11 SOIC 胶点尺寸外观 孔C>1/4W图63SOIC,一般Melf零件通用:直径:~。
高度:~。
可承受推力:。
胶的种类:一般已认可之胶。
图64MELF胶的外观:相同于IC之规格。
两点间有10~20%零件外径之间隔。
无。
5.参考文献制定本标准参考的一些文献,但没有直接引用里面的条文:序号编号或出处名称。