回转窑升温曲线图
- 格式:xls
- 大小:11.50 KB
- 文档页数:1

回转窑低温烘窑升温曲线操作方法探讨摘要:回转窑内衬经大、中、小修后投入使用前,需要按照不同的内衬维修程度,制定标准的烘窑升温曲线,烘出耐火砖和浇注料内衬中的各种自然水和结晶水。
烘窑质量影响回转窑内衬使用寿命的关键因素,本文阐述了回转窑低温烘窑的操作方法及执行曲线过程中注意的问题。
关键词:回转窑;烘窑;曲线;温度;青海某公司炭素厂石油焦煅烧主要设备有两台回Φ2.6 m/Φ2.14 m×50 m 右传动回转窑,因公司生产方式调整,煅烧回转窑系统计划停运。
根据停窑后对2#内衬整体状况评估,2#回转窑内衬共修补23米(回转窑窑尾2米处至三次风方向11米、二次风第一个风嘴至三次风方向8米、三次风第一个风嘴至第四个风嘴之间4米,合计内衬施工量共23m),内衬修理采用复合预制块和现场浇注新工艺施工,为保证回转窑具备随时启动的条件,对2#回转窑内衬进行维修,使回转窑达到良好的备用状态。
内衬维修完成后,达到自然养护条件进行烘窑工作,烘窑工作是在非正常生产状态下进行,主要目的是烘出耐火砖和浇注料内衬中的各种自然水和结晶水(自然水就是耐火砖湿砌产生的水分和浇注料施工时所加的水分,结晶水是浇注料施工时,内部物料反应所产生的水分),并使内衬材料发生晶格转变,以使内衬强度增大,并获得高温使用性能。
1低温烘窑曲线制定回转窑按照内衬的检修量化分为小修、中修、大修,一般二三次风管浇注料的重新砌筑,是回转窑内村小修的主要内容,由于维修量少,可用较短的时间实现烘窑的目标;而窑内衬的中修,除了二三次风管的维修,还包括窑内衬局部破损部位的修补,特别是煅烧带、预热带的浇注料为中修的重点内容,有时还包括沉灰室的局部修补;回转窑内衬的大修主要包括内衬全部清除,重新进行砌筑,或者是沉灰室内挡火墙、拱门、拱顶的重新砌筑由于浇注料使用量的不同,则窑内衬水分含量差别较大,必须使用不同的曲线进行烘窑,以达到既确保质量又节约燃料和烘窑时间的目的[1]。

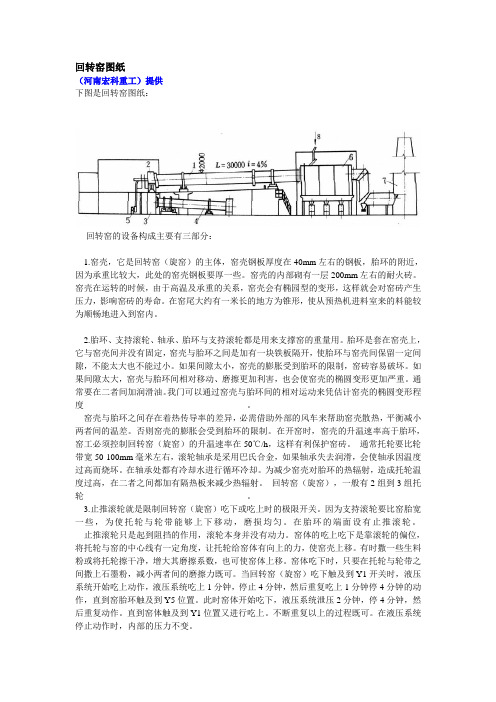
回转窑图纸(河南宏科重工)提供下图是回转窑图纸:回转窑的设备构成主要有三部分:1.窑壳,它是回转窑(旋窑)的主体,窑壳钢板厚度在40mm左右的钢板,胎环的附近,因为承重比较大,此处的窑壳钢板要厚一些。
窑壳的内部砌有一层200mm左右的耐火砖。
窑壳在运转的时候,由于高温及承重的关系,窑壳会有椭园型的变形,这样就会对窑砖产生压力,影响窑砖的寿命。
在窑尾大约有一米长的地方为锥形,使从预热机进料室来的料能较为顺畅地进入到窑内。
2.胎环、支持滚轮、轴承、胎环与支持滚轮都是用来支撑窑的重量用。
胎环是套在窑壳上,它与窑壳间并没有固定,窑壳与胎环之间是加有一块铁板隔开,使胎环与窑壳间保留一定间隙,不能太大也不能过小。
如果间隙太小,窑壳的膨胀受到胎环的限制,窑砖容易破坏。
如果间隙太大,窑壳与胎环间相对移动、磨擦更加利害,也会使窑壳的椭圆变形更加严重。
通常要在二者间加润滑油。
我门可以通过窑壳与胎环间的相对运动来凭估计窑壳的椭圆变形程度。
窑壳与胎环之间存在着热传导率的差异,必需借助外部的风车来帮助窑壳散热,平衡减小两者间的温差。
否则窑壳的膨胀会受到胎环的限制。
在开窑时,窑壳的升温速率高于胎环,窑工必须控制回转窑(旋窑)的升温速率在50℃/h,这样有利保护窑砖。
通常托轮要比轮带宽50-100mm毫米左右,滚轮轴承是采用巴氏合金,如果轴承失去润滑,会使轴承因温度过高而烧坏。
在轴承处都有冷却水进行循环冷却。
为减少窑壳对胎环的热辐射,造成托轮温度过高,在二者之间都加有隔热板来减少热辐射。
回转窑(旋窑),一般有2组到3组托轮。
3.止推滚轮就是限制回转窑(旋窑)吃下或吃上时的极限开关。
因为支持滚轮要比窑胎宽一些,为使托轮与轮带能够上下移动,磨损均匀。
在胎环的端面设有止推滚轮。
止推滚轮只是起到阻挡的作用,滚轮本身并没有动力。
窑体的吃上吃下是靠滚轮的偏位,将托轮与窑的中心线有一定角度,让托轮给窑体有向上的力,使窑壳上移。
有时撒一些生料粉或将托轮擦干净,增大其磨擦系数,也可使窑体上移。
回转窑升温指导说明书目录页数1.预热器的烘干 22.窑头罩、三次风管和冷却机的烘干 4●辅助烧嘴用于烘干窑头罩 4●辅助烧嘴用于烘干三次风管 4●辅助烧嘴用于烘干冷却机 53.回转窑的升温 5●准备措施 5●烧成系统升温 6●温度控制 6●升温阶段的盘窑操作 8●干扰(其他故障)及重复升温 8 4.停窑 95.注意事项 96.盘窑时可能会犯的错误 107.附件●SK 01:温度测点的布置●SK 02:辅助烧嘴的固定●SK 03:旋风筒顶盖蒸汽排出口的布置●SK 04:回转窑升温曲线●SK 05:窑筒体温度与烧成带火砖热表面温度关系曲线●SK 06:与窑头罩相联的三次风管的烘干● SK 07:与冷却机顶部相联的三次风管的烘干●SK 08:冷却机的烘干1.预热器的烘干一般情况下,回转窑的烘窑升温是由主烧嘴进行的。
不过,新砌的窑头罩、预热器或者冷却机要分别烘干,大面积地使用耐火浇注料砌筑的情况下更要格外注意。
在现代多级旋风预热器上,会使用数百吨的耐火材料砌筑。
因而,整个烧成系统的耐火浇注料和火泥储存的水量会很多。
在烘干过程中,这些水分要缓慢地蒸发。
♦过快的升温会导致耐火浇注料和衬砖的初步的损坏。
这种损坏是由(水分蒸发时)蒸汽压过高造成的。
为了对预热器分别(烘干)升温,使用压力雾化燃油烧嘴,会有很好的效果。
烧嘴自进料室的人孔门插入预热器内。
辅助烧嘴的布置数量和位置要与工厂的管理人员讨论并达成共识。
目的在于整个预热机中热量要均布。
如果因设计的原因,使用一个烧嘴不能使热量均布,有必要在那些需要烘干的不同位置的下方安装辅助烧嘴。
(烧嘴)火焰必须定位在气体管道横截面的中心,火焰不能直接接触到耐火衬层。
在烘干和升温过程中,要关好看火孔、捅料孔门和人孔门;下料管的重锤摆阀则要敞开。
(烘干过程中)有必要检查所有的料管和风管是否畅通,预热器内的施工杂物是否已清理干净,是否有剥落的耐火砖和浇注料,不然,投料时就会造成预热器堵塞。

回转窑升温指导说明书目录页数1.预热器的烘干 22.窑头罩、三次风管和冷却机的烘干 4●辅助烧嘴用于烘干窑头罩 4●辅助烧嘴用于烘干三次风管 4●辅助烧嘴用于烘干冷却机 53.回转窑的升温 5●准备措施 5●烧成系统升温 6●温度控制 6●升温阶段的盘窑操作 8●干扰(其他故障)及重复升温 8 4.停窑 95.注意事项 96.盘窑时可能会犯的错误 107.附件●SK 01:温度测点的布置●SK 02:辅助烧嘴的固定●SK 03:旋风筒顶盖蒸汽排出口的布置●SK 04:回转窑升温曲线●SK 05:窑筒体温度与烧成带火砖热表面温度关系曲线●SK 06:与窑头罩相联的三次风管的烘干● SK 07:与冷却机顶部相联的三次风管的烘干●SK 08:冷却机的烘干1.预热器的烘干一般情况下,回转窑的烘窑升温是由主烧嘴进行的。
不过,新砌的窑头罩、预热器或者冷却机要分别烘干,大面积地使用耐火浇注料砌筑的情况下更要格外注意。
在现代多级旋风预热器上,会使用数百吨的耐火材料砌筑。
因而,整个烧成系统的耐火浇注料和火泥储存的水量会很多。
在烘干过程中,这些水分要缓慢地蒸发。
♦过快的升温会导致耐火浇注料和衬砖的初步的损坏。
这种损坏是由(水分蒸发时)蒸汽压过高造成的。
为了对预热器分别(烘干)升温,使用压力雾化燃油烧嘴,会有很好的效果。
烧嘴自进料室的人孔门插入预热器内。
辅助烧嘴的布置数量和位置要与工厂的管理人员讨论并达成共识。
目的在于整个预热机中热量要均布。
如果因设计的原因,使用一个烧嘴不能使热量均布,有必要在那些需要烘干的不同位置的下方安装辅助烧嘴。
(烧嘴)火焰必须定位在气体管道横截面的中心,火焰不能直接接触到耐火衬层。
在烘干和升温过程中,要关好看火孔、捅料孔门和人孔门;下料管的重锤摆阀则要敞开。
(烘干过程中)有必要检查所有的料管和风管是否畅通,预热器内的施工杂物是否已清理干净,是否有剥落的耐火砖和浇注料,不然,投料时就会造成预热器堵塞。
陶粒砂回转窑操作中如何判断烧成温度高低更多的了解陶粒砂回转窑的温度图样,能更好的操作回转窑,提高回转窑设备生产物料的质量。
延长陶粒砂回转窑的寿命。
(1)火焰温度高低陶粒砂回转窑内的热流是靠燃料燃烧,产生火焰发出热量而使窑温升高,因此火焰温度高,陶粒砂回转窑温也高。
目前判断火焰温度高低的方法是通过比色高温计结合电子计算机,可测出比较接近实际温度的数据,除此之外,在正常操作回转窑时,对火焰温度高低的判断,还可通过火焰的颜色。
火焰的颜色及相对应的温度如下所示,表中所列数据是实际火焰温度颜色,不是通过有色玻璃看到的颜色,通过钴玻璃所看到的颜色相对应的温度数值要比表中的温度高。
正常陶粒砂回转窑火焰的温度通过钴玻璃看到:最高温度处于火焰中部发白亮,最高温度两边呈浅黄色,前部发黑。
(2)熟料被窑壁带起高度正常情况下,物料随陶粒砂回转窑运转方向被陶粒砂回转窑壁带到一定高度而后下落,落时略带粘性,熟料颗粒细小均齐;当温度过高时,物料被带起来的高度比正常时高,向下落时粘性较大,翻滚不灵活而颗粒粗大,有时呈饼状下落;烧成温度低时,熟料被带起高度低,顺窑壁滑落,无粘性,物料颗粒细小,严重时呈粉状,这主要是因为温度增高使物料中液相量增加,温度降低液相量也减少。
温度增高还会使液相粘度降低,当温度过高时,液相粘度很小,像水一样流动,这种现象,回转窑操作上称为“烧流”。
(3)熟料颗粒大小正常的陶粒砂回转窑烧成温度,熟料颗粒绝大多数直径在5~15mm左右,熟料外观致密光滑,并有光泽。
回转窑温度提高,由于液相量的增加而使熟料颗粒粗,结大块;温度低时,液相量少,熟料颗粒细小,甚至带粉状,表面结构粗糙,疏松,呈棕红色,严重时甚至会产生黄粉,属于生烧的情况。
(4)熟料立升重和f唱CaO的高低烧成温度高,熟料烧结得致密,因此熟料升重高而f唱CaO低;若烧成温度低,则升重低而f唱CaO高;当烧成温度比较稳定时,升重波动范围很小,正常生产时升重的波动范围在±50g之间,各陶粒砂回转窑厂的控制指标不一。