NISHIDA机床主轴马达安装联轴器讲解
- 格式:doc
- 大小:7.79 MB
- 文档页数:2


如何进行泵和电机联轴器的找正、对中 1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
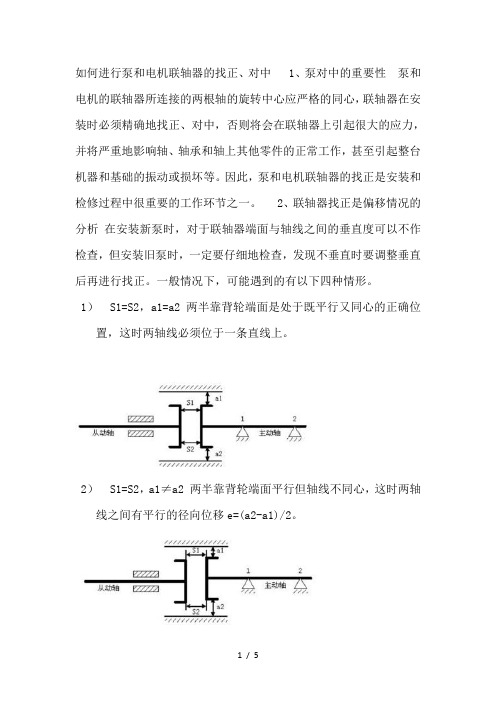
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
联轴器的操作应用及其安装原理
工作原理:
泵用三爪联轴器是利用若干非金属材料制成的柱销,置于两半联轴器与外环内表面之间的对合孔中,通过柱销传递转矩实现两半联轴器联接,泵用三爪联轴器是利用若干非金属材料制成的柱销,置于两半联轴器与外环内表面之间的对合孔中,通过柱销传递转矩实现两半联轴器联接,该联轴器具有以下特点:
(1)传递转矩大,在相同转矩时回转直径大多数比齿式联轴器小,体积小,质量轻,可部分代替齿式联轴器。
(2)与齿式联轴器相比,结构简单,组成零件较少,制造较方便,不用齿轮加工机床。
泵联轴器与轴安装有哪些要求?
(1)联轴器与轴配合为H7/js6;
(2)联轴器两端面轴向间隙一般为2-6mm;
(3)安装齿式联轴器应保证外齿在内齿宽的中间部位:
(4)泵安装弹性圈柱销联轴器时,其弹性圈与柱销应为过盈配合,并有一定紧力,弹性圈与联轴器孔的直径间隙为0. 4-0. 6mm。
机床主轴轴承正确安装方法主轴轴承是精密机床及类似设备的主轴轴承,它对保证精密机床的工作精度和使用性能有着重要的意义。
很多用户都对机床主轴轴承的安装存在烦恼,针对这一问题,今天众悦小编就到大家认识一下机床主轴轴承安装方法:a、压入配合高速机床主轴轴承内圈与轴使紧配合,外圈与轴承座孔是较松配合时,可用压力机将轴承先压装在轴上,然后将轴连同轴承一起装入轴承座孔内,压装时在轴承内圈端面上,垫一软金属材料做的装配套管(铜或软钢),装配套管的内径应比轴颈直径略大,外径直径应比轴承内圈挡边略小,以免压在保持架上。
轴承外圈与轴承座孔紧配合,内圈与轴为较松配合时,可将轴承先压入轴承座孔内,这时装配套管的外径应略小于座孔的直径。
如果轴承套圈与轴及座孔都是紧配合时,安装室内圈和外圈要同时压入轴和座孔,装配套管的结构应能同时押紧轴承内圈和外圈的端面。
b、加热配合通过加热轴承或轴承座,利用热膨胀将紧配合转变为松配合的安装方法。
是一种常用和省力的安装方法。
此法适于过盈量较大的高速机床主轴轴承的安装,热装前把轴承或可分离型轴承的套圈放入油箱中均匀加热80-100℃,然后从油中取出尽快装到轴上,为防止冷却后内圈端面和轴肩贴合不紧,轴承冷却后可以再进行轴向紧固。
轴承外圈与轻金属制的轴承座紧配合时,采用加热轴承座的热装方法,可以避免配合面受到擦伤。
用油箱加热轴承时,在距箱底一定距离处应有一网栅,或者用钩子吊着轴承,高速机床主轴轴承不能放到箱底上,以防沉杂质进入轴承内或不均匀的加热,油箱中必须有温度计,严格控制油温不得超过100℃,以防止发生回火效应,使套圈的硬度降低。
此外,在安装过程中也要注意:(1)保持高速机床主轴轴承及其周转清洁即使是眼睛看不到的小尘埃,也会给轴承带来坏影响。
所以,要保持周围清洁,使尘埃不致侵入轴承。
(2)小心谨慎地使用在使用中给与轴承强烈冲击,会产生伤痕及压痕,成为事故的原因。
严重的情况下,会裂缝、断裂,所以必须注意。
如何进行泵和电机联轴器的找正、对中 1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。

联轴器安装使⽤说明联轴器安装使⽤说明任何旋转零部件都有潜在的危险,⽤户应⽤护罩将联轴器恰当的保护起来。
为保证机器和联轴器的长寿命⼯作,⽤户必须正确的选⽤和安装联轴器。
1. 联轴器的安装1. 检测两轴端之间的距离:⾸先应将主、从动机器转⼦置于运转位置,注意两机器的轴向窜动应使其靠向⼯作时的位置,然后检测两轴端之间的距离,并调⾄安装总图上规定的位置。
2. 启封、清洗全套联轴器的零组件。
3. 安装盘的安装:安装盘的内孔与轴颈的配合⼀般设计为“过渡配合”或“过盈配合”,因此安装前应仔细检查安装盘内孔和轴的外径,保证表⾯清洁、⽆⽑刺。
对平直轴:将键放⼊轴上的键槽中、键端不应凸出或凹⼊轴端,以齐平为好。
将安装盘放在油槽中加热,温度为120~150℃,加热保温后,根据联轴器安装图并注意按位置标记迅速装于轴上要求的位置、安装盘与轴端⼀般应齐平。
加热时不允许局部加热,以免变形。
对于锥形轴:按平直轴装键同样要求将键装在轴上、然后将安装盘装于轴上,并⽤⼿推紧,再⽤螺母紧固,使安装盘轴向移动⾄其固定位置。
由初始位置移⾄⼯作位置的距离也称为轴向推进值。
轴向推进值=毂径配合过盈值/锥度K毂轴过盈值可由安装总图或技术条件上查得或者按如下推荐:带键直孔:0.0005~0.00075mm/mm×轴径带键锥孔:0.001 mm/mm×轴径⽆键液压装配孔:0.0015~0.0025 mm/mm×轴径最后将螺母锁紧。
4. 安装盘的找正:为了确保安装盘的正确安装,可利⽤百分表检测安装盘的外圆及端⾯,外圆和端⾯的跳动均不应⼤于0.05mm,可利⽤百分表检测安装盘的外圆及端⾯,外圆和端⾯的跳动均不应⼤于0.05mm,对外圆直径⼤于250mm或对锥孔配合的安装盘,端⾯跳动在极限情况下允许为0.08mm。
5. 检测两安装盘之间的距离⾸先应将主、从动机器转⼦置于运转位置,然后测取两安装盘之间的距离F(在圆周向取3~4个读数的平均值),并使F尺⼨符合安装总图上的尺⼨(或间隔轴与这个⽚组实测尺⼨之和),误差控制在0~0.4mm的范围内。
山度士24V马达安装说明链条安装码的安装1、首先确定窗扇的中心线(如图1-1)2、在窗扇边框(开启边)距窗框边14.5mm~24.5mm (视窗型而定,这里我们用22.5mm),与中心线两侧17.5mm交点处各打「4.2mm圆孔。
将这个距离记下,设距离为A。
(如图1-2)。
比,04忙3、用随马达附带的两个螺丝将安装码固定。
安装码的开口方向应朝向外马达安装支架的安装1、在窗框内边向外侧 X 处画一条与窗轴边平行的直线,找到分别与中线左侧4.5mm 右侧50.5mm 、110.5mm 、165.5mm 的相交处,打:.6mm 圆 孔(如图2-1 )。
X 的计算方法如下:X=37-A (A 为第一章提到的安装码打孔位置到窗边框的距离 )侧(如图1-3)图1-32、将安装支架用「5.8mm螺丝固定。
如图(2-2)图2-2三、马达的安装1、将安装支架的两端的顶丝拧松(使用 3.0内六角螺丝刀图3-1)图3-12、将马达链条出口朝向窗扇,然后沿滑道插到安装支架上(图3-2)图3-23、将马达链条的中心线与窗中线对齐后,拧紧安装支架两端的顶丝,固定马达(图3-3)。
图3-3注意:马达与窗扇边框的间距应在11mm~21mm,如果间距大于21mm 应另选购更长的链条与安装码连接螺丝。
四、链条与安装码的连接1、将连接螺丝拧入链条头部,留出适合的距离(将链条全部收起后正好能将窗扇关紧即可图4-1)。
图4-12、将连接螺丝头部的圆孔与安装码两侧的圆孔对齐,然后插入固定拴(图4-2,4-3)图4-2图4-3五、马达接线方法1、将马达侧面的塑料盖拆下,将24V DC电源接在1、3号接口2、在塑料盖侧面打孔将电源线引出即可(图5-1)图5-1六、附录1.模块接线图GCM24VIAD1电源模块N・1匚1~rorn7RJ,W图6-12.布线示意图图6-2。
联轴器的安装及校正如何进行泵和电机联轴器的找正、对中 1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
联轴器介绍及其装配大全1 概述一般机械都是由原动机、传动机和工作机构组成,这三部分必须联接起来才能工作,而联轴器就是把它们联接起来的一种重要装置。
联轴器主要用于两轴之间的联接,它也可用于轴和其它零件(卷筒、齿轮、带轮等)之间的联接。
它的主要任务是传递扭矩。
根据被联接两轴的相对位置关系,联轴器可分为刚性、弹性和液力三种。
刚性联轴器用在两轴能严格对中,并在工作时不发生相对位移的地方;弹性联轴器用在两轴有偏斜或工作中有相对位移的地方;液力联轴器是用液体动能来传递功率,用在需要保护原动机不遭过载损坏而又可空载起动的地方。
各种联轴器的特性比较见表14.6-1。
2一般介绍:(1)刚性联轴器: 套筒、刚性凸缘、立式夹壳式、纵向可拆式、齿轮、浮动(十字滑块)、铰链(万向)联轴器 ,共7种。
a.套筒联轴器: 制造容易,纵向尺寸小。
装拆时需轴向移动。
通常用于传递扭矩小于1000kgf.m ,转速低于250r/min ,轴径小于100mm 。
它分为平键套筒联轴器、圆柱销套筒联轴器、圆锥销联轴器共三种。
如图示:图14.6-1 圆柱销套筒联轴器 图14.6-2 圆锥销套筒联轴器图14.6-3 平键套筒联轴器 图14.6-4 刚性凸缘联轴器1-圆盘(一)2-圆盘(二)3-螺母4-螺栓5-垫圈6-螺钉b. 刚性凸缘联轴器:它是两个带凸缘的半联轴器组成,中间用螺栓将两个半联轴器联成一体。
c. 立式夹壳式联轴器:它是由两个半圆筒形的夹壳以及联接它们的螺栓组成。
拆装方便,不需要作轴向移动。
多用于直径小于200mm的轴。
为可靠,中间加一平键。
图14.6-5 立式夹壳式联轴器d. 纵向可拆式联轴器:基本与c相似。
e. 齿轮联轴器:它是由两个内齿圈1、2和外齿圈3、4组成。
并且内齿圈1、2用螺栓联接,外齿圈用键联接。
它的优点:有较多齿工作,可以传递很大的扭矩,并且允许综合位移,故在重型、高速机械中得到广泛应用。
因此它制造精度高,成本也高。
机床主轴轴承的选用主轴作为机床的关键部件,其性能会直接影响到机床的旋转精度、转速、刚性、温升及噪声等参数,进而影响工件的加工质量。
为了保持优秀的机床加工能力,必须配用高性能的轴承。
当机床主轴受损需要更换时,应当先拆下原有主轴,再将新主轴组装好后,打完动平衡,再重新安装到机床上,才可以使用机床。
这里应当注意,新主轴的零部件可以使用原主轴上尚好的零部件,比如完好的轴承等,但是组装完后,应该做动平衡试验,然后才可以用,如果动平衡不好的话,那么噪声相当大,而且轴承等零部件易损坏。
首先是拆卸损坏主轴。
先拿去顶部气缸,再拧下叠簧压块,注意叠簧压块里面有紧固用的顶丝,应先松掉顶丝再松螺纹,在拿下九对叠形簧片和挡圈,要想拆下主轴芯部,就得先拿下带轮而带轮又用背紧螺母压着,先拧下背紧螺母上的压紧螺钉,而后拆下背紧螺母,这样皮带轮就可以卸下来了。
最后要拿下主轴芯部——包括柱体及内、外套的整个部件,这事至少需要两个人,一个人拆掉轴承端盖螺钉,一个人注意保护,用手托住主轴柱体底部,当轴承端盖被卸下来后,主轴芯就可以掉下来,这时两个人同时在下面扶着主轴芯部,如果芯部拿不下来,可以用钢棒轻轻的在上面往下敲,最后拿下主轴芯部。
机床主轴轴承安装步骤:机床整机工作平台及滚珠丝杆(现场图)X轴限位开关X轴限位开关:三个触头。
下触头为X轴右限位,上触头为X轴左限位,中触头为X轴归零触头。
X轴限位开关安装位置X轴限位开关X轴限位开关接触点X轴工作台保护板(钣金)前后X轴前保护板X轴前保护板X轴丝杆保护罩保护X轴丝杆,防止杂质进入导轨。
X轴丝杆保护罩X轴扫砂片(4个)在工作平台X轴运行时,清扫导轨上的油污、杂质,保护导轨,内部清洁。
前后左右,共四个。
前左右相同(一个半圆弧,装斜锲调节螺钉),后左右相同(两个半圆弧,装斜锲调节螺钉)。
X轴扫砂片位置X轴扫前砂片X轴扫后砂片工作平台装配图X轴斜锲固定螺钉(前2后4)斜锲块,调整X轴与工作平台间隙,上下、左右。