API 5D 石油钻杆钢管技术参数
- 格式:doc
- 大小:68.00 KB
- 文档页数:2
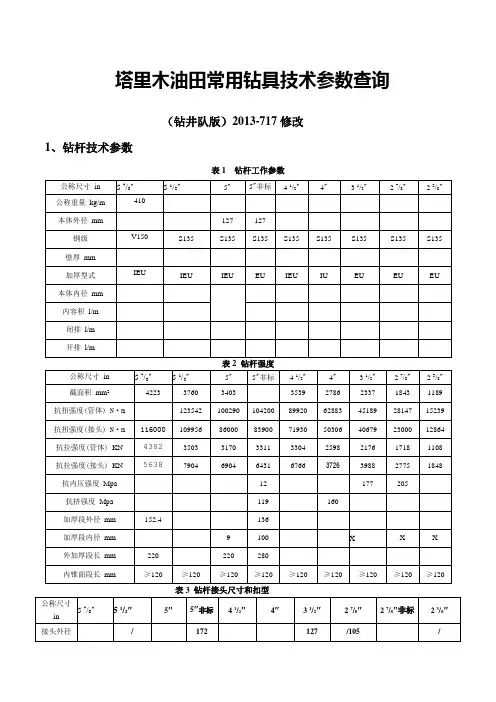
塔里木油田常用钻具技术参数查询
(钻井队版)2013-717修改
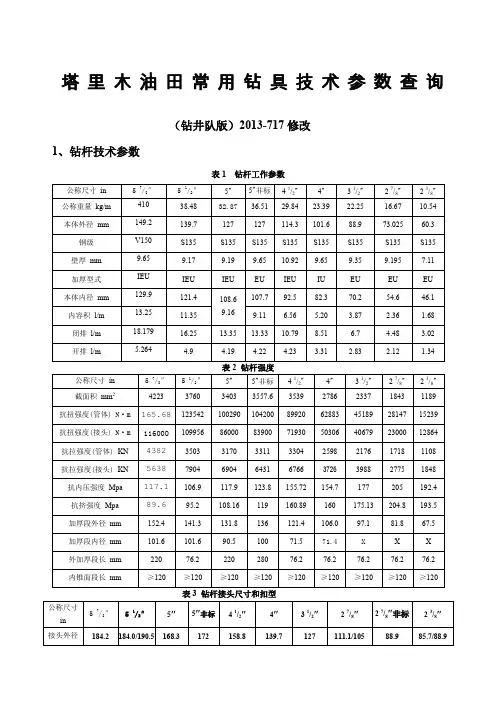
1、钻杆技术参数
表1 钻杆工作参数
表2 钻杆强度
表3 钻杆接头尺寸和扣型
表4 常用钻杆分级规定
注:1.塔里木油田范围内三级钻杆停用,分级管体壁厚比行标提高3-5个百分点;
2.*表示非标,目前塔里木油田所用的4 "、41/2"、5″、51/2"钻杆均有采用非标制造。
2、铝合金钻杆
表5铝合金钻杆技术参数
3、方钻杆
表6 方钻杆规范4、钻铤
表7 钻铤规范
注:螺旋钻铤开排减少4%,闭排=内体积+开排×96%
5、加重钻杆
表8加重钻杆规格尺寸
6、扶正器
表9 稳定器基本尺寸mm
7、紧扣扭矩
推荐紧扣扭矩
二、其他说明:
1、上表中推荐的钻具螺纹紧扣扭矩单位为KN · m;
2、如液压动力钳配备有KN ·m 单位的仪表,应该按照KN ·m 推荐数值紧扣;如液压动力钳未配备有KN ·m
单位的仪表,可参照Mpa 单位紧扣;
3、本体尺寸7"及以下规格钻具严禁使用无任何指示仪表(扭矩、压力)的液压动力钳上卸扣,本体尺寸7"以上钻具应使用带扭矩指示的猫头紧扣;
4、严禁使用未经检验校检的液压动力钳紧扣; 3、液压动力钳扭矩KN.m 与压力Mpa 单位对照关系:
(1)ZQ100型液压钻杆动力钳KN.m 与Mpa 对照关系约为6:1; (2)XQ140 /12YA 型油管液压动力钳KN.m 与Mpa 对照关系为1:1。
8、钻杆扭转圈数
表11 常用钻杆扭转圈数。
塔里木油田常用钻具技术参数查询
(钻井队版)2013-717修改
1、钻杆技术参数
表1 钻杆工作参数
表2 钻杆强度
表3 钻杆接头尺寸和扣型
表4 常用钻杆分级规定
注:1.塔里木油田范围内三级钻杆停用,分级管体壁厚比行标提高3-5个百分点;
2.*表示非标,目前塔里木油田所用的4 "、41/2"、5″、51/2"钻杆均有采用非标制造。
2、铝合金钻杆
表5铝合金钻杆技术参数
3、方钻杆
表6 方钻杆规范4、钻铤
表7 钻铤规范
注:螺旋钻铤开排减少4%,闭排=内体积+开排×96%
5、加重钻杆
表8加重钻杆规格尺寸
6、扶正器
表9 稳定器基本尺寸mm
7、紧扣扭矩
推荐紧扣扭矩
二、其他说明:
1、上表中推荐的钻具螺纹紧扣扭矩单位为KN· m;
2、如液压动力钳配备有KN·m单位的仪表,应该按照KN·m推荐数值紧扣;如液压动力钳未配备有KN·m单位的仪表,可参照Mpa单位紧扣;
3、本体尺寸7"及以下规格钻具严禁使用无任何指示仪表(扭矩、压力)的液压动力钳上卸扣,本体尺寸7"以上钻具应使用带扭矩指示的猫头紧扣;
4、严禁使用未经检验校检的液压动力钳紧扣;
3、液压动力钳扭矩压力Mpa单位对照关系:
(1)ZQ100型液压钻杆动力钳
(2)XQ140 /12YA型油管液压动力钳
8、钻杆扭转圈数
表11 常用钻杆扭转圈数。
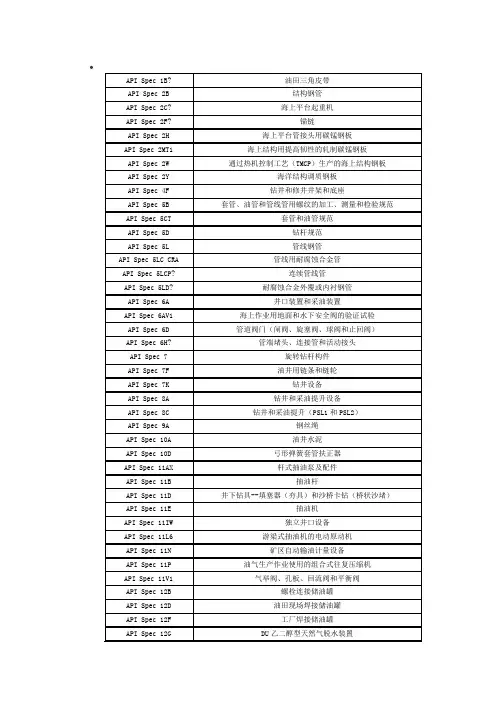
API油井管标准简介APISpec5B套管、油管和管线管螺纹的加工、校准和检验规范(SpecificationforThreading,Gauging,andThreadInpectionofCaing,Tu bing,andLinePipeThread)包括API螺纹校对量规的尺寸和标记要求,其它产品螺纹和螺纹量规,以及管线管、圆螺纹套管、偏梯形螺纹套管和直连型套管连接用螺纹的检验仪器和方法。
第15版,2022年1季度发布APISpec5CT套管和油管规范SpecificationforCaingandTubing规定了钢管(套管、油管、平端套管衬管和短节)和附件的交货技术条件。
它采用ISO11960,适用于符合APISpec5B的下列接头:短圆螺纹套管(STC);长圆螺纹套管(LC);偏梯形螺纹套管(BC);直连型套管(某C);不加厚油管(NU);外加厚油管(EU);整体接头油管(IJ)。
第8版,2005年7月发布,2006年1月1日生效APIRP5A5新套管、油管和平端钻杆现场检验推荐作法FieldInpectionofNewCaing,Tubing,andPlain-endDrillPipe给出了油井管现场检验和试验用具体要求和推荐方法,包括现场检验经常用到的作法和技术,某些作法亦适用于工厂检验。
本标准涉及检验人员资质、检验方法及设备校准的描述、各种检验方法的标准化程序,还涉及缺欠的评估和检验过的油井管的标记。
本标准适用于油井管的现场检验,不作为验收或拒收的依据。
第7版,2005年6月发布APIRP5B1套管、油管和管线管螺纹的加工、测量和检验推荐作法(Threading,Gauging,andThreadInpectionofCaing,Tubing,andLinePipe Thread)包括按照规范5CT、5D和5L生产的套管、油管和管线管用螺纹的加工、测量和检验方法,以及套管、油管和管线管用量规规格及鉴定。
石油管道技术参数(最新版)目录一、石油管道的概述二、石油管道的技术参数1.管道直径2.管道壁厚3.管道材料4.管道的输送能力5.管道的敷设方式三、石油管道技术参数的影响因素1.石油性质2.输送距离3.气候条件四、石油管道技术参数的选择和优化1.管道直径的选择2.管道壁厚的选择3.管道材料的选择4.管道的输送能力的确定5.管道的敷设方式的选择正文石油管道是一种用于输送石油和石油产品的管道,其在我国的能源输送中起着重要的作用。
石油管道的技术参数决定了其输送效率和安全性,因此,对其技术参数的研究和优化是必不可少的。
一、石油管道的概述石油管道主要是由管道、泵站、阀室等构成,其作用是将石油从产地输送到加工地或者储存地。
石油管道的建设需要考虑多种技术参数,包括管道直径、管道壁厚、管道材料、管道的输送能力以及管道的敷设方式等。
二、石油管道的技术参数1.管道直径:管道直径是石油管道的基本参数,其决定了管道的输送能力。
一般来说,管道直径越大,输送能力越大。
2.管道壁厚:管道壁厚的选择主要考虑管道的强度和安全性。
壁厚过小,管道容易破裂,造成石油泄漏;壁厚过大,会增加管道的建设成本。
3.管道材料:石油管道的材料主要分为钢管和铸铁管。
钢管适用于大口径、高压的长距离输送,而铸铁管适用于小口径、低压的短距离输送。
4.管道的输送能力:管道的输送能力取决于管道的直径、壁厚和材料。
在设计时,需要根据石油的性质和输送距离等因素,确定管道的输送能力。
5.管道的敷设方式:石油管道的敷设方式主要有地上敷设和地下敷设两种。
地上敷设适用于地形平坦、土壤稳定的地区;地下敷设适用于地形复杂、土壤不稳定的地区。
三、石油管道技术参数的影响因素1.石油性质:石油的性质决定了石油管道的设计和施工要求。
例如,高粘度的石油需要采用高温管道,易燃易爆的石油需要采用防爆管道。
2.输送距离:输送距离的长短会影响管道的直径、壁厚和材料的选择。
长距离输送需要采用大直径、高强度的管道。
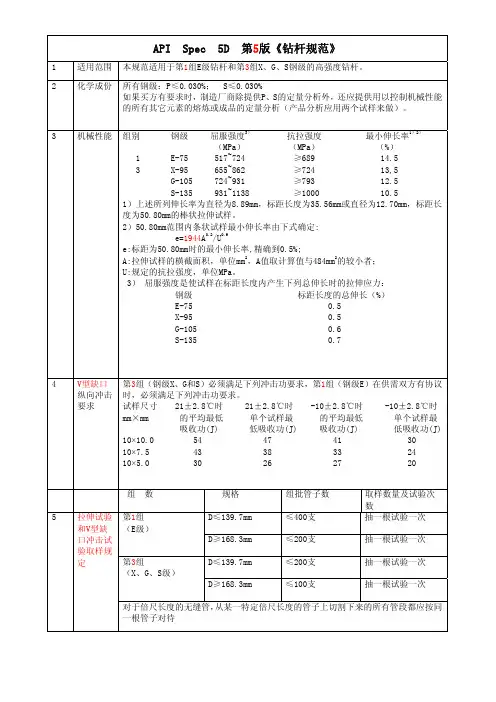
美国石油学会标准钻杆规范钻杆规范l 范围1.1 概述1.1.1 本规范包括下列第1组和第3组的钻杆。
钻杆的名义重量和壁厚如表1所示,尺寸如表7和表8所示。
除有特别说明者外,本规范的技术要求适用于下述两组钻杆:第1组——E级钻杆;第3组——所有高强度级钻杆(X95、G105和S135钢级)。
表l API钻杆表①①本规范可适用有特殊加工端部的钻杆,见9.11.1.2 在本规范的尺寸表中,管子是以外径尺寸命名的。
外加厚管子的外径是指管体外径,而非加厚部分外径。
1.2 记录保存本规范要求保存记录的试验和检验项目见表2。
此类记录应由制造厂商负责保存,而且,自向制造厂商订购日期起的三年时间内,如买方有要求的话,应向买方提供此类记录。
表2 保存的记录1.3 测量装置如本规范对试验或测量装置的校准或校验有要求,而装置经受异常或严重情况会使其精度产生问题时,应在进一步使用之前进行重新校准或重新校验。
1.4 特殊工艺特殊工艺是管子制造过程中的最后工序,它会影响本规范要求的性能(除化学成分和尺寸要求外)。
可用的特殊工艺是热处理、无损检验,如适用的话,还有冷精加工。
1.5 合格证书1.5.1 如果买方有要求,制造厂商应向买方提供一份产品合格证书,说明产品已按本规范要求制造、取样、试验和检验,并且符合要求。
1.5.2 由电子数据传输系统(ED1)打印或以电子媒体形式提供的材料试验报告、合格证书及类似文件与发证机构打印的副本具有同样的效力。
ED1传输的文件必须符合本规范的要求,并符合购方与供应方之间有关ED1的协议。
1.5.3 如果需要其他资料(包括机械性能试验结果),应在订货单上明确指定SRl5。
2 引用标准2.1 总则本规范全部或部分地参考了下列其他API标准、工业标准和政府标准。
2.2 要求本规范中作为引用标准的其它标准技术要求对产品的可靠性和互换性是必不可少的。
2.3 等效标准其它国家标准和国际标准在作为等效标准使用前应提交给API批准后方可列人本规范内。
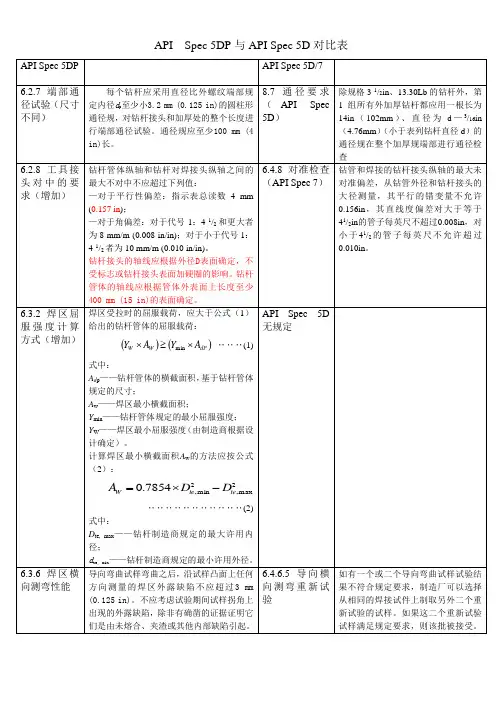
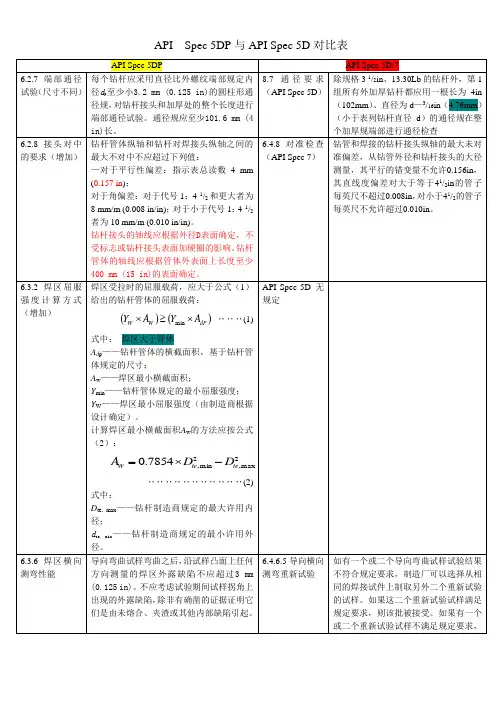
标题:深度探讨API 5DP标准2020版在工程领域中,API 5DP标准一直被广泛应用于钻井管和配件的制造与使用。
2020年版的API 5DP标准在之前版本基础上做出了一些更新和改进,本文将就API 5DP标准的相关内容展开深度探讨,旨在提供对该标准的全面理解。
1. API 5DP标准概述API 5DP标准是由美国石油学会(API)制定的,用于规范钻井管和配件的技术要求和品质控制。
该标准主要涵盖了钻井管的尺寸、材质、化学成分、机械性能、加工工艺、检测方法等方面的要求,以确保钻井管能够在复杂的工况下安全可靠地使用。
2. API 5DP标准更新与改进随着油气勘探开发技术的不断进步,API 5DP标准也需要不断更新和改进。
2020年版的API 5DP标准在以下几个方面做出了重要改动:(1)新增对高强度钻井管的要求,以适应深水、超深水和高温高压等复杂环境中的使用需求;(2)优化了对热处理工艺、表面质量和尺寸偏差的控制,提高了钻井管的使用性能和寿命;(3)完善了无损检测、磁粉探伤、超声波探伤等检测方法,提高了产品的质量可靠性。
3. API 5DP标准在钻井行业中的应用作为钻井管行业的国际通用标准,API 5DP标准的实施对全球范围内的油气勘探开发具有重要意义。
符合API 5DP标准的钻井管能够保证钻井过程的安全和高效进行,有利于降低钻井作业风险,并有助于提高油气开采效率。
API 5DP标准在油田开发中扮演着不可或缺的角色。
4. 个人观点与理解钻井管是油气勘探开发中不可或缺的重要设备,其质量和性能直接影响到勘探开发的安全、成本和效益。
制定并执行严格的标准对于保障油气勘探开发的顺利进行十分重要。
API 5DP标准作为国际通用的钻井管标准,对于全球范围内的油田开发具有重要意义。
我个人认为,通过对API 5DP标准的深入理解和应用,能够进一步提高钻井作业的安全性和效率,推动油气勘探开发行业的可持续发展。
总结回顾通过本文对API 5DP标准的深度探讨,我们对该标准的内容和更新进行了全面了解。
美国石油学会标准钻杆规范钻杆规范l 范围1.1 概述1.1.1 本规范包括下列第1组和第3组的钻杆。
钻杆的名义重量和壁厚如表1所示,尺寸如表7和表8所示。
除有特别说明者外,本规范的技术要求适用于下述两组钻杆:第1组——E级钻杆;第3组——所有高强度级钻杆(X95、G105和S135钢级)。
表l API钻杆表①①本规范可适用有特殊加工端部的钻杆,见9.11.1.2 在本规范的尺寸表中,管子是以外径尺寸命名的。
外加厚管子的外径是指管体外径,而非加厚部分外径。
1.2 记录保存本规范要求保存记录的试验和检验项目见表2。
此类记录应由制造厂商负责保存,而且,自向制造厂商订购日期起的三年时间内,如买方有要求的话,应向买方提供此类记录。
表2 保存的记录1.3 测量装置如本规范对试验或测量装置的校准或校验有要求,而装置经受异常或严重情况会使其精度产生问题时,应在进一步使用之前进行重新校准或重新校验。
1.4 特殊工艺特殊工艺是管子制造过程中的最后工序,它会影响本规范要求的性能(除化学成分和尺寸要求外)。
可用的特殊工艺是热处理、无损检验,如适用的话,还有冷精加工。
1.5 合格证书1.5.1 如果买方有要求,制造厂商应向买方提供一份产品合格证书,说明产品已按本规范要求制造、取样、试验和检验,并且符合要求。
1.5.2 由电子数据传输系统(ED1)打印或以电子媒体形式提供的材料试验报告、合格证书及类似文件与发证机构打印的副本具有同样的效力。
ED1传输的文件必须符合本规范的要求,并符合购方与供应方之间有关ED1的协议。
1.5.3 如果需要其他资料(包括机械性能试验结果),应在订货单上明确指定SRl5。
2 引用标准2.1 总则本规范全部或部分地参考了下列其他API标准、工业标准和政府标准。
2.2 要求本规范中作为引用标准的其它标准技术要求对产品的可靠性和互换性是必不可少的。
2.3 等效标准其它国家标准和国际标准在作为等效标准使用前应提交给API批准后方可列人本规范内。