混捏和成型工艺_《炭素材料》
- 格式:ppt
- 大小:841.50 KB
- 文档页数:26
炭素板材制作方法
炭素板材制作方法一般分为以下几个步骤:
1.原料处理:将炭素纤维和树脂混合均匀,形成预浸料,根据需要还可以添加相应的填充剂、增强剂等,进一步改善材料性能。
2.成型:将预浸料加工成板材形状。
炭素板材成型方法包括压制法和纺织法,其中压制法是最常用的方法。
具体操作时,一般采用热压或冷压等方式使混合物受到压力加工成薄片、板材等形状。
3.固化:将成型的炭素板材加热,使树脂固化。
这个过程中需要控制温度、时间等参数,使板材在保证强度、硬度等性能要求的前提下,尽可能降低成本。
4.表面处理:经过固化的炭素板材表面经常存在氧化的现象,为了改善表面质量,常常要进行拋光或者涂覆处理。
5.剪裁:将成型、固化、处理好的炭素板材按照需要的尺寸和形状进行剪裁,制成各种零部件,应用于汽车、航空航天、体育器材等领域。
碳素焙烧升温曲线专业知识书籍推荐《炭素工艺学》内容简介:《炭素工艺学》是在参考了大量国内外文献并总结了作者30多年教学、科研及生产经验的基础上写成的,系统地讲述了炭石墨材料从原材料、半成品到成品的加工方法和过程的工艺原理;炭和石墨以及炭素材料的形成、结构和性能。
内容丰富、资料与信息量大。
《炭素工艺学》力求工艺理论与生产实践相结合、微观结构原理与宏观检测指标相结合,以适应不同知识和技术水平的读者需要。
《炭素工艺学》可作为炭素材料专业的教科书和企业技术人员的培训教材;也可供冶金、机械、电机、化工和有关部门从事炭素材料的生产、科研和使用的科技人员参考。
目录:绪论1 炭与石墨的生成及其结构1.1 碳的存在形式1.2 碳原子结构及其价键1.3 碳的同素异构体及其晶体结构1.4 炭石墨材料的结构1.5 炭与石墨材料结构的x射线衍射测量1.6 炭石墨材料的特性与应用2 炭与石墨及金刚石的生成机理2.1 炭的生成与炭化的分类2.2 有机物炭化机理2.3 沥青的中间相的生成与结构2.4 无定形炭向石墨转化的机理2.5 石墨向金刚石转化的机理2.6 纳米碳管的生成机理3 炭石墨材料的分类与生产工艺流程3.1 炭石墨材料及制品的分类和炭素厂设计原则3.2 炭石墨材料的生产工艺流程3.3 炭纤维及炭纤维复合材料生产工艺流程3.4 石墨层间化合物的合成方法3.5 热解石墨的制备方法3.6 炭石墨材料的生产特点与环境保护4 炭素固体原材料4.1 炭素固体原材料的种类及其用途4.2 石油焦的生成及其结构和性能4.3 沥青焦的生成与性能4.4 无烟煤的形成与性能4.5 天然石墨的形成与性能4.6 炭黑的生成与性能4.7 金属粉末的制备及其性能4.8 冶金焦及其他原料和辅料5 黏结剂与浸渍剂5.1 黏结剂的作用与种类5.2 煤焦油与煤沥青的生成与质量指标5.3 煤沥青的组成分析5.4 煤沥青的物理化学性质5.5 黏结剂的黏结机理5.6 煤沥青的分子结构5.7 合成树脂黏结剂5.8 浸渍剂6 炭素固体原料的煅烧工艺6.1 概述6.2 焦炭的元素组成与煅烧温度的关系6.3 焦炭在煅烧时结构的变化6.4 焦炭在煅烧时电磁性能的变化6.5 焦炭的煅烧温度对其产品性能的影响7 原料的粉粒制备原理与粉粒特性7.1 固体原料粉碎的目的与原理7.2 炭素原料粉末的物理特性7.3 原料粉末的工艺特性7.4 粉末粒度的测量方法7.5 粉粒制备的工艺流程8 炭石墨材料的生产配方原理与计算8.1 配方的目的与内容8.2 原料组成的理论基础8.3 炭素固体原料种类的选择8.4 金属一石墨制品原料的选择8.5 炭石墨材料的固体原料的粒度组成8.6 黏结剂的选择及其加入量8.7 黏结剂与干料的相互作用原理8.8 原料配方的计算方法8.9 配料方法与配料操作9 混合与混捏工艺原理9.1 混合与混捏的定义及其目的9.2 混合与混捏原理9.3 粉末混合工艺及影响混合质量的因素9.4 混捏工艺9.5 热辊压工艺10 炭石墨材料的成形工艺10.1 成形方法与成形工艺的改进10.2 压制成形过程与机理10.3 模压过程中的受力分析10.4 模压压坯密度分析10.5 模压工艺与操作10.6 挤压成形原理10.7 影响挤压过程的因素lO.8 挤压力计算10.9 挤压工艺及产生废品的原因10.10 振动成形原理与工艺10.11 等静压成形原理与工艺11 焙烧工艺11.1 焙烧的目的与焙烧过程11.2 炭粉的烧结机理11.3 焙烧过程中煤沥青的热解与黏结剂焦的形成11.4 煤沥青的黏结性能11.5 升温速度对焙烧过程的影响11.6 焙烧体系中的气氛11.7 压力对焙烧过程的影响11.8 炭材料的粒度组成和性质对产焦率的影响11.9 焙烧时制品的收缩11.10 焙烧过程中填充料的作用11.11 焙烧的工艺制度11.12 焙烧工艺操作11.13 焙烧新工艺11.14 焙烧废品分析12 炭石墨材料的密实化工艺12.1 密实的目的与分类12.2 浸渍原理12.3 浸渍工艺及其效果12.4 表面处理与涂覆13 石墨化工艺13.1 石墨化的目的与方法13.2 石墨化机理13.3 石墨化过程中的热力学13.4 石墨化过程中的动力学13.5 石墨化过程与石墨化程度13.6 影响石墨化过程的因素13.7 石墨化炉传热原理与温度分布13.8 石墨化工艺的制订原理13.9 石墨化的生产工艺操作13.10 石墨化废品类型及其产生原因13.11 石墨化炉的电气控制与操作13.12 石墨化炉的物料与热电平衡计算13.13 催化石墨化的机理与工艺13.14 石墨提纯工艺14 炭石墨制品的机械加工工艺14.1 炭石墨制品的机械加工概述14.2 炭石墨制品的切削原理14.3 切削刀具的材料与结构14.4 切削工艺与加工测量15 石墨与炭素材料的热学性质15.1 固体的热容量与热力学函数15.2 炭和石墨的比热容与碳状态图15.3 炭与石墨的热导率15.4 炭石墨材料的热膨胀和耐热冲击性16 炭与石墨的电磁性质16.1 晶体的能带理论基础16.2 炭与石墨晶体中的能带结构和电子状态16.3 石墨晶体的布拉格反射与布里渊区16.4 炭—石墨半导体及其载流子的统计分布16.5 炭石墨材料的导电机理16.6 炭石墨材料的电流效应16.7 石墨与炭素材料的磁矩和磁化率16.8 石墨及炭素材料的逆磁性16.9 石墨及炭素材料的顺磁性和电子自旋共振17 石墨与炭素材料的晶格缺陷17.1 炭与石墨材料的点缺陷17.2 热缺陷数目的统计计算17.3 炭石墨材料的位错与层合缺陷17.4 炭石墨材料的面缺陷和孔隙缺陷17.5 石墨的放射线损伤18 石墨与炭素材料的力学性质18.1 弹性形变与弹性模量18.2 多晶石墨的应力—应变关系18.3 石墨与炭素材料的断裂与强度18.4 石墨与炭素材料的蠕变19 石墨与炭素材料的化学性质19.1 炭石墨材料与气体的反应19.2 炭与石墨的高温氧化19.3 炭与石墨的湿式氧化19.4 石墨层间化合物19.5 炭的固—固相反应20 炭石墨材料的检测技术20.1 炭石墨材料的检测内容及分类20.2 炭石墨材料的基础实验原理与方法20.3 煤沥青的各项指标测定20.4 炭石墨材料的物理性能的测定20.5 炭石墨材料热学性能的测定20.6 炭石墨材料的微观结构与化学组成的测定。
碳素工艺配方配料工艺基础(principle of proportion)生产各类炭素制品时固体原料的选择及其组成比例的确定、混合料粒度组成的确定、黏结剂的选择和确定比例、添加剂的选择等。
配料是炭素制品生产过程中的重要工序,各类炭素制品配料方的编制及配料操作的正确性、稳定性对最终产品的物理化学性能和各工序的成品率都有明显影响。
原料的选择不同的炭素制品对原料有不同的要求。
(1)石墨电极分为普通功率石墨电极、高功率石墨电极和超高功率石C墨电极等3个品种,生产不同品种的石墨电极应该使用不同质量标准的石油焦,如生产普通功率石墨电极时对石油焦的要求侧重于灰分的高低及制品石墨化后电阻率的大小,而高功率和超高功率石墨电极不仅要求电阻率小、机械强度高,而且石油焦在石墨化后的热膨胀系数要低,抗氧化性能和抗热震性能要好。
生产超高功率石墨电极—定要使用含硫量较低、热膨胀系数特别低的针状焦,20世纪末中国炭素厂生产高功率及超高功率石墨电极主要使用进口的针状焦,既有石油系针状焦也有沥青系针状焦。
两类针状焦可比较如下:石油系针状焦的价格比沥青针状焦高10%~20%;石油系针状焦的成型性能比较好,挤压成型成品率比较高;石油系针状焦生产的石墨电极的电阻率和热膨胀系数略高于沥青针状焦生产的石墨电极;沥青针状焦含氮量稍高,石墨化过程中气胀较大,—般认为沥青系针状焦不适合生产特大规格的超高功率石墨电极。
中国炭素厂长期以来在生产普通功率石墨电极的配方中加入20%~30%的沥青焦,目的是为了提高产品的机械强度,世界上除俄罗斯等少数国家外,—般生产石墨电极都不使用沥青焦,因为沥青焦经过同样的石墨化高温处理后,真密度较低,电阻率较高,而且在石墨化过程中热膨胀系数比较大。
(2)生产铝用预焙阳极或阳极糊的原料是石油焦或沥青焦,其质量标准基本套用生产普通功率石墨电极的原料质量,含硫量还可以再放宽—点。
(3)生产高纯石墨制品的原料也是以石油焦为主,要求原料的灰分尽可能低,如低于0.15%。

炭素厂生产工艺炭素厂生产工艺是指炭素制品生产过程中所采用的工艺步骤和流程。
炭素制品是一类应用广泛的材料,具有优异的物理和化学性能,广泛应用于钢铁、铝电解、化工、电力等行业。
炭素制品的生产工艺主要包括原料处理、混合、压制、热处理和表面处理等环节。
首先是原料处理。
炭素制品的原料主要是石油焦、煤焦以及天然石墨等。
这些原料需要经过破碎、粉碎、筛分等工艺进行处理,将其制成适合生产炭素制品的原料。
接下来是混合。
将经过处理的原料按一定的比例混合,以确保炭素制品的性能和质量。
混合一般采用干法或湿法,通过搅拌、搅拌机、混合机等设备进行。
同时,还需要根据所需产品的要求,加入一定量的添加剂,如增碳剂、硫固化剂等,以调整炭素制品的组成和性能。
然后是压制。
混合好的原料通过模具进行压制,使其成型。
压制一般分为冷压和热压两种方式。
冷压一般适用于对工件形状、尺寸要求不高的产品,热压则适用于对工件形状、尺寸要求较高的产品。
压制过程中,需要控制好压制力度和时间,以确保工件的密度和均匀度。
接下来是热处理。
热处理是炭素制品生产的关键环节,能够提高产品的物理和化学性能。
热处理一般分为炭化、石墨化和高温处理等步骤。
炭化是指将含碳原料在高温下进行加热处理,使其转化为炭素。
石墨化是指将炭化后的原料在高温下进行再加热处理,使其结构进一步改变,形成石墨结构。
高温处理是指将石墨化后的原料在更高温度下进行处理,以提高产品的密度和耐火性能。
最后是表面处理。
炭素制品在使用过程中,为了提高其表面的光洁度和耐腐蚀性能,需要进行表面处理。
表面处理包括抛光、涂蜡、涂漆等步骤,使产品在外观上更加美观,同时提高其使用寿命和品质。
总结来说,炭素厂生产工艺包括原料处理、混合、压制、热处理和表面处理等环节。
通过合理控制每个环节的工艺参数和工艺流程,可以确保炭素制品的质量和性能。
同时,炭素制品在生产过程中还需要进行严格的质量检验,以确保产品符合相关标准和要求。
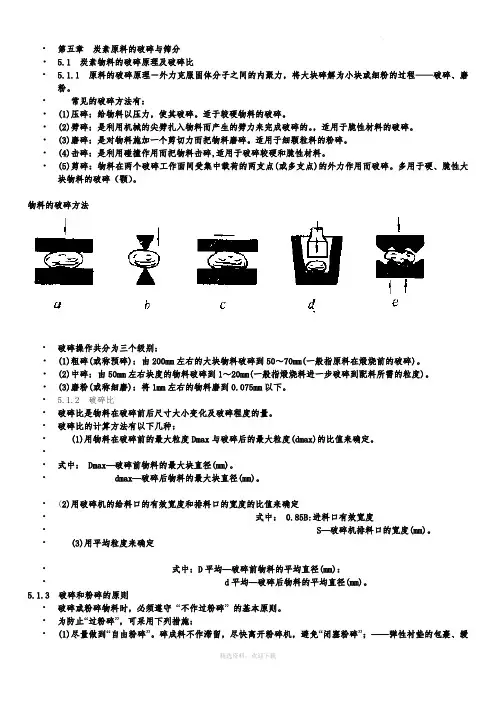
•第五章炭素原料的破碎与筛分• 5.1 炭素物料的破碎原理及破碎比• 5.1.1 原料的破碎原理-外力克服固体分子之间的内聚力,将大块碎解为小块或细粉的过程——破碎、磨粉。
•常见的破碎方法有:•(1)压碎:给物料以压力,使其破碎。
适于较硬物料的破碎。
•(2)劈碎:是利用机械的尖劈扎入物料而产生的劈力来完成破碎的。
,适用于脆性材料的破碎。
•(3)磨碎:是对物料施加一个剪切力而把物料磨碎。
适用于细颗粒料的粉碎。
•(4)击碎:是利用碰撞作用而把物料击碎,适用于破碎较硬和脆性材料。
•(5)剪碎:物料在两个破碎工作面间受集中载荷的两支点(或多支点)的外力作用而破碎。
多用于硬、脆性大块物料的破碎(颚)。
物料的破碎方法•破碎操作共分为三个级别:•(1)粗碎(或称预碎):由200mm左右的大块物料破碎到50~70mm(一般指原料在煅烧前的破碎)。
•(2)中碎:由50mm左右块度的物料破碎到1~20mm(一般指煅烧料进一步破碎到配料所需的粒度)。
•(3)磨粉(或称细磨):将1mm左右的物料磨到0.075mm以下。
• 5.1.2 破碎比•破碎比是物料在破碎前后尺寸大小变化及破碎程度的量。
•破碎比的计算方法有以下几种:• (1)用物料在破碎前的最大粒度Dmax与破碎后的最大粒度(dmax)的比值来确定。
••式中: Dmax—破碎前物料的最大块直径(mm)。
• dmax—破碎后物料的最大块直径(mm)。
•(2)用破碎机的给料口的有效宽度和排料口的宽度的比值来确定•式中: 0.85B:进料口有效宽度• S—破碎机排料口的宽度(mm)。
• (3)用平均粒度来确定•式中:D平均—破碎前物料的平均直径(mm):• d平均—破碎后物料的平均直径(mm)。
5.1.3 破碎和粉碎的原则•破碎或粉碎物料时,必须遵守“不作过粉碎”的基本原则。
•为防止“过粉碎”,可采用下列措施:•(1)尽量做到“自由粉碎”。
碎成料不作滞留,尽快离开粉碎机,避免“闭塞粉碎”;——弹性衬垫的包裹、缓冲•(2)物料在进行粉碎前,必须先进行筛分处理;•(3)使粉碎功真正只用在物料的粉碎上,粉碎机金属件的磨损会降低粉碎效率。
碳素⼯艺碳素⼯艺第⼀章绪论炭素材料有良好的导电、导热性能,⾼温下机械强度良好、耐腐蚀性、价格低廉,来源⼴泛。
⼀、炭素⼯艺发展概论最古⽼的炭素材料是⽤天然⽯墨、粘⼟混合起来煅烧成⽯墨坩埚,在我国有的历史,但作为导电材料是近代,1806年⾸次⽤⽯墨制成实验室电池。
炭素电极加热到2500℃后变成⽯墨电极。
灰分(杂质,主要是⼀些⾦属的氧化物)⾦属氧化物参与电化学反应,消耗阳极,反应后的⾦属以不同形态进⼊铝液中,降低铝的品质。
热膨胀系数要求⼩,减少应⼒的产⽣,防⽌炭块裂纹的⽣成。
炭素材料是⼀种⽆机的⾮⾦属材料⼆、冶⾦炭素⼯业⽣产⼯艺流程原料预处理⽯油焦、沥青预碎、煅烧⽆烟煤、冶⾦焦原料粒度分级⽯墨碎破碎、筛分各种粒度原料计量 1—6种粒度连续称量或⽤磅(称)称量预热120℃—180℃(全部固体原料)阴极糊混捏150℃——210℃沥青、⽣碎(成型后的废品)电极糊连续混捏或⽤混捏锅混捏捣缝糊成型110℃——150℃挤压成型、模压成型、振动成型半⽯墨化1800℃——2300℃焙烧800℃——1300℃⽯墨化2500℃——2800℃机械加⼯或组装预备阳极炭块阴极炭块⾼炉炭块半⽯墨化的阴极炭块⽯墨化的阴极炭块第⼆章炭和⽯墨材料⼀、⾃然界中的碳碳在地球上的含量0.027%,占地球化学元素含量中13位,以单质碳和化合物的形式存在。
单质碳:⾦刚⽯、⽯墨、⽆定形碳。
1、⾃然界中的单质碳⾦刚⽯:坦然形成⽯墨:天然⽯墨、⼈造⽯墨⽆定形碳:⽊炭、煤炭、焦炭2、碳原⼦的结合⽅式1)电⼦的运动状态:原⼦是带正电荷的原⼦核和带负电荷的电⼦组成,是整个原⼦的中⼼。
A)电⼦层:K、L、M、N、O、P、QK层电⼦能量最低,最外层电⼦能量最⾼B)电⼦亚层和电⼦云形状:同⼀层中电⼦能量不同形成电⼦亚层。
S<P<D<F等表⽰,S层的电⼦云的形状是球形,P层是倒“8”字形。
C)电⼦云在空间的伸展⽅向:P层电⼦沿着xyz轴⽅向延伸。
D)电⼦的字璇:⼀个原⼦中不可能出现运动状态完全相同的两个电⼦,每层的电⼦数2n2。
炭素成型工炭素成型工是一种专业技术工种,主要从事炭素材料的成型加工工作。
炭素是一种特殊的材料,具有高强度、高温耐性、低密度等优点,在航空航天、电子、化工等领域有着广泛的应用。
而炭素成型工作则是将炭素材料进行成型加工,使其能够满足各种应用需求。
炭素成型工作主要包括以下几个方面:1. 炭素材料的选取:炭素材料有很多种类,如石墨、石墨纤维、碳纤维等。
不同的应用领域对炭素材料的性能要求不同,炭素成型工需要根据具体需求选择合适的炭素材料。
2. 模具制作:炭素材料成型需要使用模具,炭素成型工需要根据产品的形状和尺寸制作相应的模具。
模具的制作要求精确度高,以保证成型后的产品具有良好的外观和尺寸精度。
3. 炭素材料的加工:炭素材料的加工方式有很多种,如压制、注塑、热压等。
炭素成型工需要根据具体产品的要求选择合适的加工方式,并掌握相应的加工技术。
4. 炭素材料的烧结:炭素材料经过成型后需要进行烧结,以提高其密度和强度。
炭素成型工需要掌握炭素材料的烧结工艺,确保烧结后的产品质量达到要求。
5. 产品的表面处理:炭素材料成型后的产品表面通常需要进行处理,以提高其光洁度和耐腐蚀性。
炭素成型工需要掌握炭素材料的表面处理技术,确保产品具有良好的表面质量。
炭素成型工作的核心是掌握炭素材料的性质和加工工艺,以及相应的设备和工具的使用。
炭素材料具有特殊的物理和化学性质,需要炭素成型工具有一定的专业知识和技能才能进行有效的加工。
炭素成型工作还需要注重安全生产。
炭素材料的加工过程中可能会产生粉尘和有害气体,对工人的健康造成威胁。
因此,炭素成型工需要掌握相关的安全知识和操作技能,采取相应的安全防护措施,确保工作环境的安全和健康。
炭素成型工是一种专业技术工种,主要从事炭素材料的成型加工工作。
炭素成型工需要具备一定的专业知识和技能,掌握炭素材料的性质和加工工艺,以及相关设备和工具的使用。
炭素成型工作需要注重安全生产,保障工人的健康和工作环境的安全。
炭素工艺学资料74 如何评价炭材料生产用石油焦的质量,炭材料生产用石油焦的质量可用灰分、硫分、挥发分、锻后焦真密度、粉焦量和杂质元素含量来衡量。
灰分含量是石油焦的主要质量指标,硫分对于炭材料生产来说是一种有害元素。
石油焦的挥发分高低显示了焦炭的焦化程度,其对锻烧操作有较大的影响。
锻后焦的真密度大小标志着石油焦的石墨化难易程度,锻后焦真密度越大,石油焦越易石墨化,并且石墨化产品电阻率较低。
为了更全面地分析炭材料用石油焦的使用性能,有时还需要检测石油焦的堆积密度、振实密度与锻后焦的电阻率、热膨胀系数和机械性能长可破碎性、脆性和磨损率)。
101 什么是煤沥青,煤沥青具有哪些用途,煤沥青全称为煤焦油沥青,是煤焦油蒸馏提取馏分(如轻油、酚油、蔡油、洗油和葱油等)后的残留物。
煤沥青常温下为黑色固体,无固定的熔点,呈玻璃相,受热后软化,继而熔化。
煤沥青主要用途为:( l )生产各种类型炭材料的勃结剂和浸渍剂,这一部分产量最大;( 2 )生产针状焦和炭纤维等高技术产品,产量不大,但附加值很高;( 3 )防水防腐材料和筑路材料。
123 什么叫锻烧,炭质原料锻烧的目的是什么,炭质原料在高温下进行热处理,排出所含的挥发分,并相应地提高原料理化性能的生产工序称为锻烧。
煅烧目的:( 1 )排除炭质原料所含的挥发分;( 2 )排除炭质原料所含的水分;( 3 )提高炭质原料的密度和机械强度;( 4 )提高炭质原料的导电性能;( 5 )提高炭质原料的化学稳定性和抗氧化性能。
25 影响混捏质量的因素有哪些,( l )混捏温度。
混捏温度降低,混捏不均,不易成型,并且生坯疏松且结构不均匀。
混捏温度升高,有利于提高混捏质量以及糊料的成型( 2 )混捏时间。
混捏时间短,糊料混捏不均匀,混捏时间过长,使干料粒度组成发生变化,糊料质量变差。
( 3 )干料性质。
干料颗粒表面粗糙,糊料塑性好。
( 4 )载结剂用量。
勃结剂用量过少、,糊料塑性变差。
【干货】炭素材料生产技术六十九问答一、机械强度及影响因素1、抗压强度:当外力为压力时,物体被压碎瞬间的极限抵抗能力。
抗弯强度:当外力与物体轴线相垂直,物体受外力作用先呈弯曲到折断瞬间的极限抵抗能力。
抗拉强度:当外力为拉力时,物体被拉断的瞬间极限抵抗能力。
2、影响因素:(1)颗粒强度系数(2)配料(3)粘结剂(4)煅烧。
二、何为预焙阳极?预焙阳极(代号TY)是铝电解槽的导电阳极,生产预焙阳极的原料是石油焦、沥青焦和煤沥青,它是经过煅烧,粉碎配料、混捏、成型和焙烧等过程而成。
三、石油焦可分哪几类?根据焦化的工艺不同,石油焦可分为延迟石油焦和釜式焦,目前采用最广泛的是延迟焦化法生产的延迟焦。
四、改质沥青作为炭素生产粘结剂时有何特点?1、结焦:残炭值高,焙烧时可产生成更多的粘结焦,制品的机械强度高。
2、软化点高,夏天远距离和运输问题易于解决。
3、混捏成型过程中沥青逸出的烟气较少,可减轻环境污染。
4、使用改质沥青时输送沥青管道温度及混捏温度,成型下和料室温度都要相应提高,沥青熔化温度也高于中温沥青。
5、改质沥青含有较多的β树脂和次生QI,具有较高的热稳定性,有利于提高炭块制品的质量。
五、石油焦煅烧前为什么要破碎?石油焦块度过大,不仅在煅烧工序保证不了煅后焦质量的均一性,而且受到煅烧设备的限制,给加排料造成困难,还会影响中碎设备的效率。
因此碳质原料在煅烧前要预先破碎到40mm左右的中等块度,以确保大小块数均能得到均匀的温度煅烧。
但碳质原料破碎也不能细,否则会造成粉料过多并增加烧损量。
六、什么叫煅烧?碳质原料在隔绝空气的条件下进行高温(1200~1350ºC)热处理的过程称为煅烧,煅烧是炭生产的第一道热处理工序,煅烧使各种碳质原料的结构和物理、化学性质发生了一系列变化。
七、石油焦原料煅烧的目的是什么?煅烧的质量指标有哪几项?目的是:1、排除石油焦中的水分和挥发份;2、提高石油焦的密度和机械强度;3、改善石油焦的导电性能;4、提高石油焦的抗阳性能。