产品缩水分析与设计预防
- 格式:ppt
- 大小:3.45 MB
- 文档页数:24

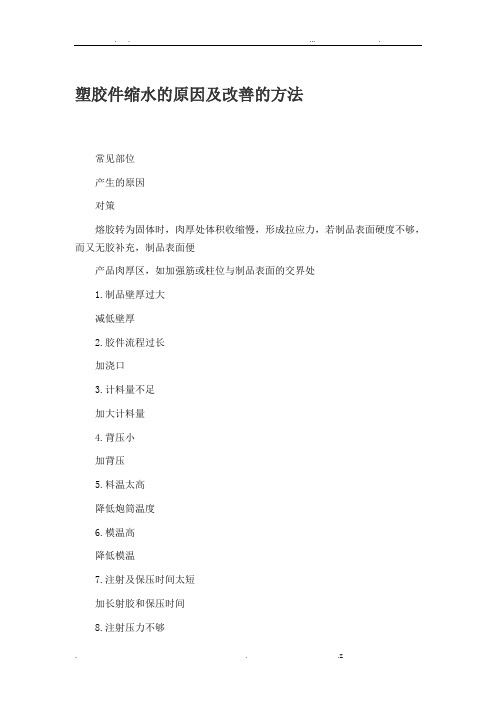
常见注塑产品缩水解决方案【摘要】目前电视机产品塑胶零件容易出现缩水缺陷,虽然不会影响到产品的使用性能,但却对外观造成较大的影响。
本文作者将从产品结构设计的角度出发,对主要的功能性结构,如加强筋、螺钉柱和支撑柱为例进行优化,从而减轻产品设计带来的表面缩水现象。
【关键词】缩水模流圈应力对策设计一、表面缩水的定义塑料缩水现象主要是因为由于产品在注塑成型时,由于冷却不均导致,体积收缩速度不一,壁厚处的表面原料被拉入,因此,在成品表面出现凹陷痕迹。
缩水是成品表面所发生的不良现象中最多的,大多发生于壁厚处,一般如果压力下降则收缩机率就会较大。
从模具方面可以加大填充压力和增加保压时间来辅助改善,但是会影响到生产效率,本文更多从设计角度提出,对塑胶件常见缩水现象有效的分析和解决措施。
二、缩水原理模具腔体注射满熔融材料以后,慢慢冷却凝固为产品的形态,但是由于壁厚的不同,产品的内部大致分为3个部分先后冷却,以下图1为例,A是产品外面表面区域,B是产品内部区域,C是产品内表面区域,在产品注满保压到冷却阶段,产品内外表面A、C区域首选冷却完全,然后B区域会后冷却完全,所以B 区域在A和C区域完全冷却之后,继续冷却收缩产生应力f,如下图1所示,使A区域和C区域表面受到向内的拉力,也就是说如果局部壁厚越大,B区域的范围也就越大,冷却时间也会越长,产生的内应力也会变大,从而造成A表面内陷就会越多,缩水现象就会较明显。
图1 缩水原理图三、缩水方案分析与解决1、加强筋缩水分析解决在合理的设计排布情况下,虽说加强筋越粗,结构的稳定性和牢靠性就会越好,但是加强筋壁厚设计不当也会引起大面积缩水,经查文献模流分析,如下图2:T是主壁厚t是筋壁厚d是模流圈直径图2 模流分析图根据模流分析结果得知,只要能满足:(1)时产品表面缩水不明显。
对于筋位垂直于主体平面的产品,我们利用勾股定理可得出:(2)而d≤1.04T,将此带入上式可得出:t≤0.4T时产品缩水不明显。
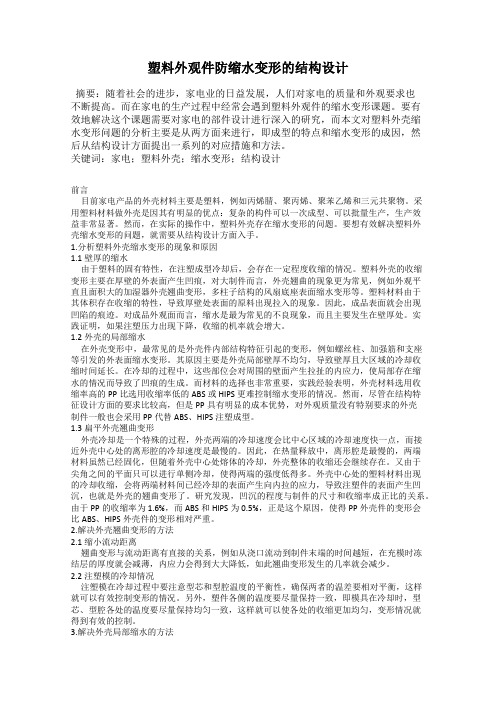
塑料外观件防缩水变形的结构设计摘要:随着社会的进步,家电业的日益发展,人们对家电的质量和外观要求也不断提高。
而在家电的生产过程中经常会遇到塑料外观件的缩水变形课题。
要有效地解决这个课题需要对家电的部件设计进行深入的研究,而本文对塑料外壳缩水变形问题的分析主要是从两方面来进行,即成型的特点和缩水变形的成因,然后从结构设计方面提出一系列的对应措施和方法。
关键词:家电;塑料外壳;缩水变形;结构设计前言目前家电产品的外壳材料主要是塑料,例如丙烯腈、聚丙烯、聚苯乙烯和三元共聚物。
采用塑料材料做外壳是因其有明显的优点:复杂的构件可以一次成型、可以批量生产,生产效益非常显著。
然而,在实际的操作中,塑料外壳存在缩水变形的问题。
要想有效解决塑料外壳缩水变形的问题,就需要从结构设计方面入手。
1.分析塑料外壳缩水变形的现象和原因1.1壁厚的缩水由于塑料的固有特性,在注塑成型冷却后,会存在一定程度收缩的情况。
塑料外壳的收缩变形主要在厚壁的外表面产生凹痕,对大制件而言,外壳翘曲的现象更为常见,例如外观平直且面积大的加湿器外壳翘曲变形,多柱子结构的风扇底座表面缩水变形等。
塑料材料由于其体积存在收缩的特性,导致厚壁处表面的原料出现拉入的现象。
因此,成品表面就会出现凹陷的痕迹。
对成品外观面而言,缩水是最为常见的不良现象,而且主要发生在壁厚处。
实践证明,如果注塑压力出现下降,收缩的机率就会增大。
1.2外壳的局部缩水在外壳变形中,最常见的是外壳件内部结构特征引起的变形,例如螺丝柱、加强筋和支座等引发的外表面缩水变形。
其原因主要是外壳局部壁厚不均匀,导致壁厚且大区域的冷却收缩时间延长。
在冷却的过程中,这些部位会对周围的壁面产生拉扯的内应力,使局部存在缩水的情况而导致了凹痕的生成。
而材料的选择也非常重要,实践经验表明,外壳材料选用收缩率高的PP比选用收缩率低的ABS或HIPS更难控制缩水变形的情况。
然而,尽管在结构特征设计方面的要求比较高,但是PP具有明显的成本优势,对外观质量没有特别要求的外壳制件一般也会采用PP代替ABS、HIPS注塑成型。

衣服缩水原理
衣服缩水是由于一些特定的原理导致的。
当衣物经受水的浸泡或热源加热时,纤维中的聚合物开始回缩,导致衣物整体尺寸变小。
首先,水是导致衣物缩水的重要因素之一。
当我们把衣物放入水中,纤维中的聚合物会吸收水分,同时纤维之间的空隙也会充满水分。
这样一来,当衣物在水中受到机械力或温度变化时,纤维中的聚合物会膨胀或收缩,从而导致整体尺寸发生变化。
其次,热源也是导致衣物缩水的重要原因之一。
当我们用热水洗涤衣物或者将其放入烘干机中加热时,纤维中的聚合物受热后会发生收缩。
这是因为热能增加了纤维中分子的运动速度,使得聚合物链条缩短,从而导致衣物整体尺寸缩小。
最后,衣物材质也会影响衣物是否容易缩水。
一些纤维材料具有较强的收缩性质,比如羊毛和棉纺织品,因为它们的分子结构使得纤维在受到温度变化或水分吸收时更容易发生收缩。
总而言之,衣物缩水是由于水和热源引起的纤维聚合物的收缩作用所导致的。
了解这些原理可以帮助我们更好地处理和保护衣物,避免不必要的缩水问题。

注塑时,如何控制塑料件不变形,缩水?
分类:理工学科 >> 工程技术科学
问题描述:
注塑时,如何控制塑料件不变形,缩水?
解析:
塑料件肯定缩水。
防止变形在模具设计的时候就考虑在内了。
变形会有多方面的原因。
从塑件设计时就应该考虑进去了。
包括壁厚均匀,倒圆角,产品做到最小实体(方便修模),加肋,加拔模角等途径来减少各种缺陷。
模具上通过调整流道长度/直径,增设浇口或调整位置,加冷料槽,注塑时。
通过调整料温、保压等参数调整,这个我没搞过工艺,具体要问这方面的老师傅。
塑料选材时,也尽可能选择容易成型的。
防止胶件缩水的结构优化一、缩水的概念缩水就是胶件表面形成局部凹陷、空洞的现象。
缩水是塑胶产品注塑缺陷里最常见的现象,常发生在骨位处,螺丝柱位处等胶位比较厚的地方。
缩水的影响:1、由于缩水造成塑料件表面形成凹陷,造成表面不均匀,影响外观,缩水缺陷明显还不能通过表面处理遮挡,光亮的表面处理还会放大缺陷。
2、缩水会造成局部的结构尺寸发生变化,从而影响装配。
技巧提示:对于外观要求不高的产品,缩水可以接受,结构设计时用加强筋加强,如塑料凳、胶椅等。
胶件缩水实物如图1-1所示。
1-1.jpg (11.36 KB, 下载次数: 313)下载附件保存到相册2013-6-10 15:31 上传图1-1 缩水实物图片点评赞一下!: 5.0shilove8很好的设计资料,虽然大多数资料都差不多,但还是相信你有自己的成分在的,我仔细看看!发表于2014-10-13 10:32开思人才网赞一下!: 5好东西,支持原创,欢迎大家围观!发表于2013-6-17 12:58评分参与人数1技术+1 贡献+30 大米+30 收起理由开思人才网+ 1+ 30 + 30 很给力! 查看全部评分分享到:QQ 好友和群 QQ 空间 腾讯微博 腾讯朋友 微信易信收藏12评分 分享 淘帖0 赞一下!4 转发到微博 WorkNC ,全球知名汽车制造厂商都在使用的CAD/CAM 编程软件! 点评回复 举报lhuilailhuilai 当前离线技术7贡献1779大米210积分101自我介绍承接手机结构设计、产品结构设计业务原创教程及视频:新书出版《产品结构设计实例教程-》5 主题 540 帖子 101 积分 助工 助工, 积分 101, 距离下一级还需199 积分助工, 积分 101, 距离下一级还需2楼 楼主| 发表于 2013-6-10 15:35:23 | 只看该作者 本帖最后由 lhuilai 于 2013-6-10 15:44 编辑 二、缩水的原因分析 为什么会产生缩水? 缩水产生是因为塑料在注塑时要将原料熔化成融化状,融化状的塑料在通过模具成型时需要冷却,从而产生收缩,如果塑胶产品的厚度不一样或者注塑参数调整不对,就会在产品上发生不同程度的收缩,严重的部分会因为收缩而使产品表面留下不同程度凹陷及空洞。
布料为什么会缩水?如何减少缩水幅度?收缩水率和面料还有织物组织结构有关系:天然纤维如棉、毛、丝、麻的吸湿性相对较大,故缩水率也大;而丙纶、涤纶等化学纤维的吸湿性小,故缩水率也小。
织物结构的紧密、稀松也会影响其缩水程度,稀松结构的衣料,一般较紧密结构的缩水率大所以想买不缩水的衣服是不可能的而且尽量不要因为缩水率的原因买纯化纤的衣服,现在还是全棉的跟全羊毛的舒服。
但是注意点就可以减少缩水啦:1洗衣是尽量少加洗衣粉或洗衣液,适当用些金纺等柔软剂,会缩的少些。
2洗之前用淡盐水泡半个小时,然后再用凉水清洗,即可;对于已经缩水的衣服,可以将衣服套在大纸板上撑开,然后再用熨斗一熨,衣服可恢复原状。
(不建议用纸板撑哦,容易让衣服损坏或者变形)3干洗4缩水厉害的,看面料可以用蒸汽熨烫。
织物缩水机理织物的缩水问题,通常是经向缩水较为严重。
这主要与它们在染整加工过程中,经向经常处于紧张状态有关。
棉织物在加工过程中,由于纤维和纱(线)受到拉伸,特别在潮湿条件下,更易发生伸长,如果维持这种拉伸状态进行干燥,该状态就会被暂时定型,导致“干燥定型”形变,而存在着内应力。
当这种织物再度润湿时,由于内应力松弛,使纤维和纱(线)的长度缩短,而构成织物缩水。
但是根据对棉织物的伸长率和缩水率的测定,发现它们之间并无一一对应的关系,同时发现织物中具有正常捻度纱的缩水率很少超过2%,而棉布的缩水率有时却可高达10%。
显然,仅从纤维和纱的内应力松弛并不能说明棉布的缩水现象。
为了进一步弄清楚棉布的缩水机理,就有必要分析纤维、纱和织物在水中尺寸变化的情况。
棉纤维吸湿以后的溶胀异向性,已为大家所熟知,如果纤维中无内应力,即不具有“干燥定型”形变时,长度非但不会缩短,相反还要增长一些。
那么,如果纤维中存在着“干燥定型"形变,润湿后,长度将发生怎样的变化?表2—2列举了具有不同“干燥定型”形变的棉纤维,在再度润湿和干燥后的长度收缩情况。
可以看出“干燥定型”形变大的纤维,在再度润湿后的长度收缩也较多,但形变并不能全部消失。
标准集团(香港)有限公司
Standard International Group(HK) Limited
标准集团(香港)有限公司
酒店旅舍纺织品缩水情况分析
纺织品缩水率的情况普遍存在,这些因素的造成有材质本身也有纺织工艺的差异,同时也有行业的需求和使用情况决定,针对行业使用情况,这里尤其是以旅舍酒店纺织用品为代表,这类行业对纺织品的需求量大而且要求有别于其他的产品,酒店在大批量的采购纺织品的同时也要考虑到纺织的缩水率情况。
采购酒店纺织用品时,缩水率往往是考虑的重要原因。
不同的织物缩水率就不同。
其中原材料的差异,织物密度差异,纱织粗细差异,以及织物生产工艺差异,都会对纺织品的缩水率产生影响:
一般来说吸湿性大的纤维,浸水后纤维膨胀,直径增大,长度缩短,缩水率就大。
如有的粘胶纤维吸水率高达13%,而合成纤维织物吸湿性差,其缩水率就小。
酒店布草面料经向和纬向的纱支相交组成,经纬纱支加起来合成纺织品的密度,织物的密度不同,缩水率也不同。
如经纬向密度相近,其经纬向缩水率也接近。
经密度大的织品,经向缩水就大,反之,纬密大于经密的织品,纬向缩水也就大。
按照粗细分为40s,60s,80s 等等,数字越大代表纱就越细,织物纱支粗细不同,缩水率也不同。
纱支粗的布缩水率就大,纱支细的织物缩水率就小。
另外织物在织造和染整过程中,根据不同的织造和印染工艺,缩水率也不同,比如织物在漂染的过程中纤维要拉伸多次,加工时间长,施加张力较大的织物缩水率就大,反之就小 .。
精纺毛织物防缩整理工艺研究精纺毛织物在生产过程中容易出现因整理处理不当而导致缩水的问题。
为了解决这一问题,进行精纺毛织物防缩整理工艺的研究十分必要。
本文将从原因分析、现有工艺及改进措施等方面进行阐述,以期提供一种可行的工艺方案。
首先,我们需要分析导致精纺毛织物缩水的原因。
精纺毛织物在加工时常常会与水有接触,而毛纤维的特殊结构使得其在受潮后容易发生收缩。
同时,在纤维的内部结构中存在一定数量的结合水,如果这些结合水未能充分蒸发,也会导致纤维的收缩。
此外,纤维的柔顺性、长度和扭力等也会影响织物的收缩程度。
目前,流行的精纺毛织物防缩整理工艺主要有以下几种:浸渍整理、方法整理和组织整理。
浸渍整理是将织物浸泡在一定浓度的防缩剂溶液中,使织物纤维在物理或化学作用下发生改变,从而达到减小织物收缩率的目的。
方法整理是通过在织物的制作过程中采用特殊的工艺技术,如控制织造松紧度、调整织物的纱线密度等,来降低织物的收缩率。
组织整理是调整织物的组织结构,将织物的纱线间隙减小、交织梁增加,从而减少织物的收缩率。
然而,现有的精纺毛织物防缩整理工艺仍存在一些问题。
例如,浸渍整理虽然能够在一定程度上减小织物的收缩率,但其对织物的柔软度和透气性等性能有一定的影响。
方法整理和组织整理虽然可以在制作过程中控制织物的收缩率,但这需要对纺织设备进行调整和改造,增加了生产成本和复杂度。
为了解决这些问题,可以采取以下改进措施。
首先,可以探索开发新型的防缩剂,通过物理或化学作用实现织物的防缩处理,以减小对织物性能的影响。
其次,可以调整纤维的结构和组成,通过改变纤维的柔顺性、长度和扭力等,来降低织物的收缩率。
此外,可以优化纺织设备的设计,通过改变设备参数、调整工艺流程等方式,实现对织物收缩率的控制。
综上所述,精纺毛织物防缩整理工艺的研究是一个十分重要的课题。
虽然现有的工艺已经能够在一定程度上减小织物的收缩率,但仍存在一些问题。
通过开发新型防缩剂、改变纤维结构和组成,以及优化纺织设备的设计,可以进一步改进工艺,提高织物的防缩性能。
防止胶件缩水的结构优化一、缩水的概念缩水就是胶件表面形成局部凹陷、空洞的现象。
缩水是塑胶产品注塑缺陷里最常见的现象,常发生在骨位处,螺丝柱位处等胶位比较厚的地方。
缩水的影响:1、由于缩水造成塑料件表面形成凹陷,造成表面不均匀,影响外观,缩水缺陷明显还不能通过表面处理遮挡,光亮的表面处理还会放大缺陷。
2、缩水会造成局部的结构尺寸发生变化,从而影响装配。
技巧提示:对于外观要求不高的产品,缩水可以接受,结构设计时用加强筋加强,如塑料凳、胶椅等。
胶件缩水实物如图1-1所示。
1-1.jpg (11.36 KB, 下载次数: 313)下载附件保存到相册2013-6-10 15:31 上传图1-1 缩水实物图片点评赞一下!: 5.0shilove8很好的设计资料,虽然大多数资料都差不多,但还是相信你有自己的成分在的,我仔细看看!发表于2014-10-13 10:32开思人才网赞一下!: 5好东西,支持原创,欢迎大家围观!发表于2013-6-17 12:58评分参与人数1技术+1 贡献+30 大米+30 收起理由开思人才网+ 1+ 30 + 30 很给力! 查看全部评分分享到:QQ 好友和群 QQ 空间 腾讯微博 腾讯朋友 微信易信收藏12评分 分享 淘帖0 赞一下!4 转发到微博 WorkNC ,全球知名汽车制造厂商都在使用的CAD/CAM 编程软件! 点评回复 举报lhuilailhuilai 当前离线技术7贡献1779大米210积分101自我介绍承接手机结构设计、产品结构设计业务原创教程及视频:新书出版《产品结构设计实例教程-》5 主题 540 帖子 101 积分 助工 助工, 积分 101, 距离下一级还需199 积分助工, 积分 101, 距离下一级还需2楼 楼主| 发表于 2013-6-10 15:35:23 | 只看该作者 本帖最后由 lhuilai 于 2013-6-10 15:44 编辑 二、缩水的原因分析 为什么会产生缩水? 缩水产生是因为塑料在注塑时要将原料熔化成融化状,融化状的塑料在通过模具成型时需要冷却,从而产生收缩,如果塑胶产品的厚度不一样或者注塑参数调整不对,就会在产品上发生不同程度的收缩,严重的部分会因为收缩而使产品表面留下不同程度凹陷及空洞。