2014年发动机配气正时机构(含气缸盖)拆装与气门间隙检查调整作业选手记录表(高职组)ok
- 格式:doc
- 大小:72.50 KB
- 文档页数:2
LDE配气正时机构拆装与气门间隙检查调整参考作业流程专用工具(可以同等工具替代)tIM BtijliMJ A耗轴超止工用EN-6331KM-i333 王3?程花疋电利产EN-4623选EM36] ■姑-£3*1 辛尺担昨LDE配气正时机构拆装拆下凸轮轴盖11个紧固螺栓(2, 3) 取下凸轮轴盖(1)。
旋转曲轴扭转减振器紧固螺栓,直到标记(1)与气缸1在上止点处对齐。
箭头所指的六角水平对准凸轮轴,直至EN-6628-A锁止工具可以插入两个凸轮轴内。
安装EN-6628-A锁止工具(1)。
安装EN-652固定工具(1),通过起动机齿圈锁止飞轮(2)或自动变速器挠性盘。
拆下曲轴扭转减振器螺栓(4)。
拆下曲轴扭转减振器垫圈(3)。
拆下曲轴扭转减振器(2)。
拆下2个正时皮带上前盖螺栓(2)。
拆下正时皮带上前盖(1)。
从正时皮带后盖上的2个位置处拆下正时皮带中前盖。
拆下正时皮带中前盖(1)。
拆下4个正时皮带下前盖螺栓(2)拆下正时皮带下前盖(1)。
注意:正时皮带传动齿轮和油泵壳体必须对齐。
使用内六角扳手(1)对正时皮带张紧轮(2)施加张力;安装EN-6333 锁销⑶。
正时皮带张紧器(2)。
拆下正时皮带(1)。
检查正时皮带磨损、损伤、裂纹、油污。
检查涨紧轮和惰轮轴承松旷、噪音。
曲轴链轮的磨损状态进行检查。
进排气凸轮轴位置执行器调节器齿轮的磨损状态进行检查。
安装新的正时皮带(1)。
引导正时皮带通过张紧器并将其放置在曲轴链轮上。
将正时皮带放置在排气和进气凸轮轴位置执行器调节器上。
安装新的正时皮带张紧器(2)。
将正时皮带张紧器螺栓(3)紧固至20牛米。
使用内六角扳手(1)对正时皮带张紧轮(2)施加张力;拆下EN-6333锁销(3)。
注意:正时皮带张力器自动移至正确位置。
释放正时皮带上的张力。
安装下部正时皮带盖(1)。
安装4个下部正时皮带盖螺栓⑵ 并紧固至6牛米。
曲⑹a安装曲轴扭转减振器(2)。
安装新的曲轴扭转减振器螺栓(1)并使用专用角度仪分三遍紧固:第一遍紧固至95牛米。
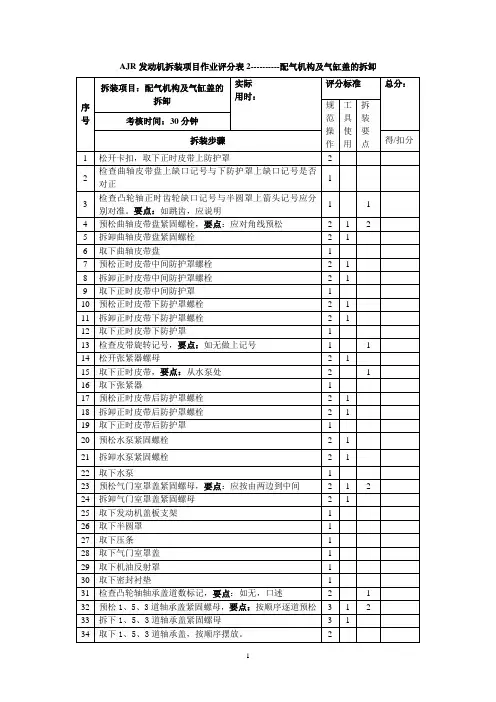
AJR发动机拆装项目作业评分表2----------配气机构及气缸盖的拆卸
注:1.
2.操作过程中发生零件、工具落地,每发生一次扣1分,共15分,扣完为止。
3.工具、零部件摆放凌乱、叠压等,扣1~5分。
4.拆装引起的零件损坏、丢失等,一次扣15分。
拆装引起的人身伤害,一次扣30分。
5.单个操作步骤超时5分钟,允许学生放弃该操作步骤,放弃步骤分数全部扣除。
6.步骤错误,学生自己发现并重新操作,原错误步骤不扣分,若没有重新操作,则错误步骤分数全部扣除。
7.该考核表总分150分。
AJR发动机拆装项目作业评分表5---------配气机构及气缸盖的装配
注:1.
2.操作过程中发生零件、工具落地,每发生一次扣1分,共15分,扣完为止。
3.工具、零部件摆放凌乱、叠压等,扣1~5分。
4.拆装引起的零件损坏、丢失等,一次扣15分。
拆装引起的人身伤害,一次扣30分。
5.单个操作步骤超时5分钟,允许学生放弃该操作步骤,放弃步骤分数全部扣除。
6.步骤错误,学生自己发现并重新操作,原错误步骤不扣分,若没有重新操作,则错误步骤分数全部扣除。
7.该考核表总分150分。
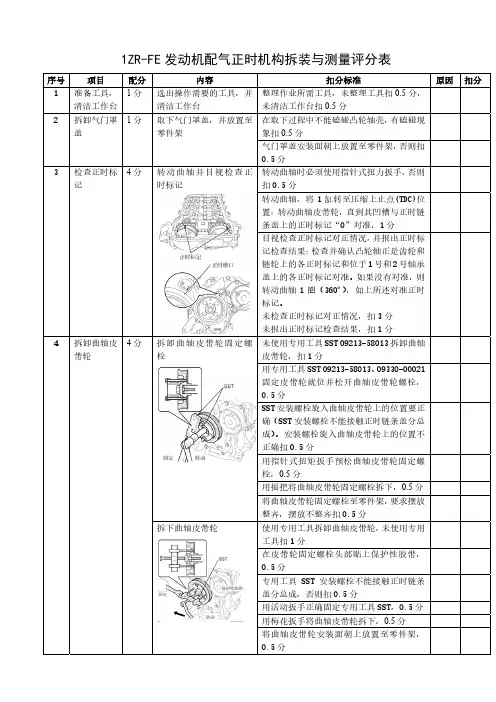
1ZR-FE 发动机配气正时机构拆装与测量评分表序号 项目配分内容扣分标准原因扣分 1 准备工具,清洁工作台 1分 选出操作需要的工具,并清洁工作台整理作业所需工具,未整理工具扣0.5分,未清洁工作台扣0.5分2拆卸气门罩盖1分取下气门罩盖,并放置至零件架在取下过程中不能磕碰凸轮轴壳,有磕碰现象扣0.5分气门罩盖安装面朝上放置至零件架,否则扣0.5分3检查正时标记4分转动曲轴并目视检查正时标记转动曲轴时必须使用指针式扭力扳手,否则扣0.5分转动曲轴,将1缸转至压缩上止点(TDC)位置:转动曲轴皮带轮,直到其凹槽与正时链条盖上的正时标记“0”对准,1分目视检查正时标记对正情况,并报出正时标记检查结果:检查并确认凸轮轴正是齿轮和链轮上的各正时标记和位于1号和2号轴承盖上的各正时标记对准。
如果没有对准,则转动曲轴1圈(360º),如上所述对准正时标记。
未检查正时标记对正情况,扣3分 未报出正时标记检查结果,扣1分4拆卸曲轴皮带轮4分 拆卸曲轴皮带轮固定螺栓 未使用专用工具SST 09213-58013拆卸曲轴皮带轮,扣1分用专用工具SST 09213-58013、09330-00021固定皮带轮就位并松开曲轴皮带轮螺栓,0.5分SST 安装螺栓旋入曲轴皮带轮上的位置要正确(SST 安装螺栓不能接触正时链条盖分总成)。
安装螺栓旋入曲轴皮带轮上的位置不正确扣0.5分用指针式扭矩扳手预松曲轴皮带轮固定螺栓,0.5分用摇把将曲轴皮带轮固定螺栓拆下,0.5分将曲轴皮带轮固定螺栓至零件架,要求摆放整齐,摆放不整齐扣0.5分拆下曲轴皮带轮使用专用工具拆卸曲轴皮带轮,未使用专用工具扣1分在皮带轮固定螺栓头部贴上保护性胶带,0.5分专用工具SST 安装螺栓不能接触正时链条盖分总成,否则扣0.5分用活动扳手正确固定专用工具SST,0.5分用梅花扳手将曲轴皮带轮拆下,0.5分 将曲轴皮带轮安装面朝上放置至零件架,0.5分5拆卸链条张紧器2分拆下1号链条张紧器总成 使用指针式扭力扳手预松1号链条张紧器总成2个固定螺母,使用摇把将1号链条张紧器总成固定螺母拆下,1分将1号链条张紧器总成(2个螺母,托架、链条张紧器)放置至零件架,0.5分 在拆卸1号链条张紧器的过程中不可转动曲轴,如果曲轴转动扣1分在不使用链条张紧器的情况下禁止转动曲轴,否则扣1分6拆卸正时链条前端盖3分正确拆下正时链条前端盖使用指针式扭力扳手按正确顺序预松正时链条前端盖固定螺栓,使用摇把将正时链条前端盖固定螺栓拆下,并将正时链条前端盖固定螺栓放置至零件架,放置要整齐,1分。
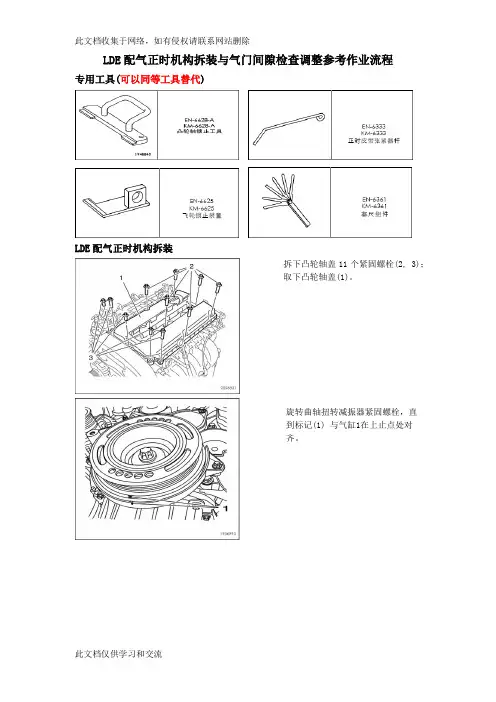
LDE配气正时机构拆装与气门间隙检查调整参考作业流程专用工具(可以同等工具替代)LDE配气正时机构拆装拆下凸轮轴盖11个紧固螺栓(2, 3);取下凸轮轴盖(1)。
旋转曲轴扭转减振器紧固螺栓,直到标记(1) 与气缸1在上止点处对齐。
箭头所指的六角水平对准凸轮轴,直至EN-6628-A锁止工具可以插入两个凸轮轴内。
安装EN-6628-A锁止工具 (1)。
安装EN-652固定工具 (1),通过起动机齿圈锁止飞轮 (2)或自动变速器挠性盘。
拆下曲轴扭转减振器螺栓(4)。
拆下曲轴扭转减振器垫圈(3)。
拆下曲轴扭转减振器(2)。
拆下2个正时皮带上前盖螺栓 (2)。
拆下正时皮带上前盖 (1)。
从正时皮带后盖上的2个位置处拆下正时皮带中前盖。
拆下正时皮带中前盖(1)。
拆下4个正时皮带下前盖螺栓 (2) 拆下正时皮带下前盖(1)。
注意: 正时皮带传动齿轮和油泵壳体必须对齐。
使用内六角扳手(1)对正时皮带张紧轮(2) 施加张力; 安装EN-6333锁销(3)。
拆下张紧器螺栓(3)。
拆下正时皮带张紧器(2)。
拆下正时皮带(1)。
检查正时皮带磨损、损伤、裂纹、油污。
检查涨紧轮和惰轮轴承松旷、噪音。
曲轴链轮的磨损状态进行检查。
进排气凸轮轴位置执行器调节器齿轮的磨损状态进行检查。
安装新的正时皮带(1)。
引导正时皮带通过张紧器并将其放置在曲轴链轮上。
将正时皮带放置在排气和进气凸轮轴位置执行器调节器上。
安装新的正时皮带张紧器(2)。
将正时皮带张紧器螺栓(3)紧固至20牛米。
使用内六角扳手(1)对正时皮带张紧轮(2) 施加张力;拆下EN-6333锁销(3)。
注意: 正时皮带张力器自动移至正确位置。
释放正时皮带上的张力。
安装下部正时皮带盖(1)。
安装4个下部正时皮带盖螺栓(2) 并紧固至6牛米。
安装曲轴扭转减振器(2)。
安装新的曲轴扭转减振器螺栓(1) 并使用专用角度仪分三遍紧固:第一遍紧固至95牛米。
第二遍紧固至45°。

姓名:吕红伟学号:30112305班级:农机123成绩:实验名称:发动机配气相位检查与调整一、目的与要求熟悉发动机配气相位的原理及配气机构的构造,掌握发动机配气相位的检查调整方法。
正确理解配气相位对发动机工况的影响。
二、设备、仪器和工具485或495A柴油机、塞尺、扳手、螺丝刀套(平口与梅花各一个)、千分表一只。
三、方法步骤及注意事项(一)根据发动机型号要求正确调整各气门间隙。
注意事项:1、检查和调整气门间隙必须在气门关闭的状态下进行,其主要步骤如下:(1)拆下气门罩盖。
(2)转动飞轮,使其上的上止点刻线对正水箱上的刻线。
使活塞处于压缩位置。
(3)用规定间隙的塞尺塞入气门杆和摇臂之间,能轻轻抽动塞尺且略有阻滞感。
(4)如不符合,松开锁紧螺母,用起子旋动调整螺钉调整到规定数值。
(5)紧固锁紧螺母。
(6)抽出塞尺。
转动飞轮,再复查一次。
2、检查和调整气门间隙必须在气门关闭的状态下进行。
四缸发动机八只气门分两次可以调完,俗称两次调整法。
调整时,先按逐缸调时确定上止点的方法,使第一缸活塞处于压缩上止点,调整1、2、3、6四只气门的间隙。
注意1、3是进气门,2、6是排气门,选用塞规片厚度时不要弄错。
调好后,将曲轴旋转一圈,调整4、5、7、8四只气门(4、8是排气门,5、7是进气门)。
调好后,摇转曲轴一圈,复查1、2、3、6四只气门的间隙,如有不正确的,重新调整。
再摇转曲轴一圈,复查4、5、7、8四只气门的间隙。
(二)根据发动机型号规定,检查发动机配气相位:注意事项:柴油机拆装修理后需检查配气相位,检查方法如下。
先正确调整好气门间隙,用磁性千分表架放在气缸盖上,千分表头顶在第一缸气门弹簧座上,按柴油机运转方向缓慢转动飞轮,当表针一动立即停止,观察飞轮上的刻线。
进气门打开是否在上止点前8。
,亦相当于飞轮上l、4缸上止点刻线位于机体上刻线之前2.5~3个牙齿的距离,如刻线未对准,提前或滞后了就需要调整。
调整时,拧松凸轮轴齿轮上的三个螺钉,将凸轮轴按所需方向(如需提前,则顺凸轮轴旋转方向;若滞后,则相反)转一适当角度,拧紧三个螺钉,再按上述方法校核一遍。
一、实验名称:气门拆装实训二、实验目的:1. 熟悉汽车发动机配气机构的结构及工作原理。
2. 掌握气门拆装的步骤和方法。
3. 培养学生动手能力和团队协作精神。
三、实验时间:2023年X月X日四、实验地点:汽车实训中心五、实验器材:1. 汽车发动机(汽油机或柴油机)2. 气门拆装工具一套3. 安全眼镜、手套、口罩等防护用品六、实验步骤:1. 实验准备(1)将汽车发动机放置在平稳的工作台上,确保发动机处于熄火状态。
(2)穿戴好防护用品,如安全眼镜、手套、口罩等。
(3)检查气门拆装工具是否完好,如扳手、螺丝刀、气门弹簧压缩工具等。
2. 气门拆装实训(1)拆卸气门盖① 使用扳手将气门盖螺栓拧下,注意顺序,防止螺栓丢失。
② 将气门盖取下,观察气门盖与气缸盖之间的密封情况。
(2)拆卸气门① 使用气门弹簧压缩工具将气门弹簧压缩,取出气门弹簧。
② 使用气门拆装工具将气门从气门导管中取出,注意观察气门与气门座的接触情况。
(3)气门检查① 观察气门头部是否有磨损、裂纹等异常情况。
② 使用量具测量气门头部的直径和气门杆的直径,确保符合技术要求。
③ 检查气门座的磨损情况,如气门座有磨损,需进行更换或修复。
(4)气门研磨① 将气门放入气门座圈,观察气门与气门座的接触面积。
② 如接触面积过小,使用对应气门铰刀进行导铰,注意力度。
③ 使用粗磨砂研磨气门头部,观察接触面积。
④ 使用细磨砂研磨气门头部,直至接触面积达到要求。
⑤ 使用机油将接触面打滑,检查是否漏气。
(5)气门安装① 将气门弹簧安装到气门杆上,注意弹簧的安装方向。
② 将气门安装到气门导管中,确保气门与气门座的接触良好。
③ 将气门盖安装到气缸盖上,拧紧螺栓,注意顺序。
3. 实验总结(1)记录气门拆装过程中的关键数据,如气门头部直径、气门杆直径等。
(2)总结气门拆装实训过程中的注意事项,如安全操作、工具使用等。
(3)分析气门磨损、损坏的原因,提出预防措施。
七、实验结果与分析:1. 实验结果(1)成功完成了气门的拆装、检查、研磨和安装。
实训2:配⽓机构的拆装和⽓门间隙的检查与调整实训2:配⽓机构的拆装和⽓门间隙的检查与调整⼀、实训时间:4课时⼆、实训内容与⽬的(1)熟悉⽓缸盖的拆装⽅法及要求。
(2)掌握齿形⽪带的拆装、检查和调整⽅法。
(3)掌握顶置凸轮轴的拆装⽅法及要求。
(1)能够准确确定1缸压缩上⽌点。
(2)能够对可调⽓门间隙进⾏熟练调整。
(3)掌握⽓门间隙调整的原则和⽅法。
三、技术标准与要求(1)凸轮轴轴承拧紧⼒矩为20N·m。
(2)凸轮轴正时齿轮紧固螺栓拧紧⼒矩为80 N·m。
(1)⽓门间隙为:冷机进⽓门0.20~0.25mm,排⽓门0.25~0.30mm。
(2)BJ212发动机的发⽕顺序为1-2-4-3。
四、实训器材(1)桑塔纳1.8L发动机1台。
(2)扭矩扳⼿1把、常⽤⼯具1套、轴承拉器1个、撬棍1根、⼑形尺1把、⾼度游标卡尺1个。
(1)BJ212发动机1台、塞尺1把。
五、实训步骤1、齿形⽪带的拆卸(1)注意齿形⽪带拆卸后,不应再转曲轴,否则活塞与⽓门相撞⽽损坏。
(2)⽤⼯具固定住飞轮,⽤专⽤⼯具取下曲轴正时齿轮和中间轴正时齿轮。
(3)检查齿形⽪带,若齿形⽪带有破裂、胶质部分有显著磨损、缺齿、断裂、剥离及芯线显露时,均应更换。
2、⽓缸盖的拆装与检测桑塔纳发动机⽓缸盖标准厚度为132.60mm。
桑塔纳发动机⽓缸盖下平⾯及与进排⽓歧管结合的侧平⾯平⾯度误差⼤于0.05mm时应修磨,修磨量⼤于1.0mm时应更换⽓缸盖。
装配⽓缸盖前,使各缸活塞均不在上⽌点位置,以防与⽓门相撞。
3、凸轮轴的拆装(1)拆装凸轮轴油封、正时齿轮、半圆键。
(2)拆卸轴承盖顺序是先第1、3道后第2、5道再第4道,并按顺序放好。
(3)装配轴承盖顺序是先第2、5道后第1、3道再第4道,装配凸轮轴前检查凸轮轴孔是否错位、使1缸的凸轮向上。
4、正时齿形⽪带的安装让曲轴⽪带轮上的标记与中间轴正时齿轮上的标记对准。
让凸轮轴正时齿轮上的标记对准⽓缸盖的上边沿。
发动机气缸盖、气门组拆装检查作业评分表一、引言在汽车维修中,发动机的气缸盖和气门组的检查与拆装是一项重要且复杂的任务。
此评分表旨在为维修人员提供一套系统化、标准化的操作流程,确保在执行此项任务时,能够进行全面、准确的检查,并能在规定的时间内完成高质量的维修工作。
二、评分项目与标准1、工具准备与使用(10分)(1)工具齐全,包括火花塞套筒、气门弹簧套筒、气门弹簧压缩器、气门油封拆卸工具等。
(2)正确使用工具,确保在操作过程中不损坏工具或零件。
2、操作流程与规范(20分)(1)按照正确的顺序拆装气缸盖和气门组,避免因操作不当导致零件损坏。
(2)在拆装过程中,确保各零件的清洁,防止杂质进入发动机。
(3)对拆卸的气门组进行仔细检查,确认气门、气门座、气门导管等无磨损、无裂纹。
3、零件检查与修复(30分)(1)对气门进行外观检查,确认无磨损、无变形、无裂纹。
(2)检查气门座,确认其密封面无磨损、无裂纹。
(3)检查气门导管,确认其无磨损、无变形。
(4)对发现的问题进行及时修复或更换。
4、组装与调试(20分)(1)按照规范重新组装气缸盖和气门组。
(2)在调试过程中,确保气门间隙在规定范围内,且各零件工作正常。
5、安全与卫生(10分)(1)在整个操作过程中,确保安全操作,如使用防护眼镜、手套等。
(2)保持工作区域的清洁卫生,废弃物及时清理。
6、时间与效率(10分)(1)在规定的时间内完成拆装检查作业。
(2)提高工作效率,减少不必要的时间浪费。
三、总评与改进意见根据以上评分项目与标准,对维修人员的操作进行全面评估。
对表现优秀的维修人员进行表扬和奖励,对存在问题的维修人员进行指导与改进。
同时,根据实际工作情况,对评分表进行不断完善与更新,以适应行业发展和维修需求的变化。
四、结语通过使用此评分表,我们可以更好地规范发动机气缸盖、气门组拆装检查作业的操作流程,提高维修人员的技能水平和工作效率。
确保维修工作的安全性与质量可靠性,为顾客提供更好的服务体验。
选手号码:……………………………………………密……封……栏…………………………………
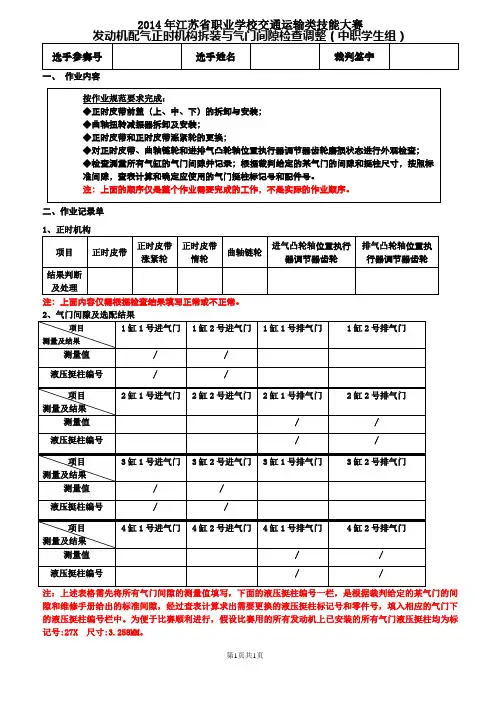
发动机配气正时机构(含气缸盖)拆装与气门间隙检查调整
作业选手记录表(高职组)
开始时间:结束时间:成绩:
1.气缸盖平面度测量作业表单位:mm
备注:测量点个数自己选择,测量值如果由于小于0.04mm而测不出来,表内值可以填写小于0.04 mm
2.气缸体平面度测量作业表单位:mm
备注:测量点个数自己选择,测量值如果由于小于0.04mm而测不出来,表内值可以填写小于0.04 mm
3、正时机构
4、气门间隙及选配结果
注:上述表格需先将所有气门间隙的测量值填写,下面的液压挺柱编号一栏,是根据裁判给定的某气门的间隙和维修手册给出的标准间隙,经过查表计算求出需要更换的液压挺柱标记号和零件号,填入相应的气门下的液压挺柱编号栏中。
为便于比赛顺利进行,假设比赛用的所有发动机上已安装的所有气门液压挺柱均为标记号:27X 尺寸:3.258MM。
该记录表由参赛选手填写,作为裁判评分依据;2.所有长度单位统一为mm,测量数据精确到小数点后两位;3.填写该表时记入参赛时间。
4、表中红色字体在竞赛时的作业记录表中不出现。
裁判签字:裁判长签字:。