绷缝机
- 格式:ppt
- 大小:976.00 KB
- 文档页数:34

GEM600 SERIES SUPER HIGH SPEED INTER LOCK MACHINE非常感谢您购买本公司的工业缝纫机。
在使用缝纫机之前,请仔细阅读<为了您的安全使用>和使用说明书。
工业缝纫机的特性之一,是要在机针和旋梭等运动零部件附近进行操作,而这些零部件很容易引起受伤的危险,所以请在接受过培训的人员或有熟练操作技术的人员的指导下,正确地使用本缝纫机。
为了您的安全使用1.安全使用的标记及其意义本使用说明书及产品所使用的标记和图案记号是为了您的安全而正确地使用本产品,防止您及他人受到危害和损害。
表示方法及含义如下:说明危险注意如果忽视此标记而进行了错误的操作,必将导致人员死亡或重伤。
如果忽视此标记而进行了错误的操作,有可能会引起人员受伤及造成设备损坏。
图案和符号符号△表示“应注意事项”。
三角中的图案表示必须要注意的内容。
(如左图的符号表示“注意受伤”。
)符号○表示“禁止”。
符号●表示“必须”。
圆圈中的图案表示必须要做的内容。
(如左图的符号表示“必须接地”。
)Thank you very much for buying our sewing machine.Before using your new machine,please read the safety instructions below and the explanations given in the Operation Instruction.With industrial sewing machines,it is normal to carry out work while positioned directly in front of moving parts such as the needle and thread take-up lever,and consequently there is always a danger of injury that can be caused by these parts.Follow the instructions from training personnel and instructors regarding safe and correct operation before operating the machine so that you will know how to use it correctly.SAFETY INSTRUCTIONS1.Safety indications and their meaningsThis instruction manual and the indications and symbols that are used on the machine itself are provided in order to ensure safe operation of this machine and to prevent accidents and injury to yourself or other people.The meaning of these indications and symbols are given below.IndicationsSymbolshis symbol (△) indicates something that you should be careful of. The picture inside the indicates the nature of the caution that must be taken.example, the symbol at left means"beware of injury".)This symbol (○) indicates something that you must not do.This symbol (●) indicates something that you must do. The picture inside the circle indicates the nature of the thing that must be done.(For example, the symbol at left means "you must make the ground connection".)安全注意事项Notes On Safety安全注意事项Notes On Safety1.供油 Lubriction2.手动给油 Manual lubrication3.给HR 装置供油 Filling the HR device with silicon oil4.穿线的方法 Threading diagram5.穿线图Threading diagram6.压脚压力的调节Adjusting the presser foot pressure7.差动比的调节 Adjusting the diff feed retio8.针脚长度的调节 Adjusting the stitch length9.线状态的调节 Adjusting the thread tension10.缝纫机的清扫Cleaning the machine11.换针Replacing the needle12.检查机油的循环Checking the oil circulation13.油过滤器的检点与更换Checking and replacing the oil filter14.换机油Replacing the oil15.调整标准参数表 Adjusting dimentions....................................................................1.................................................................1........................................................... 2............................................................. 2................................................................. 3...........................................................3............................................................ 4...........................................................4............................................................ 4...........................................................5...................................................................5..........................................................6....................................................6.................................................................6 (7)1.供油Lubrication1.加油量是使油面处于H 线与L 线之间为好.当油面低于L 线时,就要及时补充机油.机油请使用指定的(HIGH SPEED SEWING MACHINE OIL )(ISO 粘度与VG22相同)1.After filing the oil pan ,the oil surface should lie between (H )and (L )lines .Add oil ,when the oil surface reaches or goes below (L ).Note :Use our factory recommended oil [HIGH SPEED SEWING MACHINE OIL ](ISO VG22)1.手动给油是在缝纫机最开始使用时,或停用一段时间重新开始使用时,请供给2-3滴油.机油请使用指定的(HIGH SPEED SEWING MACHINE OIL )(ISO 粘度与VG22相同)1.Apply 2 or 3 drops of oil by hand when the machineis used for the first time or has been left unused for some time .Note :Use our factory recommended oil [HIGH SPEED SEWING MACHINE OIL ](ISO Vg22)H I GH S P E E DS E W I N GM A CH I NE O I L HIGH SPEED SEWING MACHINE OIL2.手动给油 Manual lubrication3.给HR装置供油1.为了防止布纤维或线被切断,请尽早给HR 装置供油。
绷缝机绷缝机有两根以上直针和一个弯钩的成缝器,形成的绷缝线迹呈扁平状,缝迹的强力和弹性都比较好,适用于缝制睡衣、内衣、裤子以及各种汗衫等。
绷缝机也称为特种缝纫机,英文:Interlock Ma chine,它缝制的线迹为链式缝纫线迹.此线迹多用于针织服装的滚领、滚边、摺边、绷缝、拼接缝和饰边等。
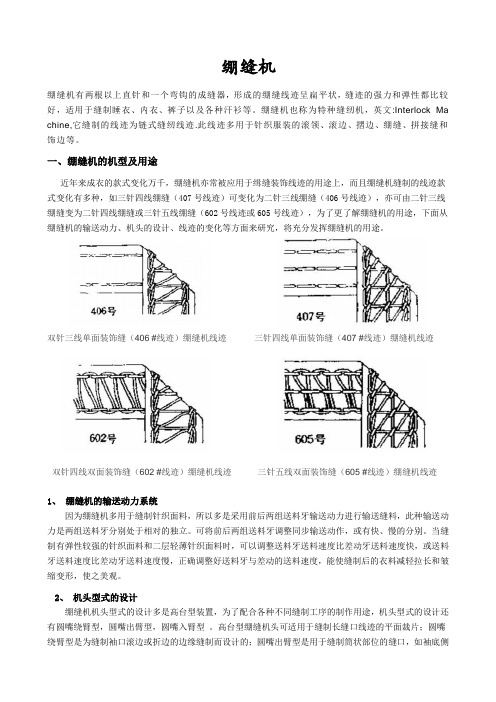
一、绷缝机的机型及用途近年来成衣的款式变化万千,绷缝机亦常被应用于缉缝装饰线迹的用途上,而且绷缝机缝制的线迹款式变化有多种,如三针四线绷缝(407号线迹)可变化为二针三线绷缝(406号线迹),亦可由二针三线绷缝变为二针四线绷缝或三针五线绷缝(602号线迹或605号线迹),为了更了解绷缝机的用途,下面从绷缝机的输送动力、机头的设计、线迹的变化等方面来研究,将充分发挥绷缝机的用途。
双针三线单面装饰缝(406 #线迹)绷缝机线迹三针四线单面装饰缝(407 #线迹)绷缝机线迹双针四线双面装饰缝(602 #线迹)绷缝机线迹三针五线双面装饰缝(605 #线迹)绷缝机线迹1、绷缝机的输送动力系统因为绷缝机多用于缝制针织面料,所以多是采用前后两组送料牙输送动力进行输送缝料,此种输送动力是两组送料牙分别处于相对的独立。
可将前后两组送料牙调整同步输送动作,或有快、慢的分别。
当缝制有弹性较强的针织面料和二层轻薄针织面料时,可以调整送料牙送料速度比差动牙送料速度快,或送料牙送料速度比差动牙送料速度慢,正确调整好送料牙与差动的送料速度,能使缝制后的衣料减轻拉长和皱缩变形,使之美观。
2、机头型式的设计绷缝机机头型式的设计多是高台型装置,为了配合各种不同缝制工序的制作用途,机头型式的设计还有圆嘴绕臂型,圆嘴出臂型,圆嘴入臂型。
高台型绷缝机头可适用于缝制长缝口线迹的平面裁片;圆嘴绕臂型是为缝制袖口滚边或折边的边缘缝制而设计的;圆嘴出臂型是用于缝制筒状部位的缝口,如袖底侧缝口、裤侧缝口的缝制;圆嘴入臂型是为缝制内裤底档缝口的制作而设计的;此外高台型机头可备有斜角型的设计以配合缝制不同型状的裁片。
绷缝机(绷缝机常用调试技巧)搜盈服装设备有限公司(苏州分部)绷缝机常用调试技巧机针与弯针配合时机的调整:最为重要也最容易被人忽略的是当机针下降到最低点时弯针必须向右移动到最远的极限位置,同样当机针上升到最高点时弯针必须向左移动到最远的极限位置,要反复观察确认。
弯针除了有左右的动作,还有前(朝向操作者)后(远离操作者)的动作。
要注意使弯针前后移动最快的时候放在弯针左右移动的极限位置,要使弯针前后移动的动作在弯针向左移动到达机针位置时达到最小。
此时要注意左右极限位置要兼顾,既要防止弯针向左移动时刮蹭机针又要防止弯针向右移动时刮蹭机针过多。
当然还可以配合调节弯针前后移动量大小和稍微顺时针旋转一点针杆角度来达到最佳效果。
有的机器可以调整弯针前后移动的范围,有的机器则不能。
当机针下降到最低位置时,弯针尖距离右机针为3-4 mm。
当机针上升,弯针向左移动,弯针尖到达右机针中心时弯针尖下面位于机针针眼上边2.5mm。
此时弯针与机针之间的间隙为0-0.05mm。
当机针下降到达弯针背面时,使左机针针眼和弯针头部穿线孔相遇。
此时允弯针背面轻微接触机针,但最好不刮蹭或越轻微越好。
前后护针的调整:调整前后护针需要遵循的原则是:前后护针从操作者方向看上轮廓线应与机针针尖的连线一致,为了防止机针抖动扎在护针上,护针靠近机针的一侧应适当倒角。
前面(靠近操作者)的护针既要起护针作用也同时起阻挡缝纫线在机针针眼前面(靠近操作者)形成线环,使机针针眼后面的线环顺利形成的作用。
后护针既要起护针的作用又不可以阻挡线环的顺利形成。
由于生产厂家的不同和机器型号的差异,前后护针的形状和可允许调整范围的不同与理想状态存在一些距离,要求维修人员在现实情况下尽可能向需要遵循的原则靠拢。
当机针向下移动时,前后护针要向远离机针方向移动。
当机针从最低位置上升时,前后护针要向靠近机针方向移动。
当机针下降到护针位置时,护针应躲开机针,避免与机针刮蹭。
当弯针尖向左移动到右机针位置时,前后护针开始起作用,前(靠近操作者一侧)护针与机针之间的间隙为0. 1-0.3mm,后护针与机针之间的间隙为0-0.1mm。
编号:CZ-GC-00676( 操作规程)单位:_____________________审批:_____________________日期:_____________________WORD文档/ A4打印/ 可编辑绷缝机安全操作规程Safety operation procedures for tension sewing machine绷缝机安全操作规程操作备注:安全操作规程是要求员工在日常工作中必须遵照执行的一种保证安全的规定程序。
忽视操作规程在生产工作中的重要作用,就有可能导致出现各类安全事故,给公司和员工带来经济损失和人身伤害,严重的会危及生命安全,造成终身无法弥补遗憾。
跳线1、穿线方法不正确,按照“穿线图”重新穿线2、直机针的安装不正确,检查机针高度及面向位置,使机针向下运动时略靠针板孔前方3、直机针针尖毛或弯曲,更换新机针4、弯针针尖变钝,用油石或细砂纸修磨,也可换新弯针5、缝线张力太大或太小,适当调节缝线张力6、弯针不能套住右边直机针的线环,下装饰线的右边线迹跳针,直机针的线环太小,适当增大跳线量7、弯针不能套住左边直机针的线环,下装饰线的左边线迹跳针、直机针的线环过大,适当减少跳线量8、弯针同时钩不住中间和左边直机针线环,下装饰线的中间线和左边线迹都跳针,适当减少跳线量9、弯针背面中间、左边针线不能穿进编织针线和弯针线的三角形,左面线迹的背面中间跳针,检查缝线是否穿过夹线器,检查底线凸轮的同步工作,如有问题按标准重新调整10、机针与弯针配合不当,检查针杆高度、机针与弯针之间的同步,如有问题按标准重新调整11、机针与护针杆配合不当,检查机针与护针杆位置12、机针与绷针配合不当或绷针的位置不对,造成上装饰线跳针,检查机针与绷针的配合尺寸,检查绷针线的出线量断线1、穿线方法不正确,按照“穿线图”重新穿线2、机针安装不正确,重新安装机针,使针槽正对操作者3、机针针眼及针槽不光滑,更换新机针4、缝线张力太大,适当调整缝线张力5、缝线质量太差,改用较好的缝线6、缝线比针眼粗,换用适中的缝线或机针7、机针、弯针、针板、压脚舌、过线孔等过线孔有毛刺或刮伤现象,用油石或细砂纸重新打磨,也可更换刮伤机件8、机针与弯针、绷针配合不当,按机针与弯针、绷针的配合标准重新调整断针1、压脚压力太小,送布不良而断针,适当增加压脚压力,使送布正常2、弯针与直机针相碰,按标准调整弯针与直机针的配合位置3、绷针与直机针相碰,按标准调整绷针与直机针的配合位置4、直机针与护针杆配合不当,按标准调整机针与护针杆的配合5、弯针尖圆秃,更换新弯针6、针杆和针杆套筒磨损太大,使针杆与针杆套筒配合松动,更换针杆和针杆套筒7、针板上的针眼太小,更新大针眼针板或换小号机针8、机件松动较大,检查钩线机构各机件之间的配合和磨损情况,按标准调整配尺寸,磨损严重机件更换花针1、直机针太低使直机针线圈形成太大,使线圈之间相互交织在一起,按直机针高度定位标准重新定位2、针板舌头太狭,使直针线圈容易产生拼拢,更换新针板3、弯针下面太狭,且呈圆形,也容易使直针线圈在弯针上不能各自分开,使线圈相互交织在一起而产生花针,更换新弯针4、直机针与弯针配合不良,按标准调整机针与弯针配合位置缝料起皱1、差动送料比率不当,适当调整差动送料比率2、送布牙高低,前后位置不当,按标准重新调整送布牙高低,前后位置3、缝线张力过大,适当调整缝线张力4、压脚压力太大或太小,适当调整压脚压力5、小压脚失去上下灵活运动,大小压脚之间嵌入缝线或生锈,清除大小压脚之间异物,生锈外除锈或更换锈压脚线迹不良1、线的粗细不一,改用较好的缝线2、夹线器工作不正常,清除夹线器内杂尘,使过线平顺3、过线器定位不正确,调整针线、弯针线、绷针线的张力4、过线孔不光滑,打磨或抛光过线孔针洞1、直机针针尖钝或发毛,更换机针2、与缝料比较,机针太粗,改用较粗的机针3、针板眼太小或起边角,把针板眼修圆。

绷缝机发生跳针时的调整方法
1.检查绷缝机的针和其他部件之间的摩擦情况。
首先,确保针是正确
安装并正确定位的。
如果针不正确安装或定位不准确,它可能会与其他部
件摩擦,导致跳针问题。
可以试着重新安装针,确保它在正确的位置上,
并能够顺畅地移动。
2.检查绷缝机的针眼大小。
如果针眼太小,针就会难以通过,从而导
致跳针。
可以尝试更换合适大小的针眼,并确保针能够自由通过。
3.调整绷缝机的缝纫速度。
如果缝纫速度过快,针可能会无法及时刺
入织物中,从而导致跳针。
可以将缝纫速度调整为较慢的节奏,以减少这
种情况的发生。
4.检查绷缝机的张力调整是否合适。
过紧或过松的张力都可能导致跳
针问题。
可以逐渐调整绷缝机的张力调整器,直到找到一个适合的张力,
使针能够顺畅地工作。
5.清洁和润滑绷缝机。
积尘和缺乏润滑可能会导致绷缝机部件之间摩
擦不畅,从而引起跳针。
定期清洁绷缝机,并在需要时进行润滑,以确保
其正常运行。
6.检查织物类型和厚度。
一些织物类型或厚度较大的织物可能需要更
加适合的针和线,以减少跳针问题。
可以尝试使用适合特定织物的针和线,看看是否能够解决这个问题。

绷缝机发生跳针时的调整方法发生跳针时的调整方法1:在缝制厚料或较厚的叠缝,因机针在穿下缝料时产生弯曲偏斜机时引起的跳针一:选用规格较大一点的针二:请确认:当弯针从左极限位置向右返回支左侧机针相遇时,左侧机针的针头应正好在弯针头部背上的斜面上距后侧面很近,刚好与弯针头部相碰三:调正前护针的高度当弯针从右向左穿支各机针背后,弯针尖端来到左侧机针的中心线时,前护针的定位线应钱在高于左侧机针针尖2MM的位置上,此时前护针与左侧机针和间隙为0MM。
一:因机针线的供线量不足机时引起的跳针1:将针线过线板的位置调低一些2:将针线的挑线量大一些3:调节针杆挑线调节杆的高度位置,当机针下降到最低点时,针杆挑线杆的表面应比针杆挑线杆的穿线孔中心略高一些,标准调节杆和上面表机针杆调线杆的穿线孔中心处于相同高度。
4:使用小压线线板一:缝制薄料时,因机针线的供结量过多针线发生的扭转缠绕机而出现的跳针1:将针线挑线杆,挑线量调小点2:将针线过线板的位置制调到标准高度3:将针杆挑线调节杆的高度调到标准位置4:不使用小压线板5:变动一下护针的位置,高于左侧机针会尖2MM左右。
一、缝薄料时。
因弯针线的供线量过多,当弯针从左极限位置向右返回时机针勾不住弯针机时跳针:1:弯针从左极限位置向右返回到与左侧机针相遇时,左侧机针的针尖应正好在弯针头部背的斜面上与弯针头部背接触2:弯针挑结凸轮的位置是否根据所用的弯针线品种不同而作相应的调整,当糨针从载向右退回与左侧机针相遇弯针与机针的相互位置应处于风旯弯针线从凸轮的最高外脱落,用棉线时机针尖下降到弯头部底处3:检查一下弯针挑线凸轮过线板是否处在符合使用条件的状态一、缝薄料时,由于机针线被针板的小舌缠绕,弯针线的收结状况不好机时发生的跳针1:当弯针从左极限位置向右返回支与左侧机针相遇时左侧机针的针尖该正好要弯针头部背的斜面上。
绷缝机—BQ500左针4mm;中针1.4mm;右针前后间隙。
弯针与机针,针板的关系:1弯针同常装到弯针摇臂到底,也可以使弯针最高时与针板最小落差为1mm2弯针平面对正角度为3—5度(一般不需调节)3三根机针平行,且处于针板孔中心4弯针最右时,弯针尖距右针一般为4mm(弹性面料可稍低)5针杆由下向上,弯针尖高出针孔为1.4mm6弯针与左前针相距0.05—0mm7针杆由上向下,机针与弯针背面最薄处为0.1—0.2mm8在前面正确的情况下,顺机运转,针杆由上向下,左针孔中心基本能对准弯针中心里(后)护针片与针的关系:1针杆由下向上,当弯针刚勾进线环时,护针片最前(0mm或略微摩擦)2护针片平推三针,使机针与弯针间隙平行或略微摩擦3护针片与针孔下平面平齐或略低(护针片的上平面与勾针下平面至少要有超过线粗细的间隙)外护针片:当弯针勾进线环时,护针片与机针相距—0.1—0—0.3mm弯针与机针,护针片,三点同步的综合关系:1弯针最右时,针杆最下,弯针最左时,针杆最上2针杆由上向下,弯针刚勾进线环时,弯针最里(3—4mm间距处向左移动时,已经完成了由前向后的运动),针杆最低时,弯针最右,针杆回升,弯针轴开始后移,刚勾进线环时,弯针已经移到里面,整过过程,一定要以针杆摇臂轴为第二参照物,在结合弯针同步细心观察。
3针杆由上向下,从弯针背面刺下与弯针交叉时,机针尖刚好与弯针槽平齐,此时,机针从弯针最薄处刺下。
4机器按正常运转方向,当弯针尖刚勾进右针线时弯针为起始最里,弯针一直从右运转到左针,做左右移动。
5弯针刚勾进线环时,里护针片最外。
(第二,第三根针应在后护针片由前向后转换期内,直到勾完第三根针才开始后退。
6三点同步:针杆由上向下,牙齿由上向下,当针尖与针板平齐时,牙齿也平行。
a 确认牙齿高度b 确认针杆高度c 利用下断裂轴调节(如有平面,对准即可)d 利用同步带调节绷针1绷针最右时,其叉口处在缝线右约1—2mm2绷针尖与左机针相距0.3—0.5mm3绷针最左时,最右机针在缝线前面套入(一般不要移动针杆,适度调节绷针上面的两辅助件)4绷针尽可能装高,以利压脚弯针与挑线凸轮:1弯针最左时,挑线凸轮的直平面(大平面凹口处)平齐,开始右移时,其平面接触缝线2左机针下降,即将接近弯针背面的凹面时,挑线凸轮的大半径应将缝线绷紧,随后,最小半径将线放松针杆由上向下,三线环同时偏大,弯针距不大的情况下,可调节上打线器。
绷缝机工作原理一、简介绷缝机,是一种专为缝制针织毛衣、梭织毛衣、编织服装等具有层叠、缩褶、移位等问题的衣物而设计的缝纫机。
其名称源于英文“stitching machine”的音译,是服装加工中常用的一种机械。
绷缝机具有结构紧凑、操作简便、工作效率高、适用范围广等特点,是服装工业中不可或缺的重要设备之一。
二、工作原理绷缝机的工作原理主要基于针、梭、线等基本元素的配合与运动。
当缝纫针穿过衣物时,梭子会带着线按照特定的轨迹运动,使得线在衣物内部形成连续的线圈,从而达到缝合衣物的目的。
具体来说,绷缝机的工作过程可以分为以下几个步骤:1.送布阶段:当缝纫针穿过布料时,送布机构将布料向前推送一定距离,为下一步的进针做准备。
2.进针阶段:随着送布机构的继续推动,缝纫针再次穿过布料,梭子带着线按照预定的轨迹运动,完成进针动作。
3.退梭阶段:在进针完成后,梭子会迅速退回到初始位置,为下一次的进针做好准备。
4.拔针阶段:当缝纫针完成一个行程后,拔针机构会将针拔出布料,至此完成一针的缝合动作。
在整个工作过程中,绷缝机可以根据需要选择不同的针距、线迹、缝速等参数,以适应不同种类的衣物和工艺要求。
三、特点1.高效率:绷缝机具有较高的缝合速度,能够大幅提高生产效率,降低生产成本。
2.适用范围广:绷缝机可以适应不同材质、厚度和形状的衣物,广泛应用于毛衣、梭织服装、编织服装等领域。
3.操作简便:绷缝机的操作相对简单,容易上手,经过简单培训即可熟练操作。
4.灵活多变:绷缝机可以通过更换不同的模具和调整参数来实现不同的针距、线迹和缝速等效果,满足不同的工艺需求。
5.维护方便:绷缝机的结构相对简单,维修保养较为方便,降低了使用成本。
四、应用范围由于绷缝机具有上述特点,其应用范围十分广泛。
在毛衣生产中,可以利用绷缝机处理毛衣的层叠、缩褶等问题,提高产品质量和生产效率。
在梭织服装领域,可以利用绷缝机对服装进行缝合和修整,使其更加美观和耐用。
绷缝机卷下摆的技巧绷缝机是一种常见的缝纫设备,广泛应用于服装制作、家居装饰等领域。
在使用绷缝机进行缝制时,卷下摆的处理是一项非常重要的技巧,不仅影响着缝制效果,还关系到服装的舒适度和美观度。
本文将从绷缝机卷下摆的原理、注意事项和技巧三个方面进行介绍,帮助读者掌握这一关键技能。
一、绷缝机卷下摆的原理绷缝机卷下摆是指将布料的下摆部分卷起来,形成一定的弧度,使得缝制出来的服装更加贴合身体曲线,更加美观。
卷下摆的原理主要依靠绷缝机的两个关键部件:压脚和拨动杆。
压脚是绷缝机上的一个金属部件,可以通过螺丝等固定在机头上,用于将布料固定在缝纫板上。
当缝制到下摆处时,压脚会将布料向下压紧,形成一定的弧度。
拨动杆是绷缝机上的一个手柄,可以控制缝纫机的运动轨迹。
当需要卷下摆时,只需轻轻拨动杆,让缝纫机的针头沿着下摆的弧度运动,就可以缝制出卷下摆的效果。
二、绷缝机卷下摆的注意事项虽然绷缝机卷下摆的原理比较简单,但实际操作中还是需要注意一些细节,才能缝制出高质量的服装。
以下是一些需要注意的事项: 1.选择合适的针头和线材在缝制卷下摆时,需要选择合适的针头和线材。
一般来说,针头的尺寸应该与面料的厚度相匹配,线材的颜色和质量也应该适合所缝制的服装。
如果使用的针头太细或线材太弱,就可能导致卷下摆不够牢固,甚至出现脱线的情况。
2.控制缝纫速度和力度卷下摆时,需要控制好缝纫机的速度和力度,以避免针头折断或是面料被拉扯变形。
一般来说,缝制卷下摆时可以稍微放慢缝纫机的速度,同时加强手部的力度,让针头顺着下摆的弧度运动。
3.注意布料的摆放方向在缝制卷下摆时,需要注意布料的摆放方向。
一般来说,下摆的弧度应该与身体曲线相符合,同时也要考虑到布料的纹理和花样。
如果摆放方向不正确,就可能导致缝制出来的服装不够贴身,影响美观度。
三、绷缝机卷下摆的技巧除了注意以上事项外,还有一些技巧可以帮助缝制者更好地掌握绷缝机卷下摆的技巧。
以下是一些实用的技巧:1.练习手部协调能力卷下摆需要缝制者手部的协调能力,可以通过练习手部协调能力来提高缝制效率。
书山有路勤为径;学海无涯苦作舟
绷缝机的作用和分类
绷缝机的作用和分类
一、绷缝机的作用
绷缝机是由两个或两个以上缝针与一个弯针相互配合,形成部分
400级多线链式经迹或600级覆盖线迹的缝纫机。
绷缝机的最大特点是不管其有几根缝针,其成缝器弯针都只有一个,由弯针所带的底线与所有的缝针线环进行穿套,因此在线迹的反面总是形成网状结构。
这也是绷缝机与链缝机的最大区别。
绷缝线迹的主要特点是线迹呈扁平的网状,能将缝料的边缘很好地覆盖起来,起到防止缝料边缘脱散的作用。
因此,绷缝线迹除了具有良好的弹性和延伸性,强力高,拉伸性好的特点外,还能有效地防止面料边缘的脱散,同时又极具装饰效果。
二、绷缝机的分类
随着科学技术的发展及人们生活水平的提高,针织服装的品种越来
越多,对缝制质量的要求也越来越高。
为了满足缝制不同品种及缝制针织服装不同部位的需求,绷缝机的种类也越来越多,功能越来越强。
采用不同的分类方法可分为不同的类型。
目前常用的分类方法主要有如下两种:(一)按机器的外形分类
根据绷缝机的外形不同,可分为平床型绷缝机和圆筒形绷缝机等。
平床型绷缝机的缝料支撑部分比较宽大,适合用于尺寸比较大的部位的缝制,或用于平形衣片的拼接缝等,如针织服装下摆的缝制或裤子裆部的拼接等。
圆筒形绷缝机的缝料支撑部分呈比较细的圆筒形,适合用于尺寸比较小的圆筒形产品的缝制,如袖子或领子等部位的缝制。
(二)按缝针的数量及缝线根数分类
专注下一代成长,为了孩子。