塑料平底漏铲塑料模具后模型芯及铜电极的设计与加工
- 格式:pdf
- 大小:1.98 MB
- 文档页数:3

塑料模具设计与制造工艺流程塑料模具设计与制造工艺流程一、引言塑料模具是一种用于制造塑料制品的重要工具,它具有成本低、加工效率高、可大批量生产等优点,被广泛应用于汽车、家电、电子产品等各个领域。
本文将详细介绍塑料模具设计与制造的工艺流程。
二、模具设计1.产品分析:首先需要对要制造的塑料制品进行全面的分析,包括产品的尺寸、形状、结构和功能等方面。
通过分析可以确定所需模具的类型、材料和工艺。
2.模具结构设计:根据产品分析的结果,进行模具结构设计。
模具结构设计包括顶出、翻斜、分模、脱模等方面的考虑,以确保产品能够顺利脱模。
3.模具零件设计:对整个模具进行分解,设计各个零部件的形状和尺寸。
常见的模具零件包括模板、螺杆、模芯、顶针等。
设计时要考虑零件的强度、刚度和耐磨性等因素。
4.模具装配设计:根据模具零件设计的结果进行模具的装配设计,确保各个零部件之间的配合精度和加工精度要求。
5.模具设计验证:对设计的模具进行验证,包括结构强度、脱模性能、产品加工性能等方面的测试和分析。
如果存在问题,需要进行相应的修改和优化。
三、模具制造1.原材料准备:根据模具设计的结果,准备所需的模具材料,通常使用的材料有钢材和铝合金等。
根据不同情况选择合适的材料。
2.粗加工:将材料进行粗加工,包括锻造、剪切、车削等步骤,使材料初步呈现出设计要求的形状和尺寸。
3.精加工:对粗加工的模具零部件进行精加工,包括铣削、磨削、钻孔等步骤,使零部件达到设计要求的精度和表面光洁度。
4.热处理:对加工好的模具零部件进行热处理,通过控制温度和时间等参数,使零部件具有良好的硬度和韧性。
5.装配调试:将加工好的零部件进行装配调试,在装配过程中进行配合精度和尺寸精度的检测和调整,确保模具的正常使用。
四、模具试模1.试模准备:在进行试模前,需要对模具进行清洁和润滑处理,确保模具表面的光洁度和顺滑度。
2.材料预热:根据所使用的塑料材料,对材料进行预热处理,使其达到适宜的流动性和熔融温度,以便顺利注入模具。

塑料制品铜嵌件埋入方式设计·热熔螺母热熔埋置是最常见、最通常的埋入方式,一般以热熔机及手工电烙铁埋钉。
·注塑螺母注塑成型埋置一般对螺母的孔径要求很严格,孔径管控在0.05mm以内,因为产品以Molding Pin固定后放置于射出成型模具中,螺母孔径要以注塑成型机的PIN针的大小来管控。
·超声螺母超声埋置是一种通过超声振动,使螺母与工件表面及内在分子间的磨擦而使传处到接口的温度升高,当温度达到此工件自身的软化温度时,将螺母埋植于胶件中,当震动停止,工件同时在一定的压力下冷却定形。
塑胶孔设计与螺母选择螺母基本尺寸塑胶基本尺寸注:D:螺母外径L:螺母长度d:螺母底座C:塑胶孔径W:塑胶孔壁厚Y:塑胶孔深塑胶孔与螺母的选择参数1、d尺寸为螺母底座,也称导向定位部分,在埋入前与塑胶C部分配合,因此螺母底端d部分要比塑胶BOSS内孔径C尺寸小,以方便定位;2、D尺寸为螺母外径,它与塑胶BOSS内孔径C尺寸相配,一般手机螺母塑胶内孔径比螺母外径小约0.25-0.3mm;3、L尺寸为螺母长度,它与塑胶BOSS孔深度Y尺寸配合,一般塑胶孔深比螺母高(长)度大0.5-1.0mm的深度用于储胶;4、W为塑胶孔壁厚,一般塑胶BOSS孔肉厚为0.8-1.0mm以上,螺母尺寸规格越大,肉厚越大。
(见下表参数)螺牙Thread 外径D 长度L塑胶孔径塑胶肉厚W 直径C 深度YM1.2*0.25 2.3 2.02.03.00.82.53.53.04.03.54.5M1.2*0.25 2.5 2.02.23.00.82.53.53.04.03.54.5M1.4*0.3 2.3 1.82.02.80.8 2.0 3.02.53.53.04.0M1.4*0.3 2.35 2.02.13.00.82.53.53.04.04.05.0M1.4*0.3 2.5 2.0 2.2 3.0 0.8备注:以上皆为建议数据,如有其它所需尺寸将可另行制作!塑胶BOSS孔尺寸开立大小的影响若:塑胶与螺母选择上无问题,螺母埋入塑胶后标准状态如图(一)所示:若:螺母尺寸太小,塑胶BOSS孔太大,螺母埋入塑胶后吃不到胶,会产生扭拉力不足现象如图(二)所示:若:螺母尺寸太大,BOSS孔太小,会产生溢胶或者爆裂现象如图(三)所示:如螺母尺寸与塑胶尺寸都没有问题,还有异常现象发生,那我们通常会考虑通过一些优化设计来改善;例1、塑胶BOSS孔深较浅,会产生扭拉力不足由于BOSS孔深度较浅,如选择双斜纹的螺母,在螺母各尺寸比例调配下,特别是压花上,压花段差较短,这样的螺母埋入塑胶后,压花吃胶面的塑胶太少,会产生扭拉力不足现象,所以一般建议,将BOSS孔深设在2.5mm以上,螺母尺寸长度一般建议做2.0mm以上。
目录引言 (1)一、电极设计的概述 (1)(一)电极设计的思路分析 (1)(二)电极设计的原则 (2)(三)电极的命名 (3)二、电极设计的工艺 (4)(一)电极材料的选取 (4)(二)零件的放置和图层设置 (5)(三)电极的评审与出图 (5)(四)电极设计、下料尺寸的规定 (6)三、铜电极的加工 (9)(一)铜电极的加工工艺分析 (9)(二)铜电极加工时注意的事项 (10)总结 (11)引言当塑料注射模的型腔和型和芯的结构比较复杂,材料比较硬,模具型腔或型腔上有深孔,柱,小圆角,复杂曲面以及尖角时,受刀具的硬度和规格尺寸等特性的限制,无法使用数控加工出全部的余量是,此时需要设计与加工出电火花加工用的电极,用电火花进行加工。
电火花加工通常会使用容易加工的铜料做放电电极,俗称铜电极。
一、铜电极设计的概述随着时代的高速发展,塑料产品越来越多的被人们所使用,在生活中无处不在,塑料模具行业随之也得到飞快的发展,汽车行业在塑料产品中有着非常重要的地位。
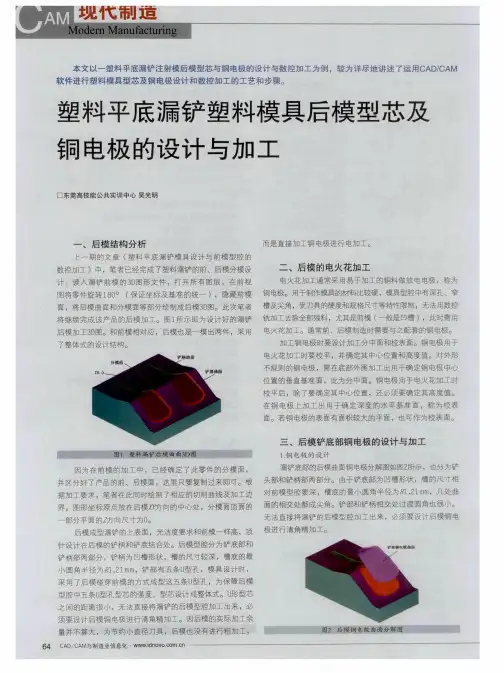
见图1-1,汽车表盘的塑料模具模仁图。
如果只靠单纯的CNC加工,基本上是不可能加工出所需的外型与工艺的。
比如有直角和圆角等,因为刀具形状与长度等因素加工不出的,就需要电火花加工,电极设计随之而来。
图1-1汽车表盘的塑料模具模仁图(一).电极设计的思路分析1.首先要查看整套模具的装配文档,区分出模具零件的靠破面以及成品区域,按照加工工艺确认镶件、斜顶、滑块等是否需要配合放电。
2.根据零件要求和CNC加工能力判断需设计电极的区域,同时考虑零件配作的放电区域。
能CNC加工的尽量要CNC加工,纹面除外。
电极设计时要考虑CNC的加工能力,CNC的加工能力初步定义为直径小于8mm的刀具加工深度为其直径的5倍,如加工时间小于0.5小时的加工深度可以适当加长到7倍。
直径大于8mm的刀具加工深度为其直径的7倍,如加工时间小于1.5小时的加工深度可以适当加长到其直径10倍。
3.优先设计零件单独的放电区域,再设计零件配合的加工区域。
电极设计加工教程思美创(广州)科技有限公司技术工程师赖新建★在进行电极设计之前,先来了解电极的一些知识。
什么是电极?电极是指在模具中需要放电区域的一个反向模型,通常是通过铣削铜料或石墨而得到的;实际上 , 电极比实际要得到的形状要小一些;它是电腐蚀加工的重要组成部分。
电极也叫作铜公,因为它是铜料做成的。
从设计的角度讲,电极包括放电区、延伸面、底座或碰数台、夹柄。
如下图:★ CimatronE 进入电极设计环境有两种途径:一是从菜单中选命令;二是点击图标;弹出“电极设定精灵”对话窗口。
如下:在对话窗口“电极设定精灵”中,我们要知道各项设置的最终结果。
如下:★从右侧的工具条点选(“抽取电极”),框选需放电范围的曲面—>(按鼠标中键——>后按确定。
(在此过程中暂且不用设置其它参数)。
注意:右侧的工具条除了外的其它图标都是灰色。
★看“特征对话框”中,AU-01 电极已经生成,图中电极的曲面已变为紫色(其实就是复制了放电的曲面),其中紫色(放电曲面颜色)是可以通过菜单“工具—>设定的(后有讲述)。
以下是要对电极AU-01进行编辑。
首先要激活它,可选中AU-01鼠标左键双击或按下鼠标右键弹出菜单并选中。
如下图:其中要注意图形、图档名称及右侧工具条的变化。
★把灯关闭,点变为等角视图,点构建电极底座,当然要设置一些参数,中分别作用是电极底座以选取放电曲面为中心的、电极底座以选取放电曲面为合适取长宽、为电极标示方向而做缺角。
如下:其它有些参数如下:★鼠标左键点去选取建立座标的点(点是建立底座时就生成的三点);也可以对—>进行编辑,详见如下:★轮廓功能:其实是组合曲线,当一些曲面边界无法用自动轮廓功能自动连接时使用。
实际工作中,可先用。
如下:★在轮廓生成后,接着点,其功能和一些使用方法如下:**其它的一些用法,也可以在下拉列表框中选并设置最小距离=2再按应用,结果如下:让延伸曲面到同一水平。