压铆件基本知识
- 格式:ppt
- 大小:2.74 MB
- 文档页数:40

標準件、壓鉚件基本常識
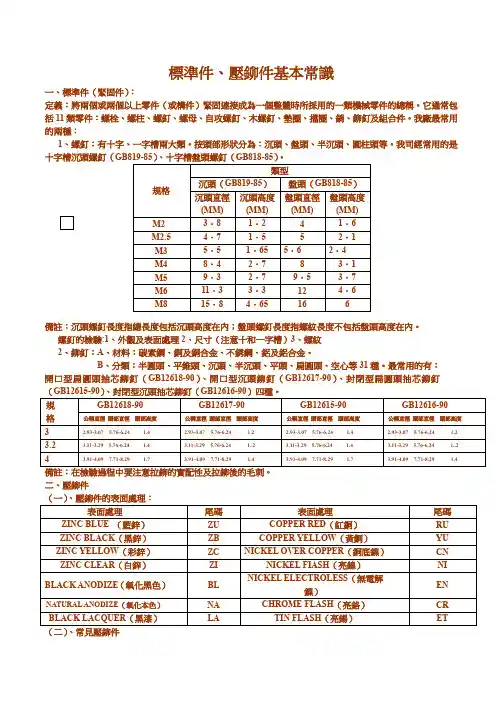
一、標準件(緊固件):
定義:將兩個或兩個以上零件(或構件)緊固連接成為一個整體時所採用的一類機械零件的總稱。它通常包括11類零件:螺栓、螺柱、螺釘、螺母、自攻螺釘、木螺釘、墊圈、擋圈、銷、鉚釘及組合件。我廠最常用的兩種:
1、螺釘:有十字、一字槽兩大類。按頭部形狀分為:沉頭、盤頭、半沉頭、圓柱頭等。我司經常用的是十字槽沉頭螺釘(GB819-85)、十字槽盤頭螺釘(GB818-85)。
備註:沉頭螺釘長度指總長度包括沉頭高度在內;盤頭螺釘長度指螺紋長度不包括盤頭高度在內。
螺釘的檢驗:1、外觀及表面處理2、尺寸(注意十和一字槽)3、螺紋
2、鉚釘:A、材料:碳素鋼、銅及銅合金、不銹鋼、鋁及鋁合金。
B、分類:半圓頭、平錐頭、沉頭、半沉頭、平頭、扁圓頭、空心等31種。最常用的有:開口型扁圓頭抽芯鉚釘(GB12618-90)、開口型沉頭鉚釘(GB12617-90)、封閉型扁圓頭抽芯鉚釘(GB12615-90)、封閉型沉頭抽芯鉚釘(GB12616-90)四種。
規格 GB12618-90 GB12617-90 GB12615-90 GB12616-90
公稱直徑 頭部直徑 頭部高度 公稱直徑 頭部直徑 頭部高度 公稱直徑 頭部直徑 頭部高度 公稱直徑 頭部直徑 頭部高度
3 2.93-3.07 5.76-6.24 1.4 2.93-3.07 5.76-6.24 1.2 2.93-3.07 5.76-6.24 1.4 2.93-3.07 5.76-6.24 1.2
3.2 3.11-3.29 5.76-6.24 1.4 3.11-3.29 5.76-6.24 1..2 3.11-3.29 5.76-6.24 1.4 3.11-3.29 5.76-6.24 1..2

1.目的
规范检验标准用语,明确产品要求,统一检验标准。
2.适用范围
适用于本公司产品压铆件扭力标准。
3.抽样方案
按GB2828-2003,一般检验Ⅱ级水平进行抽样。
按AQL值:严重缺陷(CRI)AC=0,RE=1,重缺陷(MAJ)=0.65,轻缺陷(MIN)=1.0。
4、1型号为S、CLS压铆螺母安装力、推力、扭力值。
产品类型 螺纹型号 铆接厚度代码 安装板材质 安装力(KN) 推出力(N) 扭出力(N)
S及CLS M2
M2.5
M3 0
5052铝板 6.7~8.9 280 0.9
1 400 1.13
2 750 1.47
0
冷轧板 11.2~15.6 470 1.47
1 550 1.7
2 1010 2.03
S及CLS M3.5 0
5052铝板 11.2~13.5 280 1.8
1 400 1.92
2 840 2.5
0
冷轧板 13.4~26.7 480 1.8
1 570 2.3
2 1210 2.3
S及CLS M4 0
5052铝板 11.2~13.4 300 2.37
1 470 2.6
2 970 4
0
冷轧板 18~27 490 2.95
1 645 4
2 1250 5.1
S及CLS M5 0
5052铝板 11.2~15.6 300 3
1 480 3.6
2 845 5.7
0
冷轧板 18~38 530 3.6
1 800 4.5
2 1112 6.8
S及CLS M6 0
5052铝板 18~32 750 7.9
1 970 10.2
2 1580 14.1
0
冷轧板 27~36 900 13
1 1380 17
2 1760 17
S及CLS M8 1 5052铝板 18~32 1570 13.6
2 18.1
1 27~36 1870 18.7 文件名称:
文件编号:
版本/版次 A/0 第1页 共13页
※ ※※ ※

一. 、、 一 聚焦高企
中航工业沈飞民用飞机有限责任公司为中国航空工业集团公司旗下的民机制造骨干企业,主营业务为民用飞机及零部件
的设计、制造、试验、生产、销售及相关业务和进出口贸易。 公司以“打造中国一流民用飞机制造企业,创造自主品牌,振兴民族工业,实现航空报国”为宗旨,自20世纪80年代以来,
先后承担了波音公司、英宇航、德哈维兰、洛克希德等8个国家l4家民用飞机制造商和航空公司的转包生产订单。目前,与波 音、空客、庞巴迪等国际航空业巨头均有合作项目,产品涉及多种型号的飞机,合作趋势由单纯的产品制造延伸到产品的设计、
试验、售后、适航取证等领域。沈飞民机公司拥有国际先进水平的飞机装配、整机试验、可靠性试验、飞行试验技术及设备和先 进完整的航空产品制造生产线,特别在钛合金机械加工、大型复杂结构件的数控加工、复合材料加工等方面均处于国内领先地
位,具备各类干线、支线飞机大部件制造能力和通用飞机研制能力。
公司勇于创新,重视员工发明创造,积极为员工提供科研创新平台,形成了比学赶超的工作氛围,在国内民用飞机生产领域 处于领先地位,近3年,共获得发明专利1项,实用新型专利4项。发明专利“镀密铬方法”工艺的创新点是将一般工程镀铬和 国内高硬度镀铬及光亮镀铬有机地结合在一起,同时又克服了它们各自的缺点,既符合一般工程镀铬的氢脆要求,又具有工程
镀铬不具备的较高硬度和厚度均匀性,符合国内高硬度镀铬或光亮镀铬所不能达到的氢脆或显微结构要求。国内高硬度镀铬 和光亮镀铬的槽液中一般都含有添加剂,这些添加剂的作用就是提高硬度和镀层的均匀性,但这些添加剂往往会影响到镀层
的氢脆或显微结构。发明专利“镀密铬方法”使公司的镀铬工艺技术达到了国内领先水平,镀密铬生产线通过了美国波音公司 材料工程技术及质量保证部门人员的联合评审,成为国内唯一被波音公司批准的供应商。 实用新型专利“压铆机”是利用掌握的装配基本知识及工作经验,分析了压铆机产生五种变形的原因,有针对性地对原有操 作方法中出现变形的原因进行改进,结合自主设计的手提压铆机窝头进行操作,最终研制成功新型压铆机。新型压铆机在工作

接触器基本知识详解
一、接触器的作用
接触器是一种自动的电磁式开关,适用于远距离频繁地接通或分断交、直流电路及大容量控制电路,属于控制类电器。它不仅能实现远距离自动操作和欠电压释放等保护功能,而且还具有控制容量大、工作可靠、操作效率高、使用寿命长等优点。接触器有主、辅触点,分别用于通断主电路和二次控制回路。
二、接触器的选用
交、直流接触器的选用方法相同,主要有:
1、按接触器的控制对象确定极数、电流种类,选择相应型式的接触器。
2、按主电路的参数,主要是考虑额定电压、额定电流、额定通断能力和耐受过载的能力来确定选择相应的接触器。
3、按控制电路的参数,主要是考虑电磁线圈的电压和电流来确定选择相应的接触器。
4、按工作制选用。例如长期工作制,应选接触器的额定电流要比长时间最大负荷大30%~40%;若为间断长期工作制,则接触器的额定电流可比最大负荷大10%~20%;若为反复短时工作制则视具体情况,可选择接触器的额定电流略大于最大负荷电流。
5、根据系统控制的要求,确定辅助触头的种类、数量和组合形式。对于辅助触头的容量选择,要考虑辅助触头的通断能力和其他参数。 6、对于接触器的接通与断开能力,选用时应注意一些使用类别中的负载,如电容器、钨丝灯等照明器,其接通时电流数值大,通断时间也较长,选用时应留有余量。
7、对于接触器的电寿命及机械寿命,由已知每小时平均操作次数和机器的使用寿命年限,计算需要的电寿命,若不能满足要求则应降容使用。
8、选用时应考虑环境温度、湿度,使用场所的振动、尘埃、化学腐蚀等,应按相应环境选用不同类型接触器。
9、接触器的额定电流应按电动机的额定电流和工作状态来选择。接触器的额定电流应为电动机额定电流的1.3~2倍。
三、交流接触器
1、交流接触器的型号及含义
交流接触器在电路图中的文字符号用KM表示。接触器的图形符号如下图所示。
交流接触器的型号含义说明
2、电磁式交流接触器的结构原理