内径量表使用--内孔测量课件
- 格式:ppt
- 大小:2.52 MB
- 文档页数:16
实验一尺寸测量§1-1用内径千分表或卧式长仪测量内径一、实验目的1.熟悉测量内径常用的计量器具和方法。
2.加深对内尺寸测量特点的了解。
二、实验内容1.用内径千分表测量内径。
2.用卧式测长仪测量内径。
三、测量原理及计量器具说明内径可用内径千分尺直接测量,但对深孔或公差等级较高的孔,则常用内径千分表或卧式测长仪作比较测量。
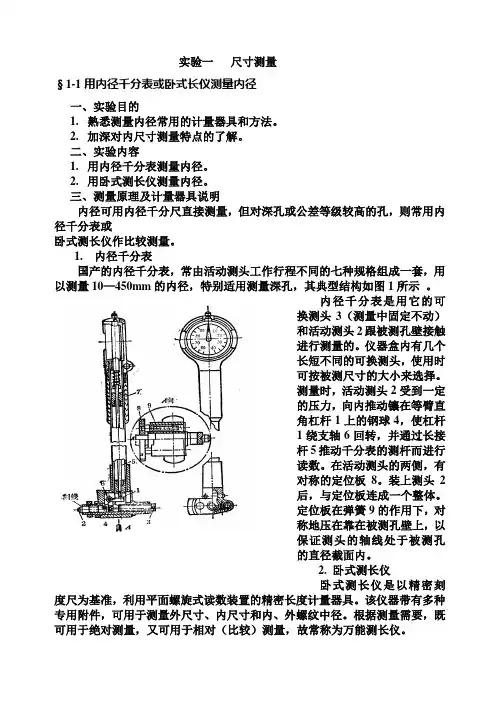
1. 内径千分表国产的内径千分表,常由活动测头工作行程不同的七种规格组成一套,用以测量10—450mm的内径,特别适用测量深孔,其典型结构如图1所示。
内径千分表是用它的可换测头3(测量中固定不动)和活动测头2跟被测孔壁接触进行测量的。
仪器盒内有几个长短不同的可换测头,使用时可按被测尺寸的大小来选择。
测量时,活动测头2受到一定的压力,向内推动镶在等臂直角杠杆1上的钢球4,使杠杆1绕支轴6回转,并通过长接杆5推动千分表的测杆而进行读数。
在活动测头的两侧,有对称的定位板8。
装上测头2后,与定位板连成一个整体。
定位板在弹簧9的作用下,对称地压在靠在被测孔壁上,以保证测头的轴线处于被测孔的直径截面内。
2. 卧式测长仪卧式测长仪是以精密刻度尺为基准,利用平面螺旋式读数装置的精密长度计量器具。
该仪器带有多种专用附件,可用于测量外尺寸、内尺寸和内、外螺纹中径。
根据测量需要,既可用于绝对测量,又可用于相对(比较)测量,故常称为万能测长仪。
卧式测长仪的外观如图2所示。
在测量过程中,镶有一条精密毫米刻度尺(图3a 中的6)的测量轴3随着被测尺寸的大小在测量轴承座内作相应的滑动。
当测头接触被 测部分后,测量轴就停止滑动。
图3a 是测微目镜1的光学系统。
在目镜1中可以观察到毫米数值,但还需细分读数,以满足精密测量的要求。
测微目镜中有一个固定分划板4,它的上面刻有10个相等的刻度间距,毫米刻度尺的一个间距成象在它上面时恰与这10个间距总长相等,故其分度值为0.1毫米。
在它的附近,还有一块通过手轮3可以旋转的平面螺旋线分划板2,其上刻有十圈平面螺旋双刻线。

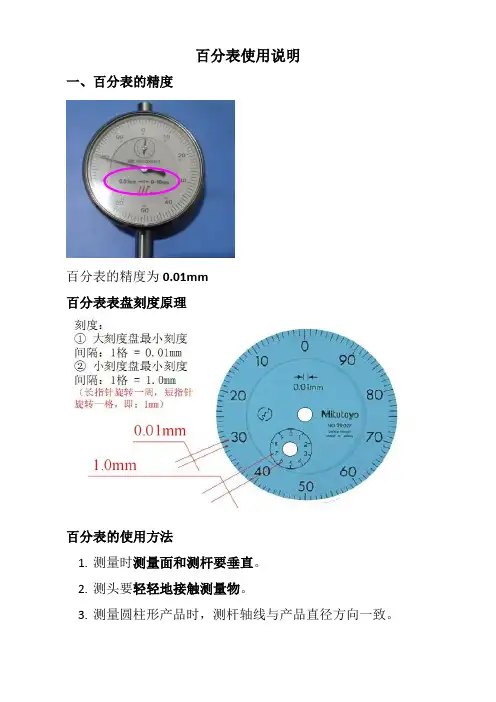
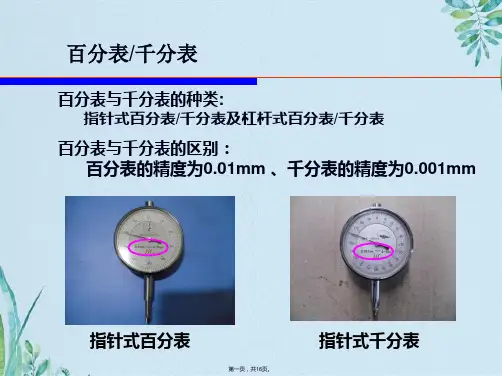
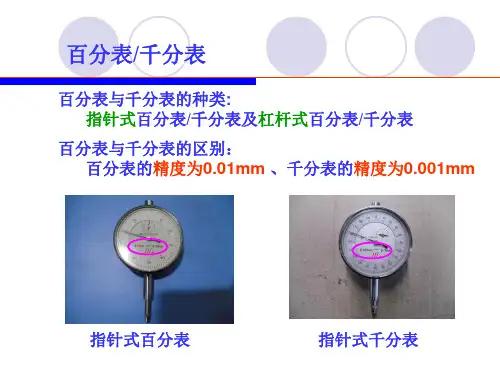
百分表使用说明一、百分表的精度百分表的精度为0.01mm百分表表盘刻度原理百分表的使用方法1.测量时测量面和测杆要垂直。
2.测头要轻轻地接触测量物。
3.测量圆柱形产品时,测杆轴线与产品直径方向一致。
内径量表使用说明一、 内径量表概述内径量表被广泛应用于机械加工行业,是测量内孔尺寸较高精度的量具。
它是内量杠杆式测量架和百分表的组合,将测头的直线位移变为指针的角位移的计量器具。
采用比较测量方法测量通孔、盲孔及深孔的直径或形状误差。
二、内径量表的使用方法检验量具是否OK ?先重复3次轻轻推百分表的测量头,看指针是否回归原位。
看测量杆是否磨损。
把百分表插入量表直管轴孔中,压缩百分表,小指针在0.5mm 处固定表头。
选取并安装可换测头,紧固(装入测头的长度比实际被测尺寸大0.2-0.3mm )。
测量时手握隔热装置。
根据被测尺寸调整零位。
三、内径量表的校准使用方法1、选择校对环规或外径千分尺.用棉丝或软布把固定测头擦净。
2、用手压几下活动测头,百分表指针移动应平稳、灵活、无卡滞现象。
然后对零,一手压活动测头,一手握住手柄,将测头放入对好尺寸的外径千分尺内,使固定测头不动。
在轴向平面左右摆动内径表架,找出最小读数。
3、转动百分表刻度盘,对好零位后,把内径百分表取出。
4、对好零位后的百分表,不要松动夹紧手柄,以防零位发生变化;5、测量时一手握住上端手柄,另一手握住下端活动测头,倾斜一个角度,把测头放入被测孔内,然后握住上端手柄,左右摆动表架,找出表的最小读数值;该点的读数值就是被测孔径与环规孔径之差。
规格:6-10mm 、10-18mm 等 精度:0.01mm 规格:18-35mm 、35-50mm 、50-160mm 等 精度:0.01mm。
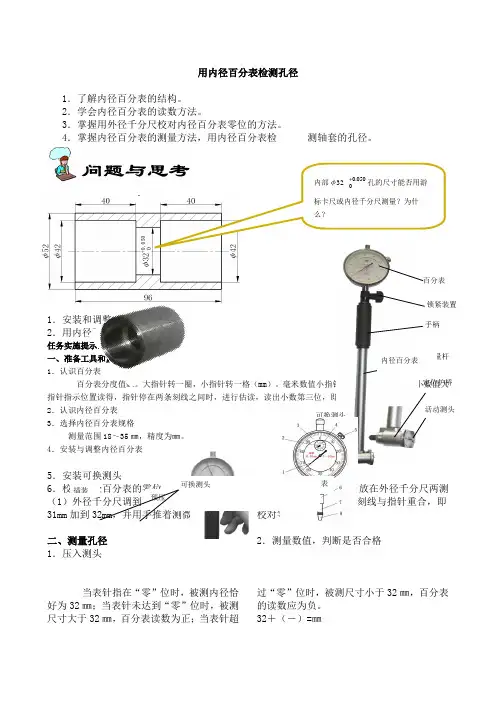
用内径百分表检测孔径1.了解内径百分表的结构。
2.学会内径百分表的读数方法。
3.掌握用外径千分尺校对内径百分表零位的方法。
4.掌握内径百分表的测量方法,用内径百分表检 测轴套的孔径。
1.安装和调整内径百分表。
2.用内径百分表检测孔径 。
任务实施提示:一、准备工具和量具 1.认识百分表百分表分度值㎜。
大指针转一圈,小指针转一格(mm )。
毫米数值小指针转过格数读得,毫米小数值大指针指示位置读得,指针停在两条刻线之间时,进行估读,读出小数第三位,即微米(um )。
2.认识内径百分表 3.选择内径百分表规格测量范围18~35㎜,精度为㎜。
4.安装与调整内径百分表5.安装可换测头6.校正内径百分表的零位 (1)外径千分尺调到32mm ,调整时,应从31mm 加到32mm ,并用手推着测微螺杆。
(2)内径百分表两测头放在外径千分尺两测砧间,使其表盘上的零刻线与指针重合,即校对零位。
二、测量孔径 1.压入测头2.测量数值,判断是否合格当表针指在“零”位时,被测内径恰好为32㎜;当表针未达到“零”位时,被测尺寸大于32㎜,百分表读数为正;当表针超过“零”位时,被测尺寸小于32㎜,百分表的读数应为负。
32+(-)=㎜+50.000内部φ32050.00+孔的尺寸能否用游标卡尺或内径千分尺测量?为什么?锁紧预压 插装百分表锁紧装置 手柄测量杆定位护桥 活动测头可换测头内径百分表 百分表可换测头使用内径百分表的注意事项1.使用前,检查是否有缺陷,尤其可换测头和固定测头的球面部分2.装百分表时,夹紧力不宜过大,且有一定预压缩量(1mm)3.校对零位时,选取一个相应尺寸的可换测头,并使活动测头在活动范围的中间位置,校对好后,检查零位稳定性4.装卸时,先松开锁紧装置,不允许硬性插入或拔出5.使用完毕,百分表和可换测头取下擦净,并涂油防锈,放入专用盒内保存6.如果使用中发现问题,不允许继续使用、拆卸修理,应送计量部门检修。
内径量表使用方法内径量表是用来测量物体内部直径的工具,也称为孔径量规。
它常被用于机械加工、制造和装配过程中,用来检测和测量孔洞的尺寸。
下面我将介绍内径量表的使用方法,帮助你正确使用它。
第一步:了解内径量表的结构和零件:内径量表通常由测头、主轴、定位杆、量程调整手轮和刻度盘等组成。
测头可以移动,主要用来测量孔洞的内部直径。
定位杆主要用来固定内径量表,避免在测量过程中产生摇晃。
量程调整手轮用来调整内径量表的量程大小,以适应不同尺寸的孔洞。
第二步:校准内径量表:在使用内径量表之前,需要确保它的测量结果准确可靠。
可以通过将内径量表放在一个已知精度的孔洞中,然后调整刻度盘上的刻度,使其显示出已知孔洞的尺寸。
如果显示的结果与已知尺寸一致,说明内径量表的校准正确,可以进行下一步操作。
如果不一致,需要重新校准。
第三步:选择合适的量程:在测量之前,需要根据孔洞的尺寸选择合适的内径量表量程。
量程调整手轮通常位于内径量表的一侧,可以根据需要旋转手轮,调整量程大小。
应选择略大于孔洞尺寸的量程,以确保测量结果精确。
第四步:安装内径量表:在测量之前,需要将内径量表安装在要测量的孔洞中。
首先,将定位杆插入孔洞中,调整测头位置,使其与孔洞的内壁紧密接触。
然后,使用定位杆固定内径量表,避免在测量过程中产生摇晃。
第五步:进行测量:在安装好内径量表后,可以开始进行测量。
慢慢旋转刻度盘,直到测头与孔洞内壁完全接触。
然后,记录刻度盘上的读数,这将是孔洞的内部直径尺寸。
第六步:处理测量结果:测量结果通常以刻度盘上的读数来表示。
为了获得更精确的结果,可以重复测量几次,并取平均值。
还可以比较测量结果与要求尺寸的差异,评估产品的质量。
如果测量结果与要求尺寸相差太大,可能需要进行调整或修复。
第七步:保养和存储:在使用完内径量表后,需要进行适当的保养和存储。
首先,清洁内径量表的各个部分,保持其干净。
然后,可以使用适当的防锈剂进行防锈处理。
最后,将内径量表放置在干燥通风的地方,避免受潮和损坏。