铣刀的种类及应用共44页文档
- 格式:ppt
- 大小:3.98 MB
- 文档页数:44
铣床刀具种类和介绍及应用铣床作为一种重要的机床,广泛应用于金属加工制造中。
而铣刀作为铣床的切削工具,种类繁多,下面就常见的铣刀种类及其介绍、应用进行详细阐述。
1.面铣刀:面铣刀是铣床上最常用的刀具之一,主要用于平面加工、开槽、槽铣等操作。
面铣刀可分为单刃面铣刀、多刃面铣刀和立铣刀。
单刃面铣刀正适用于小孔加工和薄壁零件加工,多刃面铣刀适用于高效率平面加工,而立铣刀适用于铣削凹槽。
2.立铣刀:立铣刀用来加工深槽、切削负荷较大的工件。
立铣刀通常分为直柄式立铣刀和锥柄式立铣刀,直柄式立铣刀适用于一般深槽加工,锥柄式立铣刀适用于深槽的一般铣削和各种形状的凹槽铣削。
3.球头铣刀:球头铣刀主要用于加工弧面、倒角、圆形凹槽等工艺,特点是切削轮廓与实体球体相同或近似,切削效果良好,加工表面质量高。
球头铣刀分为立刃球头铣刀和斜刃球头铣刀两种类型,不同类型适用于不同的加工需求。
4.侧铣刀:侧铣刀是刃部平行于旋转轴线的刀具,适用于加工凸出在面上的棱角、槽和平面。
侧铣刀根据刃片安装方式的不同,又可以分为刃片式侧铣刀和整体式侧铣刀两种类型。
刃片式侧铣刀适用于工件切削较薄的加工,整体式侧铣刀适用于需要较大进给量和较高切削效率的加工。
5.齿轮铣刀:齿轮铣刀是专门用于加工齿轮的刀具。
根据不同的齿轮加工要求,齿轮铣刀可分为有倒角的直齿轮铣刀、无倒角的直齿轮铣刀、弧齿轮铣刀、螺旋齿轮铣刀等各种类型。
齿轮铣刀通常需要配合齿轮铣刀专用设备使用,以保证高精度的齿轮加工效果。
6.切槽铣刀:切槽铣刀适用于切割宽槽或深槽,常用于开槽、刨槽等工艺。
根据不同的加工要求,切槽铣刀可分为平底切槽铣刀、圆底切槽铣刀、斜刃切槽铣刀等不同类型。
切槽铣刀的选择要根据具体的工件材料、形状和加工要求来确定。
7.立铰刀:立铰刀是用于加工铰孔的刀具,主要用于铰削孔底面与侧壁之间的角或内孔端面与侧壁之间的角,常用于铰床和铣床上。
立铰刀的种类繁多,选择时需要根据铰孔的尺寸、材料和形状来确定。
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
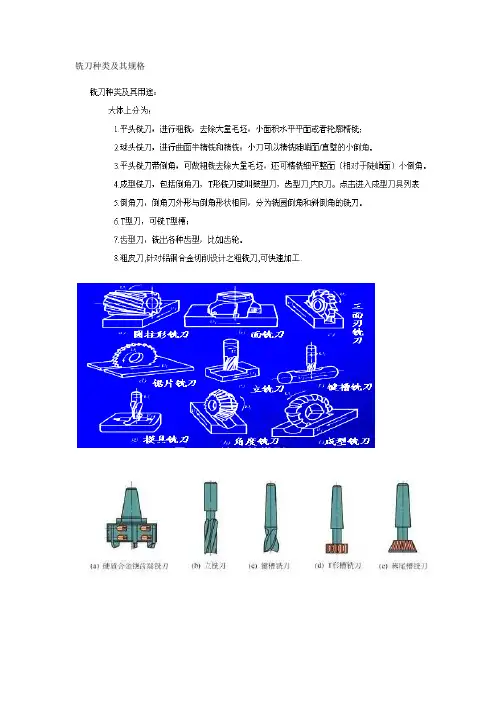
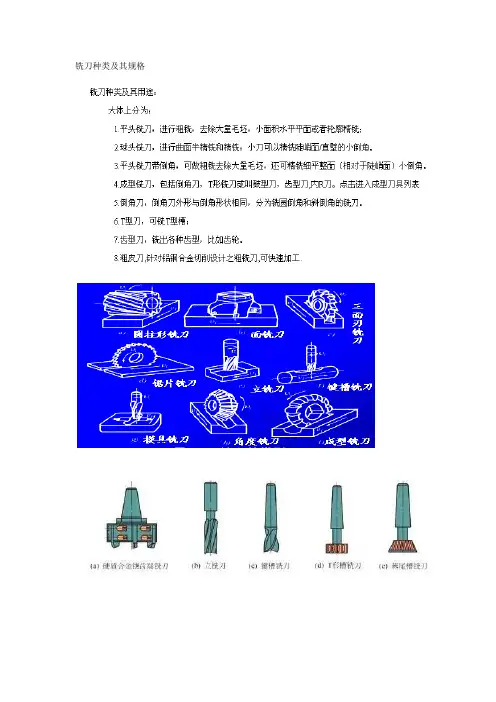
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣刀的种类及主要用途介绍铣刀是一种金属切削工具,广泛应用于机械加工领域。
根据其形状、材质和用途的不同,铣刀可以分为多种类型。
下面将介绍一些常见的铣刀类型及其主要用途。
1. 面铣刀面铣刀是最常见的铣刀类型之一,也是最基本的铣刀类型。
它的刀具体积大、结构复杂,适用于加工平面、槽口、曲面、齿轮等零件。
常见的面铣刀有平铣刀、侧铣刀和T型铣刀。
- 平铣刀:平铣刀刀片与工件平行运动,削除工件表面的金属,用来加工平面,也可以用来进行镗孔、钻孔和铰孔等工序;- 侧铣刀:侧铣刀刀片与工件垂直运动,用来加工槽口和步进面等,常用于开槽、切割薄板材和切削深度较大的工件;- T型铣刀:T型铣刀形状像字母“T”,适用于加工T型槽、倒角、削平工件突出部分等。
2. 刀柄铣刀刀柄铣刀是指刀柄上带有铣刀刀片的刀具。
根据刀柄的不同,刀柄铣刀可以分为平口刀柄铣刀、面铣刀柄和冰雪蔓柄铣刀等。
- 平口刀柄铣刀:平口刀柄铣刀适用于大型铣削机床,一般用于面铣,可加工较大工件;- 面铣刀柄:面铣刀柄一般是用于加工轮廓结构和大尺寸工件的平铣刀柄,适用于立式铣床和龙门铣床;- 冰雪蔓柄铣刀:冰雪蔓柄是一种先进材料,具有较大的散热面积和良好的散热性能,适用于加工高硬度和高速切削的材料。
3. 端铣刀端铣刀是一种用于加工平面的铣刀类型,具有较高的刚性和切削负荷能力,适用于粗加工或者深入加工的工件。
根据刀片形状的不同,端铣刀可以分为面半切削端铣刀和排屑量较大的端铣刀。
- 面半切削端铣刀:面半切削端铣刀刀片断面的连续曲线为面半切削,刀片安装在刀架上,可用来加工各种粗加工工序;- 排屑量较大的端铣刀:排屑量较大的端铣刀可以高效排屑,适用于高速切削和重切削条件下的铣削。
4. 槽铣刀槽铣刀是一种特殊形状的铣刀,常用于开槽和切槽工艺。
根据槽宽和刀片形状的不同,槽铣刀可以分为等宽槽铣刀、窄槽铣刀、U型槽铣刀、T型槽铣刀等。
- 等宽槽铣刀:等宽槽铣刀切削刀具刃部均匀分布,适用于加工等宽槽;- 窄槽铣刀:窄槽铣刀用于加工窄槽,其形状相对较窄;- U型槽铣刀:U型槽铣刀形状如字母“U”,适用于加工U型槽;- T型槽铣刀:T型槽铣刀形状如字母“T”,适用于加工T型槽。
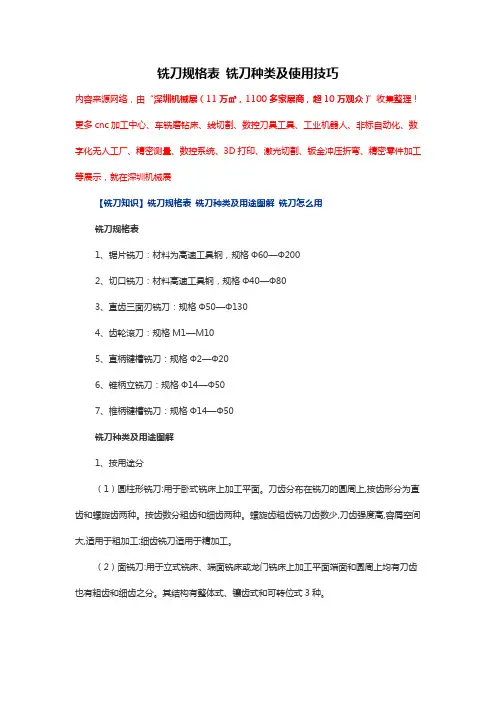
铣刀规格表铣刀种类及使用技巧内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展【铣刀知识】铣刀规格表铣刀种类及用途图解铣刀怎么用铣刀规格表1、锯片铣刀:材料为高速工具钢,规格Ф60—Ф2002、切口铣刀:材料高速工具钢,规格Ф40—Ф803、直齿三面刃铣刀:规格Ф50—Ф1304、齿轮滚刀:规格M1—M105、直柄键槽铣刀:规格Ф2—Ф206、锥柄立铣刀:规格Ф14—Ф507、椎柄键槽铣刀:规格Ф14—Ф50铣刀种类及用途图解1、按用途分(1)圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
(2)面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
(3)立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
(4)三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
(5)角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
(6)锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′-1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
2、按结构分(1)整体式:刀体和刀齿制成一体。
(2)整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
(3)镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
2铣刀的种类和结构特点2铣刀的种类和结构特点铣刀是一种用于金属加工的切削工具,主要用于铣削加工中,通过旋转切削来加工零件表面,其种类和结构特点有以下几种:一、分类:1.面铣刀:也称立面铣刀,主要用于铣削平面。
2.锥铣刀:也称锥铣刀或圆柱锥铣刀,用于加工台面斜面或开槽。
3.T型槽铣刀:用于加工T型槽。
4.刀盘铣刀:也称背刀铣刀,用于加工凹槽和细长槽。
5.桥式铣刀:也称园弧形铣刀,用于铣削弧形和孔。
6.镗铣刀:用于铣削和镗孔。
二、结构特点:1.主刃:也称主刀片,是铣刀的主要切削部位,能够进行较大的切削量。
主刀片的形状分为直刃和螺旋刃两种,直刃适用于铣削切削力较小的材料,而螺旋刃适用于铣削切削力较大的材料。
2.刃数:铣刀的刃数决定了其切削效率和表面质量。
一般来说,刃数越多,切削效率越高,但每个刃的切削力较小,表面质量也较好;刃数越少,切削效率越低,但每个刃的切削力较大,表面质量也相应变差。
3.刀体形状:铣刀的刀体也有多种形状,如直柄、拉刀柄等,每种形状适应不同的加工条件和机床结构。
4.刀柄:也称刀杆,是将铣刀与机床主轴相连接的部分,可以选择不同直径、长度和型号的刀柄,以适应不同的加工要求。
5.冷却装置:冷却液可以通过刀具内部进行直接冷却,降低加工温度,提高切削性能。
特别是在高速切削时,冷却装置尤为重要。
6.刀座:刀座是将铣刀安装在机床上的部件,可以选择不同型号和尺寸的刀座,以适应不同的铣削加工要求。
总结起来,铣刀的种类有面铣刀、锥铣刀、T型槽铣刀、刀盘铣刀、桥式铣刀和镗铣刀等。
其结构特点包括主刃、刃数、刀体形状、刀柄、冷却装置和刀座等。
每种铣刀的结构特点都应根据具体的加工要求进行选择和调整,以确保加工质量和生产效率。
铣刀的特点及应用范围铣刀是一种用于金属材料加工的切削工具,广泛应用于各个行业。
下面我将介绍铣刀的特点及其应用范围。
铣刀的特点有以下几个方面:1. 多刃切削:铣刀通常具有多个刀齿,可以同时进行多个切削过程,提高了加工效率。
同时,多齿切削可以减小每个刀齿的负荷,提高切削稳定性,并减少了刀具与工件的摩擦和热量。
2. 高效率:铣刀具有高精度、高速度和高加工效率的特点。
它可以在较短的时间内完成大量的切削工作,适用于大规模生产。
3. 可变性强:铣刀可根据工件的加工要求进行不同的切削方式。
通过更换不同形状和规格的刀具,可以实现各种形状的零件,从简单平面加工到复杂的曲面加工。
4. 精度高:铣刀的刀具设定调整精确,可以达到较高的加工精度,满足各种精密零件制造的要求。
5. 加工范围广:铣刀适用于各种金属材料的加工,如钢、铸铁、有色金属等。
不仅可以进行切削、开槽和坡口加工,还可以进行复杂的曲面加工,如雕刻、粗铣和精铣等。
根据不同的加工需求,铣刀可以分为以下几种类型:1. 平面铣刀:平面铣刀是最常见的一种铣刀类型,适用于平面切削加工。
它主要用于平面零件的加工,例如平面铣削、开槽和坡口等。
2. 槽铣刀:槽铣刀用于加工狭缝或槽道。
它有不同形状的刀齿,可以进行不同形状的槽铣,如T型槽、V型槽和U型槽等。
3. 端铣刀:端铣刀用于进行轴向切削。
它可以加工工件的端面,比如平面、倒角和法兰等。
4. 面铣刀:面铣刀适用于加工大面积的切削。
它具有多个刀齿,可以同时进行大面积加工,提高了加工效率。
5. 刀具配合铣刀:刀具配合铣刀适用于进行配合加工。
它可以与不同形状和尺寸的刀具配合使用,实现内外圆柱面、内外锥面和槽面等的配合加工。
铣刀的应用范围非常广泛,涵盖了各个行业,如机械制造、汽车制造、船舶制造、航空制造等。
具体应用如下:1. 机械制造:铣刀在机械制造领域中起着至关重要的作用。
它可以用于加工各种机器零件,如齿轮、螺纹、凸轮、传动轴等。
2. 汽车制造:铣刀在汽车制造中起到了关键的作用。
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
常用铣刀种类
1)盘铣刀
一般采用在盘状刀体上机夹刀片或刀头组成,常用于端铣较大的平面。
2)端铣刀
端铣刀是数控铣加工中最常用的一种铣刀,广泛用于加工平面类零件,图1是两种最常见的端铣刀。
端铣刀除用其端刃铣削外,也常用其侧刃铣削,有时端刃、侧刃同时进行铣削,端铣刀也可称为圆柱铣刀。
3)成型铣刀
成型铣刀一般都是为特定的工件或加工内容专门设计制造的,适用于加工平面类零件的特定形状(如角度面、凹槽面等),也适用于特形孔或台。
图2示出的是几种常用的成型铣刀。
4)球头铣刀
适用于加工空间曲面零件,有时也用于平面类零件较大的转接凹圆弧的补加工。
5)鼓形铣刀
主要用于对变斜角类零件的变斜角面的近似加工。
除上述几种类型的铣刀外,数控铣床也可使用各种通用铣刀。
但因不少数控铣床的主轴内有特殊的拉刀装置,或因主轴内孔锥度有别,须配制过渡套和拉杆。
铣刀种类及规格含图)————————————————————————————————作者:————————————————————————————————日期:铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
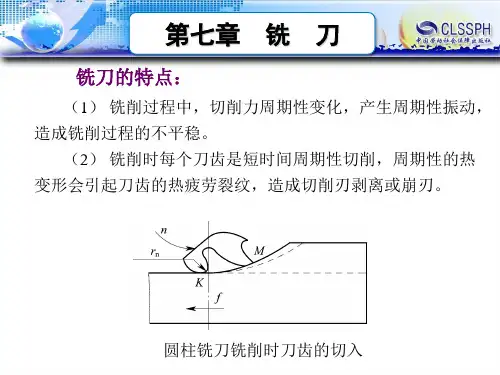
铣刀的种类及选择铣刀为多齿回转刀具,其每一个刀齿都相当于一把车刀固定在铣刀的回转面上。
铣削时同时参加切削的切削刃较长,且无空行程,Vc也较高,所以生产率较高。
铣刀种类很多,结构不一,应用范围很广,按其用途可分为加工平面用铣刀、加工沟槽用铣刀、加工成形面用铣刀等三大类。
通用规格的铣刀已标准化,一般均由专业工具厂生产。
现介绍几种常用铣刀的特点及其适用范围。
1.圆柱铣刀圆柱铣刀如如下。
它一般都是用高速钢制成整体的,螺旋形切削刃分布在圆柱表面上,没有副切削刃,螺旋形的刀齿切削时是逐渐切人和脱离工件的,所以切削过程较平稳。
主要用于卧式铣床上加工宽度小于铣刀长度的狭长平面。
根据加工要求不同,圆柱铣刀有粗齿、细齿之分,粗齿的容屑槽大,用于粗加工,细齿用于精加工。
铣刀外径较大时,常制成镶齿的。
2.面铣刀面铣刀,主切削刃分布在圆柱或圆锥表面上,端面切削刃为副切削刃,铣刀的轴线垂直于被加工表面。
按刀齿材料可分为高速钢和硬质合金两大类,多制成套式镶齿结构,刀体材料为40Cr。
高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数Z=10~26。
硬质合金面铣刀与高速钢铣刀相比,铣削速度较高、加工表面质量也较好,并可加工带有硬皮和淬硬层的工件,故得到广泛应用。
硬质合金面铣刀按刀片和刀齿的安装方式不同,可分为整体式、机夹一焊接式和可转位式三种。
面铣刀主要用在立式铣床或卧式铣床上加工台阶面和平面,特别适合较大平面的加工,主偏角为90°的面铣刀可铣底部较宽的台阶面。
用面铣刀加工平面,同时参加切削的刀齿较多,又有副切削刃的修光作用,使加工表面粗糙度值小,因此可以用较大的切削用量,生产率较高,应用广泛。
3.立铣刀立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
由于普通立铣刀端面中心处无切削刃,所以立铣刀工作时不能作轴向进给,端面刃主要用来加工与侧面相垂直的底平面。
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。