轧制机械设备
- 格式:ppt
- 大小:2.28 MB
- 文档页数:37
轧钢机有哪些结构组成?轧钢机是用来轧制金属材料的机器设备,其结构组成分为以下部分:1. 机身轧钢机的机身是由底座和上部压辊组成的。
底座是轧钢机的主体结构,通常采用铸件或整体焊接加工而成。
上部压辊被固定在机身上,起到挤压金属材料的作用。
2. 传动系统传动系统包括电动机和机械传动装置,用来带动上部压辊运转。
电动机提供驱动力,而机械传动装置则负责将电动机的旋转方向和转速转化为适合压辊转动的转速和方向。
3. 冷却系统轧钢机在工作过程中会产生大量热量,如果不及时散热可能会对机器设备造成损伤。
因此,冷却系统就显得十分重要了。
一般来说,冷却系统由水冷系统和风冷系统两部分组成,用来冷却设备内部传递的热量。
4. 辊道系统辊道系统主要包括工作辊、支辊和传动辊等,用来辅助完成轧制材料的作用。
工作辊是轧钢机的核心部件之一,它是通过上下运动来挤压金属材料达到轧制的目的。
支辊则主要起到固定和支撑辊道的作用,能够提高轧制材料的精度。
传动辊则作为传递动力的媒介,起到连接传动系统和工作辊的作用。
5. 控制系统轧钢机的控制系统包括线路电路和控制器等。
电路主要用来将传感器和执行元件连接起来,控制器则用来设置轧制过程的参数,并对设备的工作状态进行监测,以实现智能轧制。
6. 配件轧钢机的配件包括润滑系统、除尘系统、废气处理系统和防护系统等,这些配件在设备的使用过程中都起到了非常重要的辅助作用。
润滑系统能够降低设备的摩擦系数,提高轧制效率;除尘系统则能够减少粉尘对人体和环境的危害;废气处理系统则能够减少工作中产生的污染物对环境的影响;防护系统则能够保证工作人员的人身安全。
以上就是轧钢机的主要结构组成,不同类型和规格的轧钢机结构也有所不同,但整体功能和组成方式都是差不多的。
板带轧制设备现状与发展趋势板带轧制设备现状与发展趋势1.引⾔现代的钢铁企业是由炼铁、炼钢和轧钢三个主要的⽣产系统组成的,轧钢⽣产是钢铁⼯业⽣产的最终环节。
现代轧钢技术与装备以板带⽣产为代表。
板带⽣产从产品和⽣产⼯艺上主要分为冷轧带钢和热轧带钢两⼤领域。
按产品品种的不同,⼜有碳钢、不锈钢、硅钢等热、冷轧⼯艺。
板带钢的⽣产设备依据其⽣产⼯艺的不同⽽设备组成也有较⼤的差异。
轧机是实现板带轧制过程的设备,泛指完成轧材⽣产全过程的装备﹐包括有主要设备、辅助设备、起重运输设备和附属设备等。
但⼀般所说的轧机往往仅指主要设备。
2.轧制设备的历史回顾2.1 世界轧机发展历史据说在14世纪欧洲就有轧机,但有记载的是1480年意⼤利⼈达·芬奇设计出轧机的草图。
1553年法国⼈布律列尔轧制出⾦和银板材,⽤以制造钱币。
此后在西班⽛、⽐利时和英国相继出现轧机。
1728年英国设计⽣产了圆棒材轧机。
英国于1766年有了串列式⼩型轧机,19世纪中叶,第⼀台可逆式板材轧机在英国投产,并轧出了船⽤铁板。
1848年德国发明了万能式轧机,1853年美国开始⽤三辊式的型材轧机,并⽤蒸汽机传动的升降台实现机械化。
接着美国出现了劳特式轧机。
1859年建造了第⼀台连轧机。
万能式型材轧机是在1872年出现的;20世纪初制成半连续式带钢轧机,由两架三辊粗轧机和五架四辊精轧机组成。
近⼏⼗年来,发达国家在这轧制设备及技术上的则发展更为迅猛。
2.2 国内轧机发展概况50年代,我国从原苏联引进了鞍钢1700热连轧机和1700可逆式冷轧机及相应的⽣产技术,该装备技术⽔平属当时世界先进⽔平。
60年代我国⾃主设计制造了2800、4200⼤型板轧机和1700热连轧机,其机械、电⽓传动等装备均国产,这些⾃主制造设备⽐当时国际⽔平是落后⼀些,主要表现在⽆厚度⾃动控制系统(AGC)。
70年代武钢1700热、冷连轧机引进,使我国轧钢技术达到了当时世界上的先进⽔平,国内也开展了AGC的⼯业实验和推⼴应⽤。

无锡轧机设备参数一、介绍轧机是一种用于将金属材料加工成不同尺寸和形状的设备,广泛应用于钢铁工业中。
无锡轧机设备作为国内知名的机械设备制造企业,其参数对于设备的性能和工作效率具有重要影响。
二、参数一:轧制力轧制力是衡量轧机设备强度的重要参数之一。
它指的是设备在轧制过程中对金属材料所施加的力的大小。
轧制力的大小直接影响到轧制的效果和设备的工作稳定性。
三、参数二:轧制速度轧制速度是指轧机设备在进行轧制过程时的线速度。
它的大小决定了轧机设备的工作效率和加工能力。
在选择合适的轧制速度时,需要考虑到金属材料的特性和所需加工效果。
四、参数三:辊缝大小辊缝大小是指设备轧制辊之间的间隙。
辊缝大小的调整直接影响到金属材料的厚度和表面光洁度。
较小的辊缝可以得到更薄的金属板材,但也增加了设备的能耗和维护难度。
五、参数四:辊径辊径是指设备轧制辊的直径。
辊径的大小对于设备的轧制能力和稳定性起着重要作用。
通常情况下,辊径越大,设备的轧制能力越强,但同时也增加了设备的体积和成本。
六、参数五:辊长辊长是指设备轧制辊的长度。
辊长的大小影响到轧制材料的长度。
较大的辊长可以实现更长的轧制材料,但同时也增加了设备的重量和成本。
七、参数六:驱动功率驱动功率是指设备运行所需的电力功率。
驱动功率的大小决定了设备的工作效率和能耗水平。
合理选择驱动功率可以提高设备的生产效率和节约能源。
八、参数七:控制系统控制系统是指设备的自动化控制系统。
它对设备的运行状态进行监控和调节,保证设备的安全性和稳定性。
控制系统的先进程度直接影响到设备的智能化程度和工作效率。
九、总结无锡轧机设备的参数是影响其性能和工作效率的重要因素。
轧制力、轧制速度、辊缝大小、辊径、辊长、驱动功率和控制系统等参数的合理选择和调整,可以提高设备的加工能力、稳定性和工作效率。
无论是对于轧机设备的选购还是在使用过程中的调整优化,了解和掌握设备参数的含义和影响因素是至关重要的。
希望本文所提及的参数可以为相关人员提供一定参考,以便更好地应用无锡轧机设备进行金属材料的加工。
热轧设备介绍什么是热轧设备热轧设备是用于将金属坯料加热至适宜的温度,然后通过辊道系统将其压制、轧制成所需厚度和形状的金属板材的设备。
热轧设备主要用于钢铁、铝和铜等金属的加工和生产。
热轧是一种热态形变加工方法,在金属材料的塑性变形阶段进行,可以改变原始坯料的形状和尺寸,以达到特定的需求。
热轧设备的工作原理热轧设备实际上是由多个部分组成的复杂系统。
其中包括加热炉、辊道系统、压下机构以及冷却水系统等。
整个热轧过程主要分为四个步骤:加热、压下、轧制和冷却。
加热加热是热轧过程的第一步,它的目的是将金属坯料加热至适宜的温度。
通常使用的加热方式有火焰加热、电阻加热和感应加热等。
加热炉是热轧设备中的重要组成部分,它能够提供高温环境来加热金属坯料。
压下压下是热轧设备的第二步,它用于将加热后的金属坯料压制成所需的形状和尺寸。
压下是通过辊道系统实现的,辊道系统中的上、下辊通过压下机构对金属坯料进行压制。
轧制轧制是热轧设备的核心步骤,它在压下的基础上,通过多次辊道的连续轧制,使金属坯料逐渐变薄,并且实现所需的宽度和表面质量。
辊道系统中的辊道数量和布局会根据所需的轧制过程进行设计。
冷却冷却是热轧设备的最后一步,它用于将轧制后的金属板材迅速冷却至室温,使其具备足够的强度和硬度。
冷却通常通过冷却水系统来实现,通过冷却水的喷淋或浸水方式,将金属板材迅速冷却。
热轧设备的应用热轧设备在钢铁、铝和铜等金属加工行业都具有广泛的应用。
钢铁行业钢铁是热轧设备的主要应用对象之一。
热轧设备可以对热轧钢坯进行加工,生产出各种规格和厚度的热轧钢板。
这些热轧钢板广泛用于建筑、汽车、航空航天和机械制造等行业。
铝行业铝也是热轧设备的常见应用对象之一。
热轧设备可以对铝坯进行加工,生产出各种规格和厚度的铝板。
铝板具有重量轻、强度高、耐腐蚀等特点,广泛应用于航空航天、交通运输和建筑等领域。
铜行业铜在电子、通信和电气行业中有重要的应用,热轧设备可以对铜坯进行加工,生产出各种规格和厚度的铜板。
轧管机的工作原理简介1. 轧管机的工作原理简介轧管机是一种用于制造金属管材的机械设备。
它通过将金属材料经过多次轧制,使其形成所需的管材形状和尺寸。
在轧制过程中,轧管机主要通过热轧或冷轧两种不同的工艺来完成。
下面将介绍轧管机的工作原理以及它的关键组成部分。
2. 热轧轧管机的工作原理热轧轧管机主要用于加工高温金属坯料,如钢坯。
它的工作原理可以概括为以下几个步骤:步骤一:物料预热将钢坯通过加热炉等设备进行预热。
这么做的目的是提高钢材的可塑性,使其更容易塑性变形。
步骤二:入口端对齐将预热后的钢坯送入轧管机,通过辊道和辊缝的定位,将钢坯的入口端对齐,以确保轧制的准确度和稳定性。
步骤三:辊道轧制在钢坯进入辊道后,它会被传送到辊缝之间。
辊道上的辊子组按照一定规律布置,当钢坯经过时,辊子组作用下的压力使得钢坯逐渐变薄并改变形状。
这一步骤通常需要多个辊子组的连续作用,以实现所需的深度和形状。
步骤四:尺寸定型经过一系列的轧制后,钢坯的形状和尺寸已经接近最终要求。
此时,进一步通过调整和矫正辊缝间距、辊子组的排布等方式,以确保钢坯的精度和尺寸满足要求。
步骤五:产出经过尺寸定型后,经过轧制的钢坯被切割成所需长度,并通过传送带等方式将成品管材输送到下一个制造环节,如焊接或后续的加工工艺。
3. 冷轧轧管机的工作原理与热轧轧管机相比,冷轧轧管机主要用于加工室温下的金属坯料,如冷轧钢板。
其工作原理与热轧轧管机类似,但有一些区别。
冷轧轧管机不需要对金属坯料进行预热,因为它们已经处于室温下。
在入口端对齐之后,钢坯进入辊道,经过一系列的辊子组轧制,使其形成所需形状和尺寸。
不同之处在于,冷轧过程中对钢板施加的压力较小,以避免在金属坯料加工过程中出现塑性变形不良或其他结构性问题。
冷轧轧管机通常需要进行多次轧制,以逐渐达到所需尺寸和形状。
与热轧相比,冷轧后的成品管材表面更加光滑,并且具有更高的尺寸精度。
4. 轧管机的关键组成部分无论是热轧还是冷轧轧管机,它们都由一些关键组成部分构成,以实现其工作原理。


轧钢机械标准一、基础标准基础标准是为保证轧钢机械设备的正常、稳定运行,对基础性事项进行统一规定的技术性标准。
基础标准主要包括以下几个方面:1. 术语和符号:对轧钢机械设备的专业术语和图形符号进行统一规定,以利于信息的互通和技术的交流。
2. 精度要求:对轧钢机械设备的精度进行规定,包括设备本身的制造精度、安装精度以及使用过程中的精度保持等。
3. 公差与配合:规定轧钢机械设备的公差与配合标准,以确保设备在制造、安装和使用过程中的互换性。
4. 材料与热处理:对轧钢机械设备所使用的材料和热处理工艺进行规定,以确保设备具有足够的强度、韧性和耐磨性。
5. 尺寸与形位公差:规定轧钢机械设备的尺寸和形位公差,以确保设备在正常运行过程中的准确性和稳定性。
6. 表面粗糙度:对轧钢机械设备的表面粗糙度进行规定,以降低设备运行时的摩擦阻力和磨损。
7. 润滑与密封:规定轧钢机械设备的润滑和密封要求,以确保设备在运行过程中的润滑效果和防止泄漏。
二、产品质量标准产品质量标准是为保证轧钢机械设备的性能和质量而制定的一系列标准。
主要包括以下几个方面:1. 产品分类:根据轧钢机械设备的性能、用途和特点,进行分类和命名,以便于管理和使用。
2. 产品质量要求:对轧钢机械设备的性能和质量进行详细规定,包括设备的精度、效率、可靠性、安全性等。
3. 产品试验方法:规定轧钢机械设备的试验方法和检验规则,以确保产品的性能和质量符合要求。
4. 产品标志与包装:规定轧钢机械设备的标志和包装要求,以确保产品在运输和使用过程中的安全和完整性。
三、试验方法标准试验方法标准是为保证轧钢机械设备的性能和质量而制定的一系列试验方法和技术要求。
主要包括以下几个方面:1. 试验准备:规定试验前的准备工作,包括试验场所、试验设备、试样制备等。
2. 试验程序:规定试验的具体程序和步骤,包括试验方法的选取、试验数据的记录和分析等。
3. 试验结果评定:对试验结果进行评定和分析,以确保产品的性能和质量符合要求。

试论轧钢机械设备的故障诊断与机械设备安全运转的重要关系摘要:轧钢机械设备用途很广泛,主要用来轧制各种钢种,在生产实践中具有结构合理、操作简便等优点。
但目前轧钢设备中仍然存在着不少复杂的问题,不仅给设备的安全运转造成障碍,还可能引发冶金企业的经济损失与安全事故,因此必须搞好轧钢机械设备的故障收集与诊断工作,并开发与研究新的技术方法,从而实现机械设备的安全运转。
关键词:故障诊断运转平衡1 轧钢设备当前存在的问题当前轧钢机械设备存在不少故障问题,给设备的安全运行以及企业良好稳定的经济效益等带来了负面影响,主要有如下问题。
1.1 转子振动不平衡当转子安装时存在偏心度会造成转子运转的不平衡。
地脚松动引起的振动具有较明显的非线性特征,而由零配件松动引起的振动则特征不明显。
1.2 电机振动异常电动机作为旋转机械的一种,容易发生机械与电气故障,具体有转子不对中、摩擦以及松动等。
转子与定子间不均匀的磁力以及不稳定的电压所造成的电机异常振动为机械故障,而突发性的断点所导致的电机振动中断为电气故障。
1.3 齿轮机械振动异常齿轮是轧钢机械的重要部件,齿轮面磨损以及齿根的断裂是齿轮机械的主要故障。
齿轮的旋转速度主要受到负载波动幅度的影响,可以通过判断齿轮故障来确定轧钢机械是否正常工作。
技术人员可通过分析齿轮振动的齿合频率分布与变频情况来判断齿轮运行状态。
1.4 滚动轴承故障滚动轴承有内圈、外圈以及保持架等部件组成。
滚动轴承在运行中如果各个组件的频率高于或低于标准计算值都会引起滚动轴承故障,严重影响到轧制机械设备的正常工作。
如果搬运过程中粗心、安装不当、没有对中、轴承倾斜、轴承选用不当,润滑失效、负责不合适等,都会造成滚动轴承故障。
另外轴承在工作中容易烧损,常常会造成大的热停工,而一台轧机减速机的轴承烧坏,至少需要6个小时以上的时间进行修复,会造成严重的经济损失。
2 确保机械设备安全运转的重要性冶金行业中,工作连续性强,对安全可靠性的要求很高,一个小小的故障就可能导致冶金轧制过程的停止,甚至导致重大的安全事故发生。

轧车基本知识(上)轧制是一种金属加工工艺,它通过摩擦和压缩在金属材料表面产生强度和形状,使其能够满足特定性能和形状要求。
在车间中,轧车是轧制工艺的主要设备,不仅能够进行轧制处理,还能够完成许多其他的加工和改良工程。
轧车包括以下几部分:轧辊、定位装置、驱动装置和传动系统等。
轧辊是脚踏车组成的核心部件,它包括轴承和滚轮,可以提供滚动表面使材料受到动压作用,从而完成轧制工艺要求的外形和形状。
定位装置用来对材料进行对称扁平度和交叉水平位置的检测,以及对轧制刀具进行定位和安装。
驱动装置是轧车的动力源,通常包括电机和减速机等等件,来给出足够的动力使轧辊平稳地运行,并提供所需的动压和加工尺度。
传动系统是用来连接电机和轧辊的机械设备,它可以把电机传递到轴承和滚轮上,以满足轧制工艺所要求的速度和动力要求。
轧车不仅能够改变金属材料的形状和性能,还可以检测材料的质量,确保工件符合要求。
轧车在当今金属加工行业应用极为广泛,其在金属成型和生产流水线中的地位和作用毋庸置疑。
总而言之,轧车是一种多功能的机械设备,在金属加工行业具有重要的地位,并能够完成大量的加工和改良工作,为工程和制造提供帮助。
Grolling is a metalworking process which produces strength and shape on the surface of metal materials through friction and compression, so as to meet specific performance and shape requirements. In the workshop, rolling mill is the main equipment for rolling process, which can not only complete rolling process, but also complete many other processing and improvement projects.Rolling mill consists of following parts: rolling rolls, positioning device, driving device and transmission system, etc. Rolling rolls are the core parts of the rolling mill, which includes bearings and rolls to provide rolling surface for materials to receive dynamic pressure, so as to complete the required shape and shape required by the rolling process. The positioning device is used to detect the symmetrical flatness and cross level position of the material, and locate and install the rolling tools.The driving device is the power source of rolling mill, which usually consists of motor, reducer and other components to provide enough power to ensure the rolling rolls runsmoothly, and to provide the required dynamic pressure and processing scale. The transmission system is a mechanical device connecting the motor and rolling rolls, which can transmit the power of motor to the bearings and rolls to meet the speed and power requirements of rolling process.Rolling mill can not only change the shape and performance of metal materials, but also detect the quality of materials to ensure the workpiece meets the requirements. Rolling mill is widely used in today's metalworking industry, and its position and role in metal forming and production lines is undoubted.In brief, rolling mill is a multi-functional machine, which plays an important role in metalworking industry and can complete a large number of processing and improvement work to help engineering and manufacturing.。
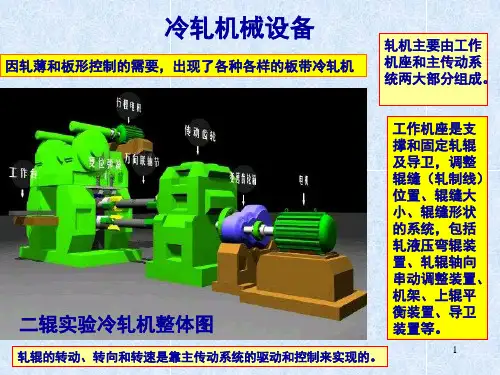
轧钢机的组成
轧钢机是一种用于制造金属板材和金属棒材的设备,通常由以下组成部分组成:
1. 主机:主要由辊子、辊座、机架等部件组成,用于将金属坯料通过辊子的轧制作用进行塑形。
2. 传动系统:用于传递电能或机械能,包括电动机、减速器、联轴器等部件。
传动系统将电能或机械能转化为辊子的运动能量,实现轧制操作。
3. 冷却系统:用于控制轧制过程中金属材料的温度,防止过热和变形。
通常包括冷却液循环系统和冷却设备。
4. 控制系统:用于监测和控制轧制过程的参数,包括轧制力、轧制速度、金属材料温度等。
常见的控制系统包括计算机控制系统和PLC控制系统。
5. 辊缝调整系统:用于调整辊子之间的间隙,以控制金属材料的厚度和形状。
通常包括辊缝调节装置和辊缝控制系统。
6. 辅助设备:包括喷水装置、张力控制装置、卷取装置等,用于增加轧制过程的稳定性和效率。
值得注意的是,轧钢机的组成在不同类型的轧钢机中可能会有所不同,具体的组成和操作方式会根据不同的应用需求而有所区别。
轧钢机工作原理
轧钢机工作原理
轧钢机是一种重要的机械设备,主要用于钢坯或钢卷的压轧或拉伸等加工工艺,这些加工工艺均要求有恒定的推力,并且能够在特定的时间里达到特定的形状。
轧钢机在钢铁行业中的地位十分重要,它是所有重要的钢材加工工艺中的核心设备,能够实现将原料轧制成所需形状的生产目标,从而满足需求。
轧钢机的工作原理非常复杂,主要包括轧辊、卷轧部分、传动部分、操控部分以及附件部分等多个组成部分。
轧辊有3个主要部分,即吸力轧辊、支撑轧辊和控制轧辊,它们能够把钢材、铁块等压制成所要求的形状;卷轧部分包括两个可以两个步调调节的传动轮,主要用于推动钢材铁块经过轧辊;传动部分则是将操作指令转变成机械运动,比如将恒定的电流指令转变成调节电机恒定的转速,从而让轧钢机保持一定的推力;操控部分则是操控轧钢机的电气系统,由控制器、采集机构等组成。
附件部分则是用于切削、支撑及调整的机械装置。
轧钢机的工作原理就是将轧辊内的钢件经过调整后,再通过传动机构,通过电流指令控制调节电机的转速,从而使轧钢机产生恒定的推力,最终将原料轧制成所需形状。
- 1 -。
粗轧机工作原理全文共四篇示例,供读者参考第一篇示例:粗轧机是钢铁行业中常用的一种设备,它主要用于将热轧坯料进行初步压制和变形,以便后续进一步加工。
粗轧机的工作原理是通过辊子的转动和下压,将坯料进行压扁和延展,使得坯料的形状和尺寸得到初步调整。
下面我们一起来详细了解一下粗轧机的工作原理。
粗轧机由机架、辊子、传动机构、压下机构和控制系统等部分组成。
机架是整个设备的支架,辊子通过传动机构连接到电动机,并可以通过控制系统控制辊子的转动和下压。
压下机构则用于调整辊子的下压力,以适应不同的坯料厚度和材质。
在工作时,坯料首先经过加热炉进行加热,使其达到适合进行轧制的温度。
然后,坯料被送入粗轧机的进料口,并通过辊子的运转和下压,逐渐被压扁和延展。
辊子的设计和排列方式会使得坯料在经过不同辊子组合的过程中得到不同程度的压制和变形,从而实现对坯料形状和尺寸的调整。
通过连续的轧制过程,坯料经过粗轧机后会变得更加平整和延展,同时也会减小其厚度和宽度。
这样处理后的坯料可以进一步送入中轧机和精轧机进行进一步加工,最终得到符合要求的板材或型材。
粗轧机的工作原理可以总结为:通过辊子的转动和下压,将坯料进行压制和变形,从而使其形状和尺寸得到初步调整。
粗轧机在钢铁生产过程中起到至关重要的作用,不仅能提高生产效率,还可以提高产品质量和减少生产成本。
通过不断优化和改进粗轧机的设计和工艺流程,可以进一步提升钢铁行业的竞争力和生产效益。
粗轧机作为钢铁生产中的重要设备,其工作原理简单而有效。
通过合理的设计和操作,粗轧机可以对坯料进行有效的初步加工和准备,为后续加工工艺奠定基础。
希望通过本文的介绍,读者能对粗轧机的工作原理有更加深入的了解,从而更好地应用于生产实践中。
【字数超过2000】第二篇示例:粗轧机是金属材料生产中常用的一种机械设备,其作用是对金属材料进行初步的轧制和塑性加工,将原料进行初步的压缩和变形,为后续的加工工序做好准备。
粗轧机主要应用于钢铁、有色金属等材料的轧制加工,广泛用于冶金、建筑、机械制造等领域。