耳机可靠性测试标准
- 格式:pdf
- 大小:194.55 KB
- 文档页数:13
耳机可靠性检验标准版本:Ver.1.0日期:1107批准:xxx1.1为规范耳机的可靠性检验标准,确保经检验后之部品符合产品品质要求,特制定此标准。
2.适用范围2.1适用于耳机3.定义3.1功能检查试验前后需确认产品规格书上所规定的产品应有的各项功能,包括但不限于开关/按键/指示灯等;3.2外观检查试验前后需确认产品的外观,确认的事项包括但不限于以下要求:—不能发生部品松动,脱落—所有接合处无破裂、变形等不良—试验后不允许发生变形或物理损伤不良—不允许有隐藏的损伤,摇动产品无响声3.3音质检查3.3.1频率响应检查试验前后需对产品进行频响特性检查,检查条件同产品规格书要求,扫描频率从20HZ-20HKZ(或参照产品规格书频率范围),频响结果需满足产品规格书要求,不超规格上下限;3.2.2听音检查试验前后需对产品进行听音检查,确认产品无音圈碰撞等杂音,要求在额定功率下,输入正弦信号,扫描频率从20HZ-20KHZ(或参照产品规格书频率范围),无异常音不良4.耳机可靠性检验标准7蓝牙适配性试验使用不同的主流手机(魅族、苹果、三星、小米、华为、VIVO、OPPO等),通过蓝牙连接耳机收听音乐,拨打并接听电话蓝牙连接正常,播放无断续,电话接听正常或满足产品规格书要求3pcs抽检10pcs/半年8ESD测试针对充电盒及耳机,空气放电:±8KV,开机蓝牙连接播放音乐状态下,USB口,耳壳各缝隙,每个点测试10次;接触放电:±4KV,USB口,耳壳等金属部位,每个点测试10次蓝牙连接无断开,无死机不良。
试验后功能正常3pcs抽检10pcs/半年4)按以上条件试验2轮共48hour 4.3结构可靠性测试4.4表面处理可靠性试验份也需测试)12汽油用浓度为汽油浸湿棉布,并将浸湿的棉布放在待测物表面,用500G的压力磨擦25次(来回为一次)注意边缘部分也需测试所有样品表面均无起泡、褪色和样品表面无明显痕迹等现象,符合质量要求.3pcs抽检10pcs/半年4.5包装可靠性4.6充电线可靠性4.7电池可靠性标准1强制放电测试1.试验前确认电池部品的外观无机械损伤、漏夜等不良;2.在23±2℃的环境下,用0.2C的放电电流放电至终止电压3.完成后1C反向充电90min,检测电池外观,测量电池表面温度不起火,不爆炸为合格3pcs抽检10pcs/半年2过充电测试1.试验前确认电池部品的外观无机械损伤、漏夜等不良;2.在23±2℃的环境下,用0.2C的放电电流放电至终止电压3.完成后3C恒流充电至4.6V,然后4.6V恒压充电,检查电池外观,测量电池表面温度4.电池持续充电达7H或电池温度下降到比峰值低20%时,试验结束不起火,不爆炸为合格3pcs抽检10pcs/半年3短路测试1)电芯按照0.5C在﹣5℃环境下充满电,在12~24h以内进行测试;2)、在25℃±3℃环境下,将接有热电偶的电芯用电阻80±20mΩ的导线短接电芯正负极(正极不要转接Ni tab),放电直至电芯起火或爆炸或持续短路达24小时或外壳温度较最大温升下降20%时,试验结束。
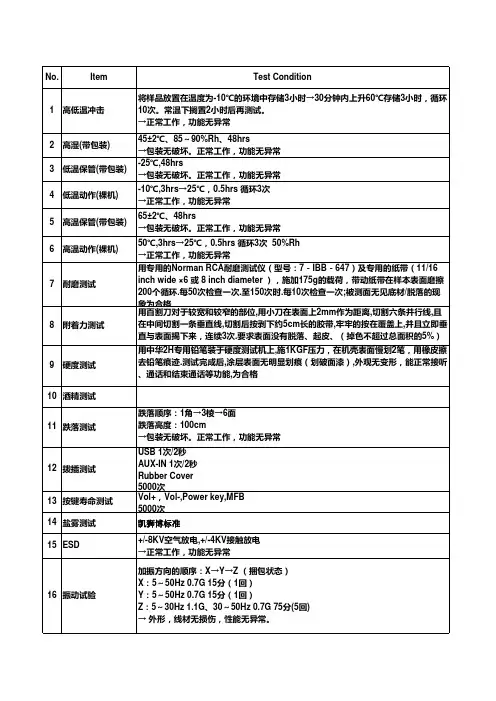
No.Item Test Condition2高湿(带包装)45±2℃、85~90%Rh、48hrs→包装无破坏。
正常工作,功能无异常3低温保管(带包装)-25℃,48hrs→包装无破坏。
正常工作,功能无异常4低温动作(裸机)-10℃,3hrs→25℃,0.5hrs 循环3次→正常工作,功能无异常5高温保管(带包装)65±2℃、48hrs→包装无破坏。
正常工作,功能无异常6高温动作(裸机)50℃,3hrs→25℃,0.5hrs 循环3次 50%Rh →正常工作,功能无异常7耐磨测试用专用的Norman RCA耐磨测试仪(型号:7-IBB-647)及专用的纸带(11/16 inch wide ×6 或 8 inch diameter ),施加175g的载荷,带动纸带在样本表面磨擦200个循环.每50次检查一次.至150次时.每10次检查一次;被测面无见底材/脱落的现象为合格8附着力测试用百割刀对于较宽和较窄的部位,用小刀在表面上2mm作为距离,切割六条并行线,且在中间切割一条垂直线,切割后按剥下约5cm长的胶带,牢牢的按在覆盖上,并且立即垂直与表面揭下来,连续3次.要求表面没有脱落、起皮、(掉色不超过总面积的5%)9硬度测试用中华2H专用铅笔装于硬度测试机上,施1KGF压力,在机壳表面慢划2笔,用橡皮擦去铅笔痕迹.测试完成后,涂层表面无明显划痕(划破面漆),外观无变形,能正常接听、通话和结束通话等功能,为合格10酒精测试11跌落测试跌落顺序:1角→3棱→6面跌落高度:100cm→包装无破坏。
正常工作,功能无异常12拨插测试USB 1次/2秒AUX-IN 1次/2秒Rubber Cover 5000次13按键寿命测试Vol+,Vol-,Power key,MFB 5000次14盐雾测试凯狮博标准15ESD +/-8KV空气放电,+/-4KV接触放电→正常工作,功能无异常16振动试验加振方向的顺序:X→Y→Z (捆包状态)X:5~50Hz 0.7G 15分(1回)Y:5~50Hz 0.7G 15分(1回)Z:5~30Hz 1.1G、30~50Hz 0.7G 75分(5回)→外形,线材无损伤,性能无异常。
耳机检验标准1、目的为确保耳机的生产、检验工作有序开展,为过程质量控制、例行检验及承认封样提供依据。
2、适用范围2本标准适用于各种手机耳机。
3、定义4、结构件检验项目:缺陷:AQL=1.0; 4、外观检验判定标准及包装要求4.1检验条件:距离:人眼与被测物表面的距离为25 ~ 35Cm。
检验时间:每件检查总时间不超过3-5 Sec。
位置:检视面与桌面成45°夹角,视线与被检物表面角度在45到90度范围内旋转。
光源和距离:40W*2日光灯下1.5m距离内或40W*1日光灯下1m距离内条件下,目测可见的不良现象认为是缺陷。
4.2 手机产品测量面定义O级面:手机上显示信息的重要区域,如镜片的透明区和LCD的透明区。
I级面:暴露在外,且正常使用时可直接看到的主要表面,如镜片的非信息显示区、键盘的正面、前壳的正面、后壳的正面、电池盖的正面、翻盖的正反两面。
II级面:暴露在外,且正常使用时并不直接看到的次要表面及手机配件的外表面,如前壳、后壳、电池组件的侧面、侧向按键的正面,天线的外表面,以及手机其它配件(如充电器、耳机等)的外表面。
III 级面:打开后能看到的面(如电池组件的背面、后壳上与电池组件接触面,SIM 卡盒的表面)。
IV级面:拆卸后才能看到的面(零部件的内表面) 4.3 外形尺寸参考特定项目要求 4.4 包装及外观检验 4.4.1 包装检验项目规格检验方法目视目视目视目视目视目视判定√ √ √ √ √ √厂商检查厂商与BOM不一致包装方式外包装无LCTPASS检验章,厂商描述内包装无法确保材料不受损,未采用封口包装,小包装的PE袋无LCT料号,品名,规格,数量,QC PASS检验章,厂商描述内包装损坏,潮湿(或被雨水淋湿),赃污外包装卡通箱强度不足保证运输中内包装物品不致损坏目视目视√ √Plug 生锈,腐蚀,电镀不良"有箭头、"TOP"、USB符号标示(如"等)的一面必须对应手机正面能顺利插入,不损坏插头序号不良项目I级测量面II级测量面N≤当D≤0.30mm(S≤0.10mm),2Ⅲ级测量面有颜色对比的点缺陷1 点缺陷无颜色对比的点缺陷D≤0.25mm(S≤0.07mm2), 1;N≤1, 且当D≤0.25mm(S≤0.05mm)DS≥15mm N≤2当D≤0.30mm(S≤22D≤1.0mm(S≤0.8 mm), N≤2 ;20.1mm) ,N≤1 ;当D≤0.25mm(S≤0.05mm), 且N≤2 2当D≤0.35mm(S≤0.13 mm2) , N≤1 ;, 且当D≤0.30mm(S≤0.07mm)DS≥15mm N≤22注:当点缺陷的直径≤0.10mm且DS≥2mm时可忽略不计。
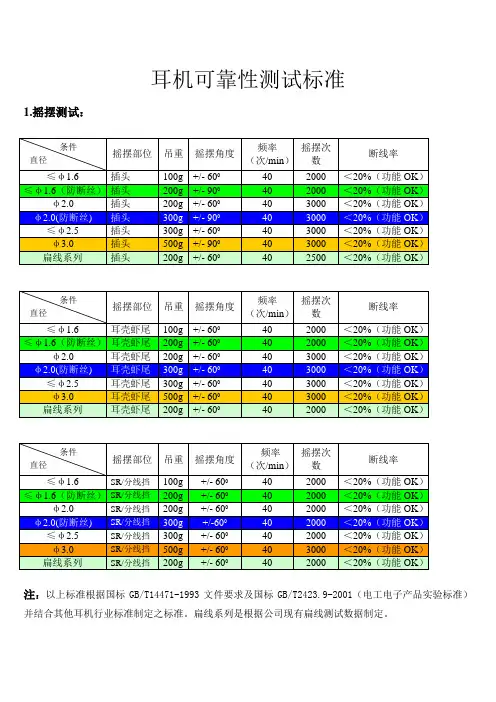
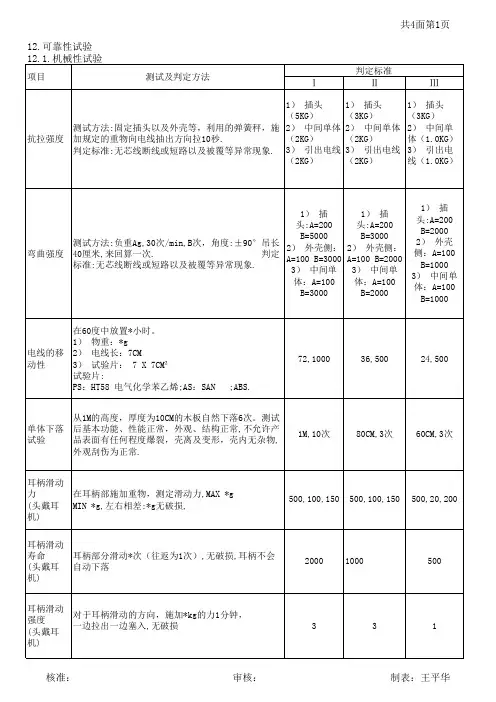
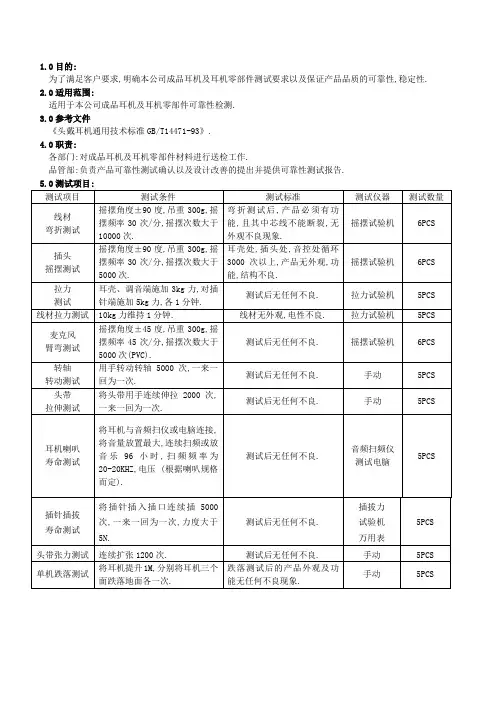
耳机可靠性测试标准1.摇摆测试:注:以上标准根据国标GB/T14471-1993文件要求及国标GB/T2423.9-2001(电工电子产品实验标准)并结合其他耳机行业标准制定之标准。
扁线系列是根据公司现有扁线测试数据制定。
2.拉力实验:插头部位: 5 Kg以上固定插头部分,在距结合部50mm处固定,匀速加力至5Kg后,外观及功能OK。
耳壳虾尾部位: 2.5Kg以上固定耳壳部位,在距虾尾50mm处固定,匀速加力至2.5Kg后,持续30秒检验外观及功能是否OK。
SR/分线档部位: 5 Kg以上固定SR或线挡部位,在距固定位50mm处固定,匀速加力至5Kg后,外观及功能OK。
耳壳与前盖结合部:2 Kg以上在上端固定耳壳部位,下端固定前盖,使耳壳与前盖结合位水平,匀速加力至2Kg后,外观及功能OK。
分线档结合部: 3 Kg以上将分线档50mm处分别固定于拉力机两端,匀速加力至5Kg后,外观及功能OK。
线材拉力:注:以上标准根据国标GB/T14471-1993文件要求参照其他行业标准及公司现有产品测试数据制定。
3.跌落实验:单机(裸机)跌落:条件:高度152cm,垂直地面(水泥地面)自由跌落。
共计10次要求:跌落实验后外观及功能测试需OK。
单机(带包装)跌落:条件:高度120cm,垂直地面(水泥地面)自由跌落。
按一点三线六面各一次,共计10次要求:跌落实验后耳机无明显损坏,外观及功能测试需OK。
包装材料应完整无缺。
包装跌落(摔箱)实验:条件:高度120cm,垂直地面(水泥地面)自由跌落。
按一点三线六面各一次,共计10次要求:跌落实验后耳机无明显损坏,外观及功能测试需OK。
包装材料应完整无缺。
包装内产品不能有走位及散乱等现象。
4.附着力实验:百格实验:用百格刀在产品喷油面或丝印面画出1*1mm的栅格,再用#600 3M胶纸紧贴在表面,然后快速垂直拉起,如此重复3次后检查产品表面应无掉色、脱落等现象。
酒精实验:用无尘布蘸90%纯度的酒精在喷油、印字表面以100g的重力擦拭3次,丝印、喷油表面不能有掉色/脱落等不良,油漆不能有变色、溶解等不良。
耳机测试规范1.制定目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。
2.适用范围:本检验规范适用于耳机检验作业。
3.权责单位:本检验规范由研发部门制定,部门经理核准后发行;所制定之规格,如有修改时,须与原制定单位商议后修改。
4.应用文件:抽样计划表、工程样板。
5.检验仪器设备:耳机综合测试仪,卡尺、专用治具。
6.检验标准:1.正常检验、单次抽样计划可按实际情况在5%左右调整,对于数量很少(少于100PCS)要求抽检10%或者更多,以实际情况为准。
AQL(可接受质量标准)为CRITICAL 待定(致命缺陷),MAJOR 待定(重要缺陷)及MINOR 待定(轻微缺陷)。
(具体参数需要各个部门商议确定)当正常抽检出现五批有两批不可接收时应进行加严检验。
加严检验样本数量和密度调整为正常抽检的2倍,直至达到可接收标准时恢复为正常抽检。
(进行加严抽检标待商议)2.有关抽样标准或判定标准,可视品质状况或客户要求等做修正。
7.定义:7.1 区域定义A区:前、左、右方向的可视面;B区:后方向的可视面;C区:不直接可视的部分。
7.2缺陷定义致命缺陷:指存在的故障对使用者或携带者的安全带来危害、违反相关安规之缺陷,记为CRI;重要缺陷:不构成致命缺陷,但故障对产品部分使用功能丧失、严重降低,或严重影响产品形象之缺陷,记为MAJ;轻微缺陷:不构成致命缺陷或主要缺陷,不影响产品使用功能,或外观有轻微影响之缺陷,记为MIN;致命缺陷产品:有一个或一个以上致命缺陷的产品;重要缺陷产品:有一个或一个以上重要缺陷的产品;轻微缺陷产品:有一个或一个以上轻微缺陷的产品;7.3注塑件不良缺陷定义缩水:塑件表面局部由于填充不足或注塑压力保持不够而形成的凹坑。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,而在塑料件的表面形成一条明显的线。
顶出痕:由于塑料件的包紧力,顶杆区域受到顶出力所产生的痕迹或凸起。
1.0目的:制定头戴式耳机成品检验规,保证产品质量2・0围:本公司耳机生产制程/成品出货的产品3・0榷责:由品管部0QC负责耳机成品测试4.0验货环境要求4.1光源与检查物件距离的要求4. 1. 1光源与检查物件的距离40-80CM:lX40W光管,80-140CM:2X40W光管4. 1. 2检查员与检验物体的距离:30+/-5CM.角度:45+/-5°C4.1.3视线停留时间3-5秒。
4.2可靠性测试4.2.1拉力测试,A:主线拉力7. 5KG/1分钟.B:分线卡双线拉力4. 5KG/1分钟, 单线拉力2. 5KG/1分钟・MIC拉力1.5KG/1分钟,测试后功能需正常.4. 2.2跌落测试4. 2. 2.1 1米高度自由落地(水泥地)5次,落下的地面必须是水泥硬地板,耳机的正面、背面、顶面、底面、左右两侧面各跌落1次(共 6次),测试后检查:耳机所有结构是否良好,不能出现断裂、松脱、耳机功能必须正常,音质保持良好-不能出现杂音、异音、等现象.4. 2.3撞击测试:在线材60CM距离处垂直自由落下撞击墙体,测试后功能需合格,喇叭前后壳及耳塞前后壳不允许脱壳.4. 2. 4耳机外壳测试:施加7KG的力/I分钟,测试后外壳0K功能合格4. 2.5线材摇摆测试:吊重200g,角度180度,速度30次/分钟,10000次合格4. 2. 6高低温测试:高温+60度(湿度30%),低温-40度,各测12小时,测后功能及可靠性需合格4. 2. 7盐雾测试:PH值6. 5-7. 2,测试温度35+/-2£,5%盐水,测试48小时•测试后金属件不氧化及变色.4. 2.8耳机成品喷油/丝印/移印的测试标准参阅ES-MA-00K喷油/丝印/移印,检验规〉测试标准4. 2.9 MIC开关的通断测试30000次〈专用测试仪〉,测后功能需合格4・3・其他可靠性测试参阅ES-MA-004《头戴式耳机成品检验规》4.4功能测试验:4. 4.1频响仪测试耳机成品曲线是否在接受围,必须要工程确认频响仪设置的参数是否正确的.4. 4.2连接手机测试MIC的通断功能0K,可以选择歌曲,专用试音曲听机测试不能有破音,左右两全两端声间时大时小,杂音,失真,等。
耳机可靠性测试规范方案耳机可靠性测试是在模拟实际使用条件下,对耳机的各项性能进行测试和评估的过程。
确保产品质量和可靠性是保证耳机满足用户需求并能长期稳定使用的重要保证。
下面是一份耳机可靠性测试规范方案,以确保耳机的可靠性和稳定性。
一、测试目的耳机可靠性测试的主要目的是评估耳机产品在正常使用条件下的性能指标和可靠性水平,以确定耳机是否符合设计要求和市场需求。
测试过程中需要监测并评估耳机在不同环境条件下的电器性能、声学性能、结构可靠性等指标。
二、测试内容1.电器性能测试a.频率响应测试:测量耳机在不同频率下的响应情况,检查是否存在失真、非线性等问题。
b.音频输出测试:测试耳机在不同音量下的输出水平和音质。
c.隔离度测试:测试耳机在低频和高频条件下的音频隔离度,确保不受外界干扰。
2.声学性能测试a.音频品质测试:评估耳机的音质,包括低音、中音和高音的表现。
b.噪音测试:测试耳机的环境噪音隔离效果,评估在使用环境中的表现。
c.声场测试:测试耳机的通透感和声场扩展性,确保音乐听感自然、宽广。
3.结构可靠性测试a.耐久性测试:测试耳机在长时间使用、频繁折叠和插拔等条件下的耐久性。
b.强度测试:测试耳机的耐冲击、耐压和耐拉的能力,确保在普通使用条件下不易损坏。
c.环境适应性测试:测试耳机在不同湿度、温度和气候条件下的表现,检查是否存在故障和损坏。
4.人机工程学测试a.舒适度测试:评估耳机的佩戴舒适度,包括耳罩垫和头梁的压力、形状和材质等。
b.便携性测试:测试耳机的折叠性能、轻便度、易携带性和耳机线的长度等。
5.可靠性测试a.长时间使用测试:测试耳机在连续使用一定时间后的表现,评估长时间使用下的可靠性。
b.温度冲击测试:测试耳机在不同温度下的可靠性和稳定性。
c.湿度测试:测试耳机在高湿度环境下的可靠性,检查是否易受潮损坏。
三、测试设备1.音频频率响应测试设备2.声场测试设备3.噪音测试设备4.恒温恒湿测试箱或温湿度测试设备5.耐久性测试设备(如折叠机械臂、插拔机械臂等)6.温度冲击测试设备7.强度测试设备(如冲击试验机、拉力试验机等)8.人体模拟器、人体头模具等四、测试流程1.制定测试计划:根据耳机的设计要求和市场需求,确定测试内容和测试指标。
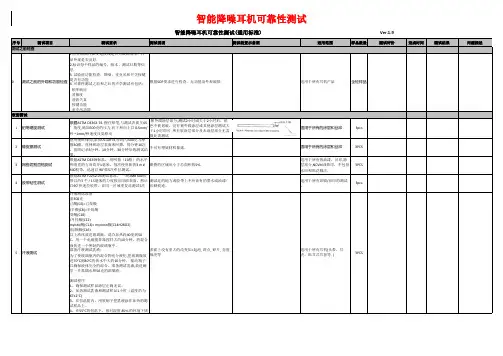
无线耳机的可靠性评估无线耳机(Wireless Earbuds)近年来在消费者市场中越来越受欢迎。
作为移动音频设备的重要组成部分,耳机的可靠性评估对于用户体验和产品质量至关重要。
本文将介绍无线耳机可靠性评估的方法和重要的指标,帮助消费者选择可靠性较高的产品。
一、可靠性评估方法无线耳机的可靠性评估通常包括实验室测试和用户体验调查两个方面。
实验室测试主要针对无线耳机的硬件性能进行评估,包括音质、连接稳定性、电池续航能力、防水等方面。
测试人员会对不同品牌和型号的无线耳机进行比较,通过严格的实验室标准,对其性能进行评估和评分。
这些测试通常由专业机构或第三方认证机构进行,确保结果客观、准确。
用户体验调查是通过调查消费者的实际使用情况和反馈,对无线耳机的可靠性进行评估。
通过网络调查、用户反馈和在线社区讨论等方式,了解用户在日常使用中遇到的问题和产品的可靠性表现。
二、可靠性评估指标1.音质:音质是无线耳机的重要指标之一,影响用户的听觉体验。
评估音质时,应考察耳机的频率响应、失真度、信噪比等指标,比较不同品牌和型号的无线耳机在音质方面的表现。
2.连接稳定性:连接稳定性是衡量无线耳机可靠性的重要指标。
好的无线耳机应能保持与音频源设备的稳定连接,避免音频中断或断开连接的情况发生。
评估连接稳定性时,可以进行模拟实验或者通过用户反馈进行调查。
3.电池续航能力:无线耳机的电池续航能力直接关系到用户的使用体验。
好的无线耳机应能提供足够的续航时间,以满足用户长时间使用的需求。
评估电池续航能力时,可以通过实验室测试或用户体验调查的方式进行。
4.防水性能:防水性能是无线耳机在日常使用中常见的需求之一。
优秀的防水性能能够保护耳机免受汗水、雨水等水分的损害,提高其使用寿命。
评估防水性能时,可以通过实验室测试或用户调查的方式进行。
5.耐用性:耐用性评估无线耳机的抗摔、抗压、抗拉等能力,以及材料的耐磨损性。
好的无线耳机应能经受常规使用中的碰撞和压力,同时保持外观的稳定和美观。
1、目的:为验证产品的使用寿命达到标准的要求,特制定此可靠性检测标准。
2、范围:适用于本厂所有耳机产品及材料(含半成品)开发及生产过程的可靠性实验。
3、权责:工程部:负责产品开发过程(产品,半成品及产品材料的可靠性,并制定产品的可靠性测试标准。
品管部:负责生产来料,半成品及生产过程可靠性实验验证,并出具实验报告。
项目部/工程部:对实验不合格品的分析、并制定改善方案。
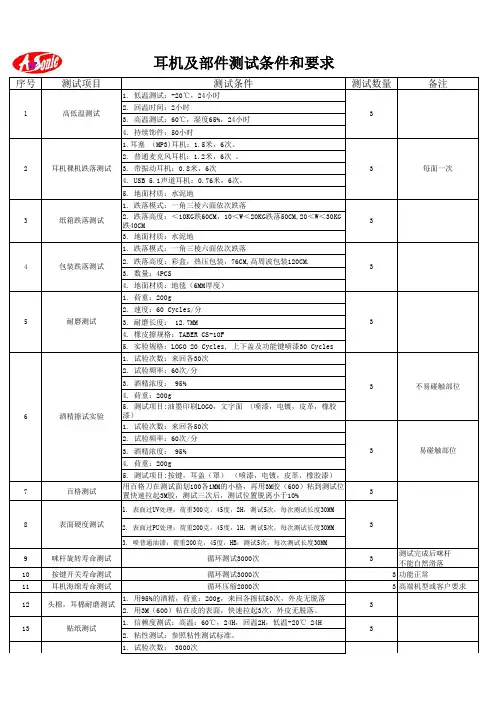
4、实验项目:一)环境测试适用阶段 序号实验项目实验方法和要求 合格标准实验设备数量ESPPMP选用1高温工作试验产品处于正常工作状态、输入音频扫描信号(按公司常规),音量开至最大,在温度设置为您60℃士2℃的试验箱中工作8H 后取出检测。
试验后产品应功能正常,灵敏度变化不超过士3db;产品外观应正常,无变色、龟裂等情形。
恒温恒湿测试机5PCS●●2低温工作试验产品处于正常工作状态、输入音频扫描信号(按公司常规),音量开至最大,在温度设置为-20℃士2℃的试验箱中工作8H 后取出检测。
试验后产品应功能正常,灵敏度变化不超过士3db ,产品外观应正常,无变色,龟裂有情情形。
恒温恒湿测试机5PCS●●3高温贮藏试验将功能‘外观正常的产品放置于70℃士2℃的试验箱内8H 后取出检测。
试验后产品应功能正常,灵敏度变化不超过士3db ;产品外观应正常,无变色,龟裂等情形。
恒温恒测试机5PCS●●4低温贮藏试验将功能‘外观正常的产品纺织于-35℃士2℃的试验箱内8H 后取出检测。
试验后产品应功能正常,灵敏度变化不超过士3db ,产品外观应正常,无变色,龟裂等情形。
恒温恒湿测试机5PCS●●5高温高湿试验将功能、外观正常的产品放置于温度为40℃士2℃、湿度为93%的士2%PH 的恒温恒湿试验箱中储藏48H ,试验后在常温下恢复2H 后检测。
试验后产品应功能正常,灵敏度变化不超过士3db ;产品外观应正常,无变色,龟裂等情形。
恒温恒湿测试机5PCS●●6 高低温循环试验将功能,外观正常的产品放置于-20℃士2℃的试验箱中持续24H 后取出,常温下恢复2H ,检查后再放置于60℃士2℃的试试验后产品应功能正常,灵敏度变化不超过士3db ,产品外观应正常,无变色、龟恒温恒湿测试机5PCS●●文件编号:WI-QDM-001版本:A/0可靠性实验规程编写时间:2013-09-07页码:4 OF 14文件编号:WI-QDM-001 版本:A/0耳机可靠性实验标准编写时间:2013-09-07页码:5 OF 14适用阶段序号实验项目 实验方法和要求 合格标准 实验设备 数量ESPPMP选用7温度冲击实验产品处于正常工作状态,输入白噪音,音量开至最大,在经-10℃士2℃的试验中持续2H 后,再经30min 升温至40℃士2℃并持续2H ,又经30min 降温至-10℃士2℃,经过4次温度循环后在常温下恢复2H 再进行检测。
试验后产品应功能正常,灵敏度变化不超过士3db ,产品外观应正常,无变色、龟裂等情形。
恒温恒湿测试机5PCS●8五金电镀件盐雾实验(插针/支架等)将产品放置于试验箱温度设置为35℃士2℃、饱和桶温度设置为47℃士2℃、氯化钠溶液浓度为5%(35℃雾化时,溶液的PH 值在6.5-7.2之间)的盐雾试验机内,经规定的试验周期,取出产品在35℃以下的净水中冲洗后用压缩的空气迅速吹干,并在标准大气压下恢复1-2H 再检查。
(以锡和白锌为镀材的产品规定的试验周期为2H,其余产品日均为8H)试验后产品不能有肉眼可见的锈迹、裂纹、起泡等腐蚀现象。
盐雾测试机10PCS●●二)寿命试验适用阶段序号实验项目实验方法和要求合格标准实验设备数量ES PP MP 选用9 耳机/耳塞工作寿命对功能正常的耳机/耳塞施加符合要求的音频信号或白噪音(按公司异音检听标准),音量开至最大,使其连续工作达到96H后进行检测。
试验后产品功能正常,灵敏度变化不超士3db扫频仪/电脑5~10PCS●10 摇动杂音检查按正常输入音频信号听音,同时要分别对插头/线控/尾线套部分线材进行摇摆拉动测试音质正常,喇叭不能有异常声音音源设备+人工5PCS ●11 咪功能寿命考察将功能正常的咪施加符合规格要求的音频信号或白噪音,音量开至最大。
放置于温度为40℃士2℃的试验箱中,使其连续工作72H后进行检测。
试验后产品功能正常,灵敏度变化不超过士3db.电声测试仪5PCS ●12 头带拉动寿命试验模拟正常适用之速度拉出头带至最大限位处,稍停留后又将其退回原位,为此一个周期,每个周期约2S。
要求可承受2000次以上的反复抽拉。
试验前后的动作力符合要求,结构无损坏,外观无明县划痕,功能正常,不自动滑落人工操作5PCS ●●13 头带展平实验将成品耳机耳壳和头带部分伸展180度,展平10次测试后头带不断裂,不严重变形人工操作5PCS ●●14 折叠寿命测试将耳机完全打开后,分别对折叠部位进行折合,折合速度约为1次/S。
要求可承受2000次以上的折叠。
试验后折叠部位连接正常,功能正常。
人工操作5PCS ●●15 耳机头带扩张寿命将头带前后夹击至最大行程限位处,手持耳机左右喇叭发音盘部位,以30次/min的速度扩张到要求的距离(大耳机275mm、中小耳机250mm,单边耳机200mm)。
要求可承受2000次以上的扩张。
试验后功能正常,外观至发白和其它不良。
恢复1H后的左右耳机间距变形量‹20mm。
人工或头带扩张机5PCS ●●16 耳机咪杆转动寿命试验以1次/S的速度转动咪杆至最大旋转行程范围。
要求能承受2000次以上的装动。
试验后咪杆在转动范围的任何位置都可停住,不会自然下坠,功能正常。
人工操作5PCS ●●17 软咪杆弯曲寿命试验在连接处沿平衡位的士60°范围内,以及在软咪杆自身中间位置的平衡位的士60°范围内以15次/min的速度进行弯曲。
要求可以承受连续500次以上的来回弯曲试验后连接处及咪杆无破损、松脱,功能正常。
人工操作5PCS ●●18 软咪杆抗扭转寿命试验手捏咪头端,以15次/min的速度沿咪杆轴转士90°要求可以承受连续500次以上的扭转。
试验后连接处及咪杆无破损、松脱,功能正常。
人工操作5PCS ●●19 钉头插拨寿命试验使用配套的插头、插座,在无电负荷的情况下,以最大10mm/S的速度、10次/min的重复速率插拨5000次,钉头插入、拨出为一次试验后外观、插拨力、接触电阻、绝缘电阻和耐压符合要求。
插播测试机5PCS ●●20电位器轮滑动实验转动电位器轮2000次,每200次检查一次功能(从大到小,再从小到大为两次)测试后电位器功能正常,外观无不良现象,无INT现象人工操作5PCS ●●21 开关/按键通断切换实验每个按钮或开关通断切换2000次,每200次检查一次功能和外观状况测试后开关或按键功能正常,外观无不良现象,无INT现象开关按键测试机5PCS ●●22 电声产品老化试验在下列正常环境条件下,将功能正常的产品输入公司常规标准的音频扫描信号或白噪音,经96H连续工作后再作检测(环境条件:a、环境温度:15°-35°;b、相对湿度:45%-75%;c、大气压力:86-106KPa;d、试验周围的噪音级应不大于55Db(A))。
试验后产品功能正常扫描仪5PCS ●●23 头带抗折弯试验头带处于收缩状态,于距机臂20mm处固定后,沿头带直方向,距固定点25mm处轻挂相应重量要求的悬挂物,持续10S士1S。
大、中、小耳机分别要求可承受3Kgf、2Kgf和1Kgf或以上的重量负荷。
试验后头带功能正常,无断裂、明显发白和永久变形现象,,吊重或拉力机5PCS ●●24 塑料件扭转强度试验将胶头带或臂等耳机主要胶件左右扭曲90°,重复10次。
将胶头带拉成180试验后胶件没有发白‘变形、爆裂等现象人工操作5PCS ●●文件编号:WI-QDM-001 版本:A/O可靠性实验规程编写时间:2013-09-07 页码:7 OF 14文件编号:WI-QDM-001 版本:A/O耳机可靠性实验标准编写时间:013-09-07 页码:7 OF 14适用阶段序号实验项目实验方法和要求合格标准实验设备数量ES PP MP 选用25 线材拉力测试在固定处与垃圾之间距离50MM处,设定规定拉力或吊重,持续60秒(ф4.0~5.0选用10KG,ф3.0~3.5选用5KG,ф3.0以下含扁线选用3KG)无开路、破裂等不良现象拉力测试机5PCS● ●●26 线材与耳壳拉力测试在距耳壳50MM处,设定拉力或吊重,持续60秒(ф4.0~5.0选用5KG,ф3.0以下含扁线选用2KG)无开路、破裂等不良现象拉力测试机5PCS ●●●27 线材与线控拉力测试在距插头50MM处,设定拉力或吊重,持续60秒(ф4.0~5.0选用3KG,ф3.0~3.5选用1.5KG,ф3.0以下含扁线选用1KG)无开路、破裂等不良现象拉力测试机5PCS ●●●28 线材与插头拉力测试在距插头50MM处,设定拉力或吊重,持续60秒(ф4.0~5.0选用3KG,ф3.0~3.5选用2KG,ф3.0以下含扁线选用1.5KG)无开路、破裂等不良现象拉力测试机5PCS ●●●29 线材与线材摇摆测试吊重按线外径选别:ф4.0~5.0选用300克,ф3.0(含扁线)以下选用,100克。
摆角度:+/-90°摇摆频率30次/分要求摇摆3000次无开路、短路、INT、破损、等不良现象摇摆实验机5~10PCS●●●30 线材与耳壳摇摆测试吊重按线外径选别:ф4.0~5.0选用300克,ф3.0以下选用,100克。
摆角度:+/-90°摇摆频率30次/分吊重距离:500MM要求摇摆3000次无开路、短路、INT、破损、等不良现象摇摆实验机5~10PCS●●●编写时间:2013-09-07 页码:9 OF 14适用阶段序号实验项目实验方法和要求合格标准实验设备数量ES PP MP 选用31 线材与线控摇摆测试吊重按线外径选别:ф4.0~5.0选用300克,ф3.0以下选用,100克。
摆角度:+/-90°摇摆频率30次/分吊重距离:500MM要求摇摆3000次无开路、短路、INT、破损、等不良现象摇摆实验机5~10PCS ●●●32 线材与插头摇摆测试吊重按线外径选别:ф4.0~5.0选用300克,ф3.0以下选用,100克。
摆角度:+/-90°摇摆频率30次/分吊重距离:500MM要求摇摆3000次无开路、短路、INT、破损、等不良现象摇摆实验机5~10PCS ●●●33 耳机夹持力试验完全拉出头带(有伸缩功能时),扩张头带至耳机左右声简相距160mm的状态,以拉力计测出此时耳机左右声简音的夹持力。