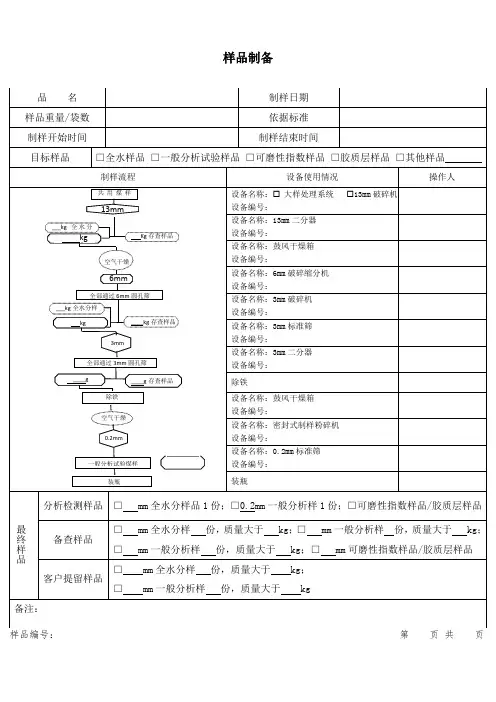
样品制作工艺记录表
- 格式:xls
- 大小:22.00 KB
- 文档页数:1
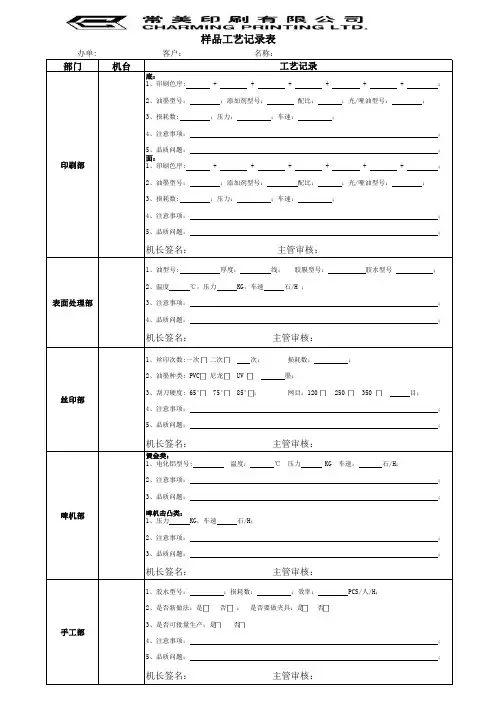
办单:客户:名称:
部门机台
印刷部
表面处理部
丝印部
啤机部
手工部
工艺记录
底:
1、印刷色序: + + + + + + ;
2、油墨型号:;添加剂型号: 配比:;光/哑油型号:;
3、损耗数:;压力:;车速:;
4、注意事项:;
5、品质问题:;面:
1、印刷色序: + + + + + + ;
2、油墨型号:;添加剂型号:配比:;光/哑油型号:;
3、损耗数: ;压力:;车速:;
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
1、油型号:厚度:线; 胶膜型号:胶水型号 ;
2、温度℃,压力KG,车速石/H ;
3、注意事项:;
4、品质问题:;机长签名: 主管审核:
烫金类:
1、电化铝型号: 温度:℃ 压力 KG 车速:石/H;
2、注意事项:;
3、品质问题:;啤机击凸类:
1、压力KG,车速石/H;
2、注意事项:;
3、品质问题:;机长签名: 主管审核:
1、胶水型号:;损耗数:;效率:PCS/人/H;
2、是否新做法:是 否 ; 是否要做夹具:是 否
3、是否可批量生产:是 否
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
1、丝印次数:一次 二次 次; 损耗数:;
2、油墨种类: PVC 尼龙 UV 墨;
3、刮刀硬度: 65° 75° 85° ; 网目:120 250 350 目;
4、注意事项:;
5、品质问题:;机长签名: 主管审核:
样品工艺记录表。
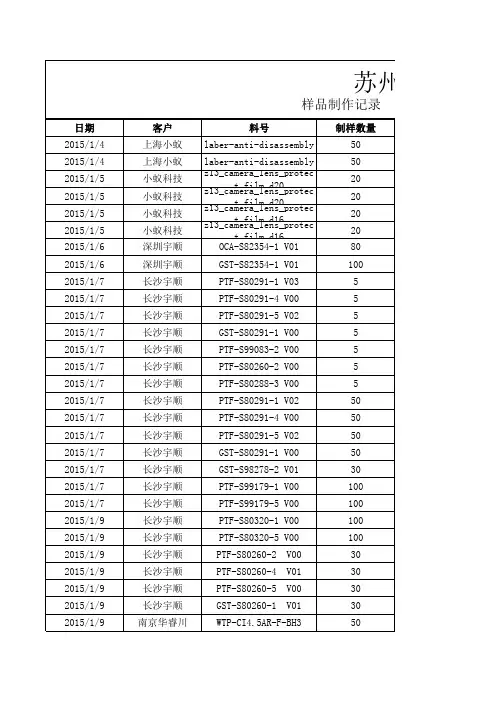
苏州玲珑电子有限公司作记录 禁止使用1级环境管理物质TA1287B-90,摄像孔3月17日PU,PFAS-551S,正TA1287B-90,摄像孔PU,PFAS-551S,正PU,PFAS-551S,正TA1287B-90,摄像孔TA1287B-90,摄像孔PU,PFAS-551S,正PU,50UQD,背内TA1287B-90,摄像孔119.4*65.7*0.4mm,积水WL-3,黑色PU,PFAS-551S,正TA1287B-90,摄像孔硅胶,背PU,PFAS-551S,正TA1287B-90,摄像孔PU,PFAS-551S,正TA1287B-90,摄像孔0.125T透明PET+0.05t双面胶29.88*30.4*0.175mm,Sekisui 5417SA 泡棉PU胶保护膜PU胶保护膜PU,PFAS-551S,正3月25日TA1287B-90,摄像孔3月25日PU,PFAS-551S,正3月23日TA1287B-90,摄像孔3月23日PU,PFAS-551S,正3月23日双面胶双面胶双面胶PU,PFAS-551S,正3月24日TA1287B-90,摄像孔3月24日刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工102.5*64.80*0.175mm,Sekisui 5417SA 3月26日102.7*65.0*0.5mm,PE,黑色,双面带胶3月26日PU,PFAS-551S,正3月28日TA1287B-90,摄像孔3月28日PU,PFAS-551S,正3月27日TA1287B-90,摄像孔3月27日三菱G6.2PU,PFAS-551S,正3月29日3月28日50UQD3月28日卷材3月28日材质13月28日材质2PU,PFAS-551S,正2015/3/31PU,PFAS-551S,正4月1日PU,50UQD,背4月1日PU,PFAS-551S,正4月1日PU,PFAS-551S,正4月1日TA1287B-90,摄像孔4月1日PU,PFAS-551S,正3月30日正面贴红色TA1287B-90+50UQD TA1287B-90+50UQDPU,PFAS-551S,正库存TA1287B-90,摄像孔库存PU,50UQD 蓝色5001-LLP PU,PFAS-551S,正二次需求送样PU,PFAS-551S,正TA1287B-90,摄像孔PU,PFAS-551S,正刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工白色泡棉0.125T透明PET+0.05t双面胶吴江天翰4月10日4月10日4月10日4月10日PU,PFAS-551S,正4月11日TA1287B-90,摄像孔4月11日三层防刮保护膜NEC项目0.3PSR单面背胶PU,PFAS-551S,正TA1287B-90,摄像孔三层防刮保护膜联想标签三菱G6.2PU,PFAS-551S,正4月20日PU,PFAS-551S,正4月20日PU,50UQD,背4月20日PU,PFAS-551S,正4月21日TA1287B-90,摄像孔4月21日PU,PFAS-551S,正4月21日50uqdPU,PFAS-551S,正4月21日PU,PFAS-551S,正4月21日PU,PFAS-551S,正4月21日TA1287B-90,摄像孔4月21日TA1287B-90,摄像孔4月21日PU,PFAS-551S,正4月21日TA1287B-90,摄像孔4月21日TA1287B-90,摄像孔4月21日PU,PFAS-551S,正三层防刮保护膜日文PU,PFAS-551S,正4月25日TA1287B-90,摄像孔4月25日刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工PU,PFAS-551S,正PU,PFAS-551S,正TA1287B-90,摄像孔PU,PFAS-551S,正50g蓝色离型膜+JC-FB7040无切线50g蓝色离型膜+JC-FB7040有切线TA1287B-90,摄像孔4月26日PU,PFAS-551S,正4月30日50UQDPU,PFAS-551S,正5月1日TA1287B-90,摄像孔5月1日PU,PFAS-551S,正5月5日三层防刮保护膜日文四刀线tesa材质0.03黑遮光胶0.05扩散膜三菱G6.2WL-03双面背胶TA1287B-90,摄像孔5月8日PU,PFAS-551S,正TA1287B-90,摄像孔0.03黑遮光胶三菱G6.2验证三菱材质57.04*93.7*0.175mm,Sekisui 5417SA 5月13日94.3*57.64*0.5mm,PE,黑色,双面带胶5月13日晶华泡棉胶114*76.46*0.175mm,3M9495LE5月13日刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工114*65.7*0.5mm,圣戈班,双面带胶,黑色5月15日PU,PFAS-551S,正5月15日TA1287B-90,摄像孔5月15日刀模手工刀模手工刀模手工刀模手工刀模手工刀模手工。
德信诚培训网
样品制作管制程序
1.目的:确保所提供样品适时、适质、适量之顺利取得及正确性,以提供客户做为承
认之用.
2.范围:凡本公司所生产、销售之产品于送交客户承认之相关作业等均适用之。
3.权责:
3.1 业务单位:依客户样品需求提出申请及管理追踪、样品寄发、样品保留。
3.2 工程单位:依业务单位转发客户要求整理制作(修订)工程参考图、.样
品保留。
3.3样品生产安排:生管
3.4生产单位:样品制作
3.5采购单位:样品所需材料零件之请购。
3.6品保单位:样品测试记录及报告之提供。
4.作业内容:
4.1 样品制作送样流程(附件一).
4.2 规格品:
业务单位依客户之需求填写「样品明细单」予仓管单位,依一般出货程序
办理之;或依客户之需求由业务向文件管制中心申请承认书,经工程检查
承认ok转业务,由业务单位寄给客户。
4.3 非规格品:
4.3.1业务单位依客户之需求填写「样品申请书」,同时与生产单位确认
样品交期,生产单位须知一个工作天内回复,业务据此回复客户。
确定
交期后,「样品申请书」发给工程。
4.3.2工程课根据客户图面资料或样品整理(修订.制作)图面、《新样加
工流程》,转生管单位安排生产单位进行生产。
4.3.3若在这时间点之前业务尚未报价(在《样品申请书》上增加□已报
价、□未报价勾选字段),工程提供报价数据给业务向客户报价。
4.4 样品制作:
更多免费资料下载请进:好好学习社区。
样品试制及小批量试产程序(ISO9001-2015/IATF16949-2016)1.0目的:1.1、为了提高样件制造成功的机率,防止提交顾客的样品不符合顾客要求。
1.2、为了顺利的通过小批量生产,并在试产过程中暴露问题并得到及时的改善,为量产做好充分的准备,杜绝量产过程中发生质量事故。
2.0范围:所有公司的新产品3.0权责序号责任部门权责技术部负责主导样品及小批量试产的设计、评审、确认工作,1归口管理本办法品质部负责样品试制及小批量试产过程、最终型式功能的检验2工作3 生产部负责样品及小批量试产的生产安排及生产执行工作4 销售部负责新产品的信息的传达与顾客沟通工作5 采购部负责新产品外购及与供应商沟通工作6 主管副总负责样品及试产最终的确认工作4.0定义:4.1样品:顾客需求或设计需求而提出试制确认的产品4.2新产品:4.2.1、新顾客或者顾客新开发的产品,且与公司之前生产的型号无100%重合4.2.2、因顾客或者内部设计变更后的第一批产品5.0作业内容:流程内容责任部门支持文件及记录1、销售部接到新顾客或者顾客新开发需要提交样品的需求时,遵守产品先期质量策划控制程序要求,填写顾客要求清单,并将所有与顾客沟通的信息,技术资料移转技术部销售部顾客要求清单2、技术部按产品先期质量策划控制程序要求,将新产品进行分类,依据新产品类型进行设计,组织多功能小组进行评审(I类产品会签评审。
Ⅱ、Ⅲ类产品会议评审),新产品设计信息记录于新产品开发目录3、设计评审结果为有修改要求的,技术部进行修改4、技术部提出设计验证计划及报告表,相关部门按验证计划在试制过程中进行验证。
技术部设计评审记录新产品开发目录设计验证计划及报告5、生产部负责安排样品试制及新产品试产的生产排期,确定好生产日期后提前三天以内部联络单通知相关部门做好相关试产,样品验证的准备6、样品及新产品试制时,必须由生产部现场负责人进行第一件的试制调试,并对员工进行培训教育,考核,技术部现场负责技术指导。