注塑油路、电气、结构原理
- 格式:pdf
- 大小:11.31 MB
- 文档页数:92
目录注塑机电气电路分析---弘讯电脑 (2)1.电源系统 (2)2.位置尺(A/D)的测量 (2)3.温度的测量和控制 (3)4.比例压力,流量(D/A) (3)5.面板控制及显示器。
(4)6.方向阀驱动及行程输入。
(5)7、使用U盘传程序方法 (5)8. 弘讯电脑常见故障分析 (7)故障一:无显示、显示不清晰 (8)故障二:手动灯不亮,不工作 (8)压力、流量故障 (9)温控故障 (9)电子尺故障 (10)输入、输出点故障 (11)按键故障 (11)资料存储故障 (11)其它故障 (12)注塑机电气电路分析---弘讯电脑1.电源系统AK580-M6C电源系统由以下4个部分组成:1、440W变压器,输入380V,输出0,110V,220V,110V供给开关电源,220V,供交流接触器(加热,电机启动)2、T1015小变压器,~15V,0V,~15V,(蓝,灰,蓝)供电脑测量位置尺电源。
~10V,0V,~10V(黄,白,黄)供温度测量用电源3、开关电源A(0V,24V),供电脑自身主机,面板用电,及比例压力,流量。
4、开关电源B(HCOM,H24V),供接近开关,行程开关,及液压电磁阀用电。
故障分析:1、440W变压器故障判定按电工标准进行检验,输入输出是否符合标牌标准。
注:小变压器T1015,15V不得低于13.5V,10V不得低于7.5V,否则,可能会造成电子尺显示数据大范围波动,温度跳动不准。
2、若小变压器T1015无输出,则电脑显示位置检测不良,加热,电机不能启动,温度画面每一段实际温度显示为970。
3、开关电源A,若没输出,造成显示无,主机RUN红色指示灯不闪烁,无法开机。
4、开关电源B无,基本表现为:行程开关(PB)都无输入(PB=0),(PC)方向阀,及溢流阀不通电。
5、C6000,C7000电脑A,B电源根据实际的负载大小配置与机器锁模力,及机型有一定关联,开关电源型号有150W,240W,350W,500W,600W。

各种注塑机节能介绍在注塑产品成本的构成中,电费占了相当的比例,依据注塑机设备工艺的需求,传统的注塑机油泵马达耗电占整个设备耗电量比例高达80%-90%。
设计与制造新一代“节能型”注塑机,已成为迫切需要关注和解决的问题。
在注塑机节能问题上,目前主要存在两个解决方案:1.全电动式;2.电动-液压混合式。
一、其主要特点分别为:1、全电动式注塑机有一系列优点,特别是在环保和节能方面的优势。
目前较先进的全电动式注塑机节电可以达到70%,另外,由于使用伺服电机注射控制精度较高,转速也较稳定,还可以多级调节。
但全电动式注塑机在使用寿命上不如全液压式注塑机,市场上仍以日产设备为主。
2、电动-液压式注塑机是集液压和电驱动于一体的新型注塑机。
它融合了全液压式注塑机的高性能和全电动式的节能优点,这种电动-液压相结合的节能型注塑机已成为国内注塑机技术发展的一个主导方向。
二、注塑机的一般工艺过程注塑机的工艺过程一般分为:锁模、射胶、熔胶、保压、冷却、开模等几个阶段,各个阶段需要不同的压力和流量。
对于油泵马达而言,注塑过程的负载总是处于变化状态,在定量泵的液压系统中,油泵马达以恒定的转速提供恒定的流量,多余的液压油通过溢流阀回流,此过程称为高压节流。
据统计由高压节流造成的能量损失高达36%-68%。
故而,相关的节能技术有变频节能技术和变量泵节能技术,有各自的技术特点。
三、变频节能型注塑机传统的注射机没有对机器的驱动电机进行调整,即只要机器通电,电机就始终以额定转速运行。
由于电机与油泵同轴,油泵将以额定排量将油吸入液压系统中,当系统需要的流量小于油泵所提供的流量时,多余的油将被回流,这势必极大浪费。
变频节能型注射机克服了传统注射机的这一弊病。
当系统需要的流量发生变化时,电机的转速也跟着发生变化,从而使得油泵排出的油的流量发生变化,即做到“需要多少给多少”。
由于是异步电机直接加上变频器运行,没有速度闭环精确控制,主电机的加速与减速时间较长,会影响生产效率。
注塑机注射成型的核心过程是充模。
塑料熔体充填模腔时的流动模型(流动状态)决定着制件的凝聚态结构和表观结构(如结晶、分子取向、熔合均匀性等),最终影响制件的使用性能。
塑料熔体从浇口进入型腔的正常充模方式应该是后续熔体推进熔体前缘,逐渐扩展,横跨型腔平面直至抵达型腔内壁,充满整个型腔。
充模流动的非正常形式是喷射流和滞流充模形式。
喷射流和滞流表现为充模开始时熔体以较大的动能,通过浇口喷射入型腔,分别形成熔体珠滴和细丝状直接喷射到浇口对面的型腔壁面上,后续的充模过程又如扩散流动那样。
充模时发生不正常流动形式的流动会使熔体产生分离和熔合,形成较多的熔体熔接缝,给制件性能带来不利影响。
影响熔体充模流动形式的因素有:熔体温度、模具温度、注射压力、注射速度以及模具型腔的空间大小、浇口尺寸和位置。
采用色料充模注塑法和透明模具观察法,观察不同工艺条件下熔体充模流动的形式变化。
色料充模注塑法是在透明原料树脂中混入不同颜料,注射成型试样,观察制品上的流痕花纹,根据流痕花纹判断是正常的铺展式充模流动,还是非正常的充模流动。
透明模具观察法是采用透明模具,直接观察充模流动特点的方法。
注塑机的工作原理:借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。
注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。
取出塑件后又再闭模,进行下一个循环。
注塑机的动作程序喷嘴前进→注射→保压→预塑→倒缩→喷嘴后退→冷却→开模→顶出→退针→开门→关门→合模→喷嘴前进。
一般注塑机包括注射装置、合模装置、液压系统和电气控制系统等部分。
注射成型的基本要求是塑化、注射和成型。
塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。
同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。
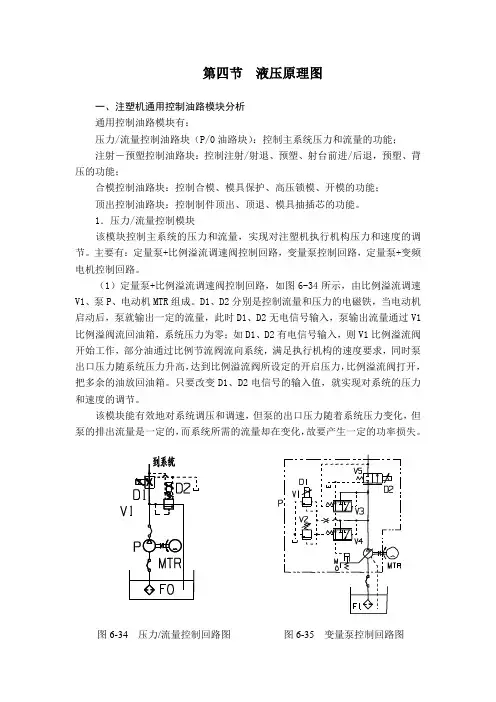
第四节液压原理图一、注塑机通用控制油路模块分析通用控制油路模块有:压力/流量控制油路块(P/0油路块):控制主系统压力和流量的功能;注射-预塑控制油路块:控制注射/射退、预塑、射台前进/后退,预塑、背压的功能;合模控制油路块:控制合模、模具保护、高压锁模、开模的功能;顶出控制油路块:控制制件顶出、顶退、模具抽插芯的功能。
1.压力/流量控制模块该模块控制主系统的压力和流量,实现对注塑机执行机构压力和速度的调节。
主要有:定量泵+比例溢流调速阀控制回路,变量泵控制回路,定量泵+变频电机控制回路。
(1)定量泵+比例溢流调速阀控制回路,如图6-34所示,由比例溢流调速V1、泵P、电动机MTR组成。
D1、D2分别是控制流量和压力的电磁铁,当电动机启动后,泵就输出一定的流量,此时D1、D2无电信号输入,泵输出流量通过V1比例溢阀流回油箱,系统压力为零;如D1、D2有电信号输入,则V1比例溢流阀开始工作,部分油通过比例节流阀流向系统,满足执行机构的速度要求,同时泵出口压力随系统压力升高,达到比例溢流阀所设定的开启压力,比例溢流阀打开,把多余的油放回油箱。
只要改变D1、D2电信号的输入值,就实现对系统的压力和速度的调节。
该模块能有效地对系统调压和调速,但泵的出口压力随着系统压力变化,但泵的排出流量是一定的,而系统所需的流量却在变化,故要产生一定的功率损失。
图6-34压力/流量控制回路图图6-35变量泵控制回路图(2)变量泵控制回路,如图6-35所示,由变量泵P、电动机MTR组成。
变量泵由比例压力阀V1、安全阀V2、压力补偿阀V3、流量补偿阀V4、比例节流阀V5及泵体组成。
D1、D2分别控制变量泵输出压力和流量的电磁铁。
当电动机启动瞬间,泵的斜盘摆角处于最大,此时D1、D2如无电信号输入,变量泵中的比例节流阀V5处关闭状态,泵体输出流量流向V4的控制腔,推动V4阀芯移动,使泵体输出流量流向变量泵斜盘的控制腔,当泵体出口压力克服斜盘复位弹簧力时,斜盘角度变小,直至为零,泵排入系统中的流量为零。
摘要注塑机控制系统是注塑机整机的一个重要组成部分,其性能优劣对整机至关重要。
本论文首先确定了注塑机控制系统的设计方案与思路,经过与单片机控制、微机控制、继电接触器控制等控制系统相比较,决定采用PLC来实现对注塑机各动作的控制。
确定了PLC输入和输出接口的属性,将注塑机的所有检测开关、限位开关、手动操作开关和主令开关等,进行确切地分类和编号,从而确定了I/O口的数量。
根据输入输出的数量、类型确定PLC的型号为FX2N-MR。
完成了注塑机主电路和控制电路等硬件电路的设计。
软件设计方面,根据注塑机各个动作制出注塑机的工艺流程图。
根据此工艺流程图,设计出注塑机的动作流程图,根据动作流程图写出注塑机的状态转移图,并依据状态转移图写出步进梯形图。
关键词:注塑机,控制系统,状态转移图,步进梯形图目录摘要............................................................. 第一章绪论.. 01.1塑料机械行业概述 01.2国内外注塑机的研究现状 01.3注塑机的发展趋势 (2)第二章注塑机系统概述 (4)2.1注塑机的组成 (4)2.2注塑机的分类 (5)2.3注塑机控制系统的抗干扰措施 (6)第三章注塑机控制系统的设计方案和思路 (9)3.1注塑机控制系统设计的主要内容和工艺分析 (9)3.2设计的思路和方案 (10)第四章注塑机的PLC控制系统硬件和软件设计 (13)4.1输入输出点的继电器属性 (13)4.2PLC机型的选择 (14)4.3输入输出地址分配表 (15)4.4主电路的设计 (17)4.5控制电路的设计 (18)4.6注塑机的动作流程 (19)4.7程序设计 (23)第五章总结与展望 (33)5.1结论 (33)5.2展望 (34)致谢 (35)参考文献 (36)第一章绪论1.1 塑料机械行业概述从20世纪50年代技术创新推出了螺杆式塑料注射成型机至今已有50多年的历史。
注塑机工作原理标题:注塑机工作原理引言概述:注塑机是一种常见的塑料加工设备,广泛应用于汽车、电子、家电等行业。
它通过将塑料粒子加热融化,然后注入模具中进行成型,是制造塑料制品的重要工具。
本文将详细介绍注塑机的工作原理。
一、加热和融化塑料粒子1.1 控制加热温度:注塑机通过加热筒将塑料粒子加热至一定温度,以使其融化。
加热温度通常根据不同的塑料材料而有所不同。
1.2 保持压力和时间:在加热过程中,需要保持一定的压力和时间,以确保塑料粒子充分融化并达到所需的流动性。
1.3 控制熔体温度:注塑机还需要控制熔体的温度,以确保其在注射过程中能够保持一定的流动性和粘度。
二、注射和充填模具2.1 注射动作:一旦塑料粒子融化并达到所需的熔体状态,注塑机会通过注射缸将熔体注入模具中。
注射动作需要精确控制注射速度和压力。
2.2 充填模具:在注射过程中,熔体会充满整个模具腔,填充模具的每一个细节和空隙,确保成型制品的完整性和精度。
2.3 冷却和固化:一旦模具中的熔体充填完毕,需要进行冷却和固化,以确保成型制品能够保持所需的形状和尺寸。
三、开模和脱模3.1 开模动作:在成型制品冷却固化后,注塑机会进行开模动作,将模具分开,使成型制品脱离模具。
3.2 脱模处理:脱模过程需要谨慎进行,以避免成型制品受损。
通常会采用气体喷射或模具抽真空等方式辅助脱模。
3.3 检查和修整:脱模后,需要对成型制品进行检查和修整,确保其质量和外观符合要求。
四、循环回收利用4.1 废料回收:在注塑过程中产生的废料可以进行回收利用,减少资源浪费和环境污染。
4.2 冷却水回收:注塑机在工作过程中会产生大量热量,需要通过冷却水循环系统进行散热,可以将冷却水进行循环利用。
4.3 节能环保:注塑机在工作原理中注重节能环保,采用高效的加热和冷却系统,减少能源消耗和排放。
五、自动化控制和监控5.1 PLC控制系统:现代注塑机通常配备了PLC控制系统,可以实现自动化控制和监控,提高生产效率和产品质量。
注塑机的工作原理引言概述:注塑机是一种常见的塑料加工设备,广泛应用于各种塑料制品的生产。
其工作原理主要是通过加热塑料颗粒使其熔化后注入模具中,经过冷却固化成型。
下面将详细介绍注塑机的工作原理。
一、加热和熔化1.1 加热系统:注塑机内部设有加热系统,通过加热器加热将塑料颗粒加热至熔点以上。
1.2 熔化:加热后的塑料颗粒在注塑机的螺杆作用下,逐渐熔化成为熔融状态的塑料熔体。
1.3 熔体温度控制:通过控制加热器的温度和螺杆的转速,实现对塑料熔体的温度精确控制。
二、注射和压力2.1 注射系统:当塑料熔体达到一定温度和压力后,通过螺杆的作用将熔体注入模具腔内。
2.2 压力控制:注塑机通过控制注射压力和速度,确保塑料熔体充分填充模具腔,避免产生气泡或者短料现象。
2.3 注射速度:注塑机可根据产品的要求调节注射速度,以实现不同产品的生产需求。
三、冷却和固化3.1 冷却系统:在塑料熔体注入模具后,注塑机会启动冷却系统,通过冷却水或者风冷系统迅速降低模具内的温度。
3.2 固化时间:不同的塑料材料和产品需要不同的固化时间,注塑机可以根据产品的要求调节冷却时间。
3.3 冷却效果:冷却效果的好坏直接影响产品的质量,注塑机通过优化冷却系统,确保产品的固化效果。
四、开模和脱模4.1 开模系统:在塑料产品固化后,注塑机会启动开模系统,将模具分开,使成型的产品脱离模具。
4.2 脱模机构:注塑机配备有脱模机构,可以匡助产品顺利脱模,避免产品变形或者损坏。
4.3 脱模速度:脱模速度的快慢也会影响产品的质量,注塑机可以根据产品的要求调节脱模速度。
五、循环和控制5.1 循环系统:注塑机内部设有循环系统,可以循环利用塑料熔体,提高生产效率。
5.2 控制系统:注塑机的控制系统可以对加热、注射、冷却等各个环节进行精确控制,确保产品质量。
5.3 自动化程度:现代注塑机具有较高的自动化程度,可以实现智能化生产,提高生产效率和产品质量。
总结:注塑机的工作原理是一个复杂的过程,涉及加热、熔化、注射、压力、冷却、固化、开模、脱模等多个环节。

第四节液压原理图一、注塑机通用控制油路模块分析通用控制油路模块有:压力/流量控制油路块(P/0油路块):控制主系统压力和流量的功能;注射-预塑控制油路块:控制注射/射退、预塑、射台前进/后退,预塑、背压的功能;合模控制油路块:控制合模、模具保护、高压锁模、开模的功能;顶出控制油路块:控制制件顶出、顶退、模具抽插芯的功能。
1.压力/流量控制模块该模块控制主系统的压力和流量,实现对注塑机执行机构压力和速度的调节。
主要有:定量泵+比例溢流调速阀控制回路,变量泵控制回路,定量泵+变频电机控制回路。
(1)定量泵+比例溢流调速阀控制回路,如图6-34所示,由比例溢流调速V1、泵P、电动机MTR组成。
D1、D2分别是控制流量和压力的电磁铁,当电动机启动后,泵就输出一定的流量,此时D1、D2无电信号输入,泵输出流量通过V1比例溢阀流回油箱,系统压力为零;如D1、D2有电信号输入,则V1比例溢流阀开始工作,部分油通过比例节流阀流向系统,满足执行机构的速度要求,同时泵出口压力随系统压力升高,达到比例溢流阀所设定的开启压力,比例溢流阀打开,把多余的油放回油箱。
只要改变D1、D2电信号的输入值,就实现对系统的压力和速度的调节。
该模块能有效地对系统调压和调速,但泵的出口压力随着系统压力变化,但泵的排出流量是一定的,而系统所需的流量却在变化,故要产生一定的功率损失。
图6-34压力/流量控制回路图图6-35变量泵控制回路图(2)变量泵控制回路,如图6-35所示,由变量泵P、电动机MTR组成。
变量泵由比例压力阀V1、安全阀V2、压力补偿阀V3、流量补偿阀V4、比例节流阀V5及泵体组成。
D1、D2分别控制变量泵输出压力和流量的电磁铁。
当电动机启动瞬间,泵的斜盘摆角处于最大,此时D1、D2如无电信号输入,变量泵中的比例节流阀V5处关闭状态,泵体输出流量流向V4的控制腔,推动V4阀芯移动,使泵体输出流量流向变量泵斜盘的控制腔,当泵体出口压力克服斜盘复位弹簧力时,斜盘角度变小,直至为零,泵排入系统中的流量为零。
注塑机结构及工作原理一、注塑机的工作原理注塑成型机简称注塑机。
注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。
注塑机作业循环流程如图1所示。
图1 注塑机工作程序框图二、注塑机的分类按合模部件与注射部件配置的型式有卧式、立式、角式三种(1)卧式注塑机:卧式注塑机是最常用的类型。
其特点是注射总成的中心线与合模总成的中心线同心或一致,并平行于安装地面。
它的优点是重心低、工作平稳、模具安装、操作及维修均较方便,模具开档大,占用空间高度小;但占地面积大,大、中、小型机均有广泛应用。
(2)立式注塑机:其特点是合模装置与注射装置的轴线呈一线排列而且与地面垂直。
具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。
缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品注射;机身高,加料、维修不便。
(3)角式注塑机:注射装置和合模装置的轴线互成垂直排列。
根据注射总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:①卧立式,注射总成线与基面平行,而合模总成中心线与基面垂直;②立卧式,注射总成中心线与基面垂直,而合模总成中心线与基面平行。
角式注射机的优点是兼备有卧式与立式注射机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。
注塑机的工作原理注塑机是一种用于塑料加工的设备,其工作原理是将塑料颗粒加热熔化后,通过高压注射进入模具腔内,经过冷却固化形成所需的塑料制品。
以下是注塑机的工作原理的详细介绍。
1. 塑料颗粒的加料和熔化首先,将塑料颗粒加入注塑机的进料斗中。
进料斗将颗粒送入螺杆加料系统。
螺杆由机电驱动,旋转将颗粒推进到加热筒内。
加热筒中的电加热器将筒体加热到设定温度,使塑料颗粒逐渐熔化。
2. 注射过程当塑料颗粒熔化成液态时,螺杆将其推入注射缸中。
注射缸是一个带有活塞的筒体,通过液压系统控制活塞的运动。
当活塞向前挪移时,将熔化的塑料推入模具腔内。
注射缸内部设置有压力传感器,可以实时监测注射压力,确保注射过程的稳定性。
3. 冷却和固化注射完成后,注射缸的活塞开始向后退,同时冷却水通过模具中的冷却通道流动,将塑料制品迅速冷却。
冷却过程中,塑料逐渐固化,形成所需的形状。
冷却时间根据塑料的种类和制品的尺寸而定。
4. 开模和脱模当塑料彻底固化后,注塑机的模具会自动分离。
模具分离时,模具腔内的塑料制品会随之脱模。
脱模方式有多种,可以是模具自动开启,也可以是通过顶针或者气动系统将制品推出模具。
5. 循环重复完成一次注射成型后,注塑机会自动进入下一次循环。
螺杆再次加料,熔化塑料,注射进模具,冷却固化,开模脱模。
整个过程可以自动连续进行,以提高生产效率。
注塑机的工作原理简单来说就是将塑料颗粒加热熔化后注射进模具腔内,经过冷却固化形成塑料制品。
这个过程需要注塑机的螺杆加料系统、加热筒、注射缸、液压系统、冷却系统和模具等组成的配合工作。
通过控制各个部份的运动和参数,可以实现不同形状和尺寸的塑料制品的生产。
注塑机广泛应用于塑料制品生产领域,如家电、汽车零部件、日用品等。
目录注塑机电气电路分析---弘讯电脑 (2)1.电源系统 (2)2.位置尺(A/D)的测量 (2)3.温度的测量和控制 (3)4.比例压力,流量(D/A) (3)5.面板控制及显示器。
(4)6.方向阀驱动及行程输入。
(5)7、使用U盘传程序方法 (5)8. 弘讯电脑常见故障分析 (7)故障一:无显示、显示不清晰 (8)故障二:手动灯不亮,不工作 (8)压力、流量故障 (9)温控故障 (9)电子尺故障 (10)输入、输出点故障 (11)按键故障 (11)资料存储故障 (11)其它故障 (12)注塑机电气电路分析---弘讯电脑1.电源系统AK580-M6C电源系统由以下4个部分组成:1、440W变压器,输入380V,输出0,110V,220V,110V供给开关电源,220V,供交流接触器(加热,电机启动)2、T1015小变压器,~15V,0V,~15V,(蓝,灰,蓝)供电脑测量位置尺电源。
~10V,0V,~10V(黄,白,黄)供温度测量用电源3、开关电源A(0V,24V),供电脑自身主机,面板用电,及比例压力,流量。
4、开关电源B(HCOM,H24V),供接近开关,行程开关,及液压电磁阀用电。
故障分析:1、440W变压器故障判定按电工标准进行检验,输入输出是否符合标牌标准。
注:小变压器T1015,15V不得低于13.5V,10V不得低于7.5V,否则,可能会造成电子尺显示数据大范围波动,温度跳动不准。
2、若小变压器T1015无输出,则电脑显示位置检测不良,加热,电机不能启动,温度画面每一段实际温度显示为970。
3、开关电源A,若没输出,造成显示无,主机RUN红色指示灯不闪烁,无法开机。
4、开关电源B无,基本表现为:行程开关(PB)都无输入(PB=0),(PC)方向阀,及溢流阀不通电。
5、C6000,C7000电脑A,B电源根据实际的负载大小配置与机器锁模力,及机型有一定关联,开关电源型号有150W,240W,350W,500W,600W。