前混合式磨料水射流喷嘴外流场仿真与实验
- 格式:pdf
- 大小:1.50 MB
- 文档页数:5
合机理,大大提高了能量传输效率.由于磨料射流基于流态化原理进行直接供料,磨料粒子从喷嘴喷出时
- - 收稿日期:2 0 0 8 0 4 0 8 责任编辑:许书阁 基金项目:国家自然科学基金重点资助项目 ( 5 0 4 9 0 2 7 5 ) 作者简介:崔俊奎 ( 1 9 7 4 — ) 男,内蒙古凉城人,副教授,博士研究生.T e l : 0 4 1 8- 3 3 5 0 5 1 7 ,E- m a i l :c u i j u n k u i @y a h o o c o m c n
作无限大空间区域,目的在于忽略环境模型边界对流体流动的影响. 根据初始条件,本问题采用流固耦合分析方法.两相流会出现湍流现象,本次模拟采用 R N G湍流模 型,该模型在大应变区域能产生真实和可靠的结果,特别适合于分析有强烈加速度的流动问题.
3 模拟结果与分析
基于不同口径情况下,对前混合式喷嘴及环境模型进行了射流在外部空间流动的模拟,迭代次数为 8 0 0次,计算收敛并提取计算结果. 图 3为 喷 嘴 出 口 直 径 为 2 , 4m m 时,喷嘴产生的射流在空间流动时的速 度分布. 射流以初始流速 v 进入喷嘴, 经过加速后,自喷嘴出射后与周围静止 流体间形成速度不连续的间断面,并形 成了锥形的射流主体段. 由图 3可知, 不同口径喷嘴喷出的射流在空间均形成 了相似的锥形体,在纵向断面上,流速 分布显 示 出 相 似 性 质,轴 线 上 流 速 最 大,距轴 越 远 流 速 越 小;在 轴 线 方 向
4 1 2
煤 炭 学 报
2 0 0 9年第 3 4卷
上速度下降为原来的 1 / 2 .在计算过程中,忽略射流周围空气的黏性摩擦以及一些随机扰动,模拟较为理 想化.如果按实际情况分析,射流的轴向速度会下降得更快.
图4 不同口径喷嘴外流场轴线速度分布曲线 F i g 4 A x i a l v e l o c i t yd i s t r i b u t i o nc u r v e s o f A WJ w i t hd i f f e r e n t d i a m e t e r s n o z z l e s
F l o wf i e l ds i mu l a t i o na n de x p e r i me n t o f p r e mi x e da b r a s i v e w a t e rj e t s o u t s i d et h en o z z l e
1 , 2 1 2 2 2 C U I J u n k u i ,Z H A OJ u n ,L I G u o w e i ,G U OR e n n i n g ,WUC h u n x i a o
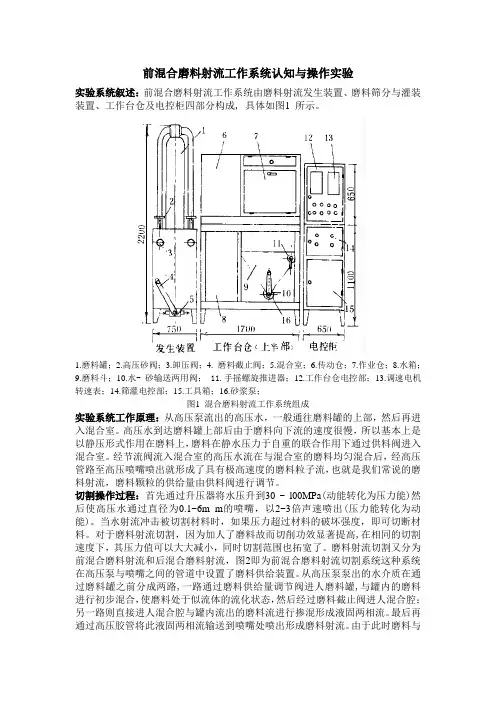
1 - 2 ] 磨削作用,提高了射流的品质和工作效率 [ .A WJ 切割装
置包括泵站、增压装置、蓄能装置、切割喷嘴、磨料供应系 统、导管和回收装置等,如图 1所示. 前混合式磨料水射流从根本上改变了磨料与水介质的混
图1 A WJ 切割靶体 F i g 1 A b r a s i v ew a t e r j e t( A WJ )c u t t i n gd e v i c e
A b s t r a c t :B a s e do nt h ef i n i t e e l e m e n t m o d e l o f t h e p r e m i x e da b r a s i v e w a t e r j e t( A WJ )n o z z l e ,n u m e r i c a l s i m u l a t i o no f f l o wf i e l do u t s i d eA WJ n o z z l e w i t ht w o d i f f e r e n t d i a m e t e r s w a s s t u d i e d .T h e r e s u l t s i n d i c a t e t h a t e x i t d i a m e t e r i n f l u e n c e s t h e n o z z l e v e l o c i t y r e l a t i v e l y l a r g e r , a n dt h e n o z z l e v e l o c i t y d e c r e a s e s w i t hi n c r e a s i n g d i a m e t e r w h i l e k e e p i n go t h e r g e o m e t r y c o n s t r u c t i o np a r a m e t e r s c h a n g e l e s s . I t w o u l di n c r e a s e t h e A WJ v e l o c i t y a t n o z z l e e x i t b y i n c r e a s i n g t h el e n g t ho f n o z z l em i x i n gt u b ep r o p e r l y .T h e o p t i m a l c u t t i n g d i s t a n c e o f t h e A WJ i s 2 0 ~ 5 0t i m e s t h e n o z z l e e x i t d i a m e t e r .T h eA WJ e x p e r i m e n t a l c u t t i n gt a r g e t r e s u l t s a c c o r dw i t ht h ei m p a c t i n gs i m u l a t i o nd e v i c eo nt h ew h o l e . K e yw o r d s :p r e m i x e d ;a b r a s i v ew a t e r j e t( A WJ ) ;n o z z l e ;f l o wf i e l ds i m u l a t i o n ;f i n i t ee l e m e n t m e t h o d 磨料水射流 ( A b r a s i v eWa t e r J e t ,简称 A WJ ) 是将一定数 量的磨料微粒与高压水互相混合而形成的液固两相射流. 在 相对较低压力下,高压水的部分动能传递给磨料,从而把水 射流对靶物的持续作用变为磨料粒子流对靶体的高频冲击、
图2 喷嘴内外射流流场有限元模型 F i g 2 F i n i t ee l e m e n t m o d e l o f t h eA WJ f l o wf i e l di n s i d ea n do u t s i d et h en o z z l e
2 边界条件和初始条件
4 仿真与实验研究
4 1 射流最佳切割距离仿真 利用在不同距离上射流冲击固定壁面的方法来求得最佳切割距离. 建立射流冲击模型,如图 5所示. 调整使冲击射流冲击到固定壁面上, 不断调整固定靶体壁面与喷嘴出口间的距离,且固定壁面每次前移靠近 喷嘴的单位距离均为 1倍于喷嘴出口直径距离;将喷嘴附近的自由壁面 向后移,加大纵向壁面距喷嘴的距离,减小环境设置对射流冲击壁面过 程的不稳定影响.提取不同距离上的固定壁面上的压力变化值,确定最 佳切割距离的范围
磨料微粒与高速流动的水流互相混合而形成的液固两相介质射流属于两相流研究范畴,本文运用两相
6 - 7 ] 流理论来进行模拟计算.目前,紊流模型的仿真研究已成为解决工程射流问题的一个有效手段 [ .
对前混合式磨料水射流进行分析仿真,分析采用 2种不同出 ,4m m ,并建立 2个喷嘴和环境的整体有限 口直径的喷嘴,即 2 元模型.有限元模型整体采用二维单元,映射方法剖分网格,网 格单元均为四边形. 图 2为喷嘴及喷嘴外部流动分析所建立的有限元模型的网格 剖分,左侧为前混合式喷嘴的有限元模型,而右侧的方形区域为 喷嘴外无限大环境有限元模型,用以模拟磨料水射流喷射出喷嘴 后进入的环境状况. 喷嘴模型的基本几何尺寸:左侧是固液两相 流入口,直径为 8m m ;右侧是两相流的出口,其直径为 4m m ; 混合腔长度为 1 5m m ,混合管的长度为 1 0m m .
磨射流进入喷嘴的边界条件:入口速度 v = 5 0 0m/ s ,其中磨料颗粒体积分数为 0 1 ,水的体积分数为 0 9 ;出口边界条件:喷嘴出口压力处压力 p = 1 0 13 2 5P a ;壁面条件:无滑动壁面条件. 计算时两相流材
3 - 4 3 9 8k g / m ,黏度为 8× 1 0 P a ·s ,磨料颗粒为石英砂,其密度为 2 6 6 0k g / m ,黏度为 料特性:水密度为 9 - 5 1× 1 0 P a ·s ;环境模型的分析条件:该环境模拟普通大气环境,方形区域尺寸相对喷嘴口径可近似看
前混合式磨料水射流喷嘴外流场仿真与实验
, 2 崔俊奎1 ,赵 军1,李国威2,郭仁宁2,武春晓2 ( 1 天津大学 机械工程学院,天津 3 0 0 0 7 2 ;2 辽宁工程技术大学 机械工程学院,辽宁 阜新 1 2 3 0 0 0 )
摘 要:通过建立磨料水射流喷嘴有限元模型,对 2种不同直径的前混合式磨料水射流的喷嘴外 流场进行仿真分析.结果表明,在喷嘴其它几何条件相同的情况下,出口直径对喷嘴的出口速度 影响比较大,出口直径越大,出口速度越小;在一定程度上将混合管适当地加长,可以提高磨料 0~ 5 0倍. 磨料水 射流在喷嘴出口处的速度;磨料水射流最佳的切割距离为喷嘴出口直径的 2 射流切割靶体实验结果与靶体冲击仿真结果基本吻合. 关键词:前混合式;磨料水射流;喷嘴;流场仿真;有限元法 中图分类号:T P 6 0 1 文献标识码:A
第 3期
崔俊奎等:前混合式磨料水射流喷嘴外流场仿真与实验
4 1 1
已经达到水流速度的 9 5 %以上,高速度的磨料粒子冲击和切割破碎能力必然很强,切割物件所需的水压