2017年中职发动机缸盖拆装评分表
- 格式:docx
- 大小:30.06 KB
- 文档页数:8

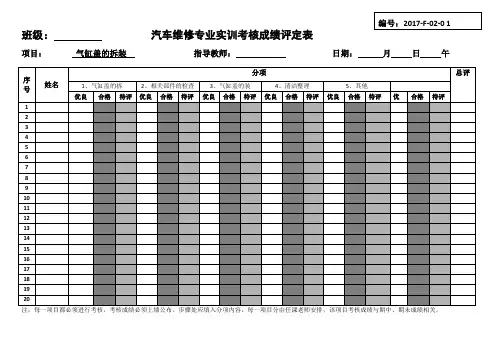
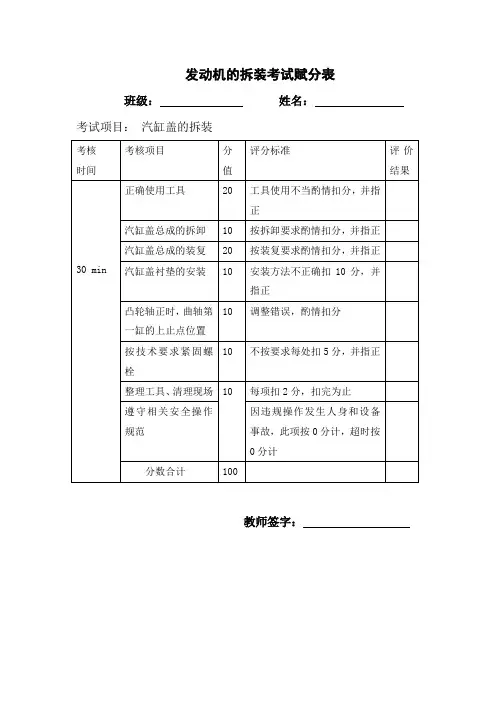
项目:气缸盖的拆装指导教师:日期:月日午注:每一项目都必须进行考核,考核成绩必须上墙公布。
步骤处应填入分项内容,每一项目分由任课老师安排,该项目考核成绩与期中、期未成绩相关。
气缸盖的拆装过程及技术要求姓名班级成绩(总评)拆装步骤操作工艺评分细则评分1、气缸盖的拆卸1)使用指针式扭力扳手对角分两次预松气缸盖螺栓要求:(1)必须使用专用的工具和扭力扳手进行拆卸(2)必须按照次序逐个的拧松螺栓,不能不分次序乱拧螺栓(3)必须分两次逐个拧松,不能一次就将螺栓拧出(4)必须用吸棒将螺栓逐个吸出,按顺序摆放气缸盖螺栓,不得混淆(5)拧螺栓时不能损坏螺纹孔及其螺栓本身。
(6)零件和工具不能落地(7)工具使用要正确,左手握住专用工具,右手转动扭力扳手,用力要均匀,不能因为工具使用不正确导致手或其他部位受伤2)彻底拧松气缸盖的螺栓3)分侧取出气缸盖螺栓4)取下气缸盖,摆放安全。
要点:放置在专用的橡胶垫块上面,放置方式合适,不得损坏气缸盖下平面。
5)确认气缸垫安装标记,取下气缸垫并摆放整齐取下气缸垫时必须要清洁,检查标记并及时报告2、相关部件的检查6)检查清洁气缸体检查气缸体表面有否裂纹或破损、变形等7)检查清洁气缸盖检查气缸盖表面有否裂纹或破损、变形等8)检查气缸垫检查气缸垫有否变形、破损、腐蚀等,此处要求更换9)检查气缸盖螺栓检查螺栓有否变形、裂纹、损坏等3、气缸盖的安装10)使第一缸活塞处于上止点位置。
用扭力扳手和19号梅花套筒拧曲轴皮带轮螺栓,使皮带轮标记和下防护罩标记对正,使的一缸活塞处于上止点。
11)口述需要更换新的气缸垫,确认气缸垫安装面安装气缸垫要求能够正确安装,注意标记,此处要求更换12)安放气缸盖。
要点:不应该发生冲击现象放置气缸盖应该做到轻拿轻放,注意定位销及其气缸垫的位置(不能移位)13)放入缸盖螺栓要点:螺栓不得互换放螺栓时,注意螺栓的位置不能错掉14)用手预紧气缸盖螺栓至拧不动为止。
注意手的保护,不能伤到手15)使用工具按下图顺序预紧气缸盖螺栓使用专用工具(花键)和扭力扳手按照次序逐个预紧螺栓,螺栓不能拧的过紧,注意正确的工具使用方法(同前)16)口述缸盖螺栓标准力矩为40N.m,扭力扳手调至20牛米,按规定的顺利拧紧。
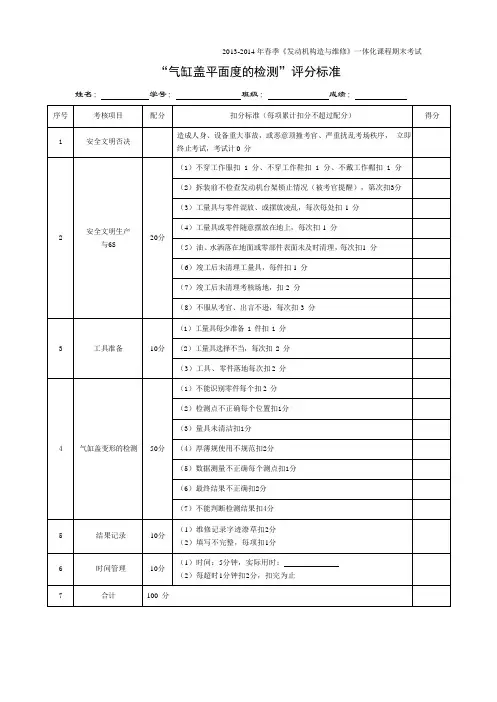
2013-2014年春季《发动机构造与维修》一体化课程期末考试
“气缸盖平面度的检测”评分标准
姓名:学号:班级:成绩:
序号考核项目配分扣分标准(每项累计扣分不超过配分)得分
1 安全文明否决造成人身、设备重大事故,或恶意顶撞考官、严重扰乱考场秩序,立即终止考试,考试计0 分
2 安全文明生产
与6S
20分
(1)不穿工作服扣 1 分、不穿工作鞋扣 1 分、不戴工作帽扣 1 分
(2)拆装前不检查发动机台架锁止情况(被考官提醒),第次扣3分
(3)工量具与零件混放、或摆放凌乱,每次每处扣1 分
(4)工量具或零件随意摆放在地上,每次扣1 分
(5)油、水洒落在地面或零部件表面未及时清理,每次扣1 分
(6)竣工后未清理工量具,每件扣1 分
(7)竣工后未清理考核场地,扣2 分
(8)不服从考官、出言不逊,每次扣3 分
3 工具准备10分(1)工量具每少准备 1 件扣 1 分(2)工量具选择不当,每次扣 2 分(3)工具、零件落地每次扣2 分
4 气缸盖变形的检测50分(1)不能识别零件每个扣2 分(2)检测点不正确每个位置扣1分(3)量具未清洁扣1分
(4)厚薄规使用不规范扣2分
(5)数据测量不正确每个测点扣1分(6)最终结果不正确扣2分
(7)不能判断检测结果扣4分
5 结果记录10分(1)维修记录字迹潦草扣2分(2)填写不完整,每项扣1分
6 时间管理10分(1)时间:5分钟,实际用时:(2)每超时1分钟扣2分,扣完为止
7 合计100 分。
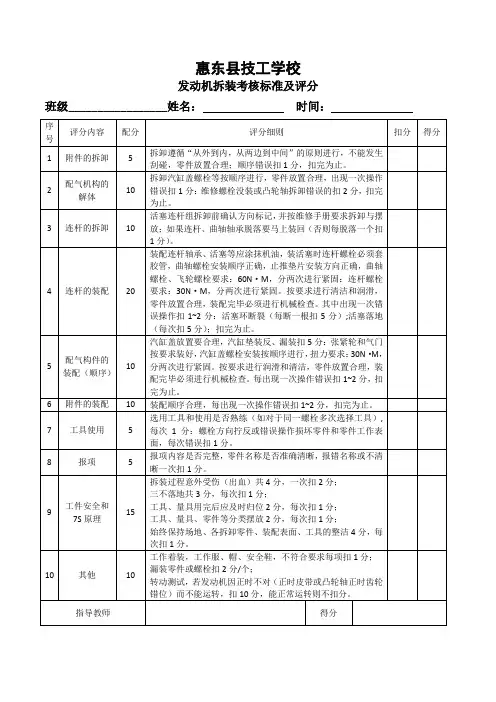

陕西正大技师学院汽车工程系第一届汽车维修技能竞赛
评分记录表
项目:发动机气缸盖拆装成绩总分:参赛组员:
技术要点评分记录表
序号项目内容评分规则标准得分
1 工具
选用
选取工具和
使用
多选或少选扣5分
工具选择使用
正确10分
错误使用工具扣5分
2
发动机
解体
解体顺序
方法一处错误扣5分 1.解体过程
正确10分
2.零件摆放分
类、作记号、
有序10分
3.记录准确、
详细及规范
10分
结果一处错误扣5分
零件摆放
凌乱扣5分
摆放顺序不对扣5分
技术要求
未记录相关参数每处扣5分
记录错误每处扣5分
零件清洗
检查
零件清洗和
检查
需要清洗的零件没有清洗或
不干净每件扣5分
拆解后的零件
仔细检查并清
洗干净10分
没有检查每件扣5分
3 发动机
装配
发动机装配
顺序
方法一处错误扣5分
1.装配过程方
法结果正确
10分
2.无漏装零
件、无泄露、
装配过程按规
范执行20分
结果一处错误扣5分
技术要求
未达到相关技术每处扣5分
错误每一处扣5分
装配质量
装配不合格扣5分
有部分零件没有装配扣5分
4 场地清理比赛场地没有清理或不干净扣5分场地干净整齐、工具归还5分
5 小组协作
团结
集体意识
比赛配合分工有序加10分小组配合分工
及组员表现
15分
组员自由散慢扣5分
评委老师:年月日。
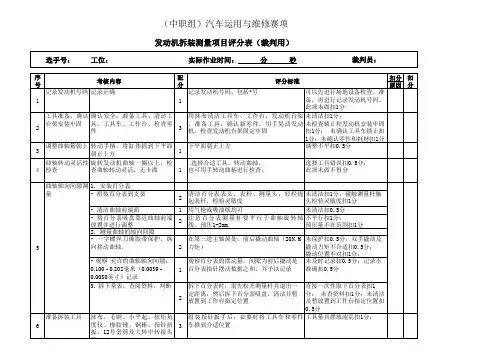
2017年全国中等职业学校汽车运用与维修大赛故障诊断(发动机)作业评分表选手参赛号选手姓名裁判签字车辆信息整车型号SGM7146ATC车辆识别代码VIN:LSGPC************ 发动机型号LDE故障描述发动机故障项目作业记录内容配分备注扣分一、前期准备①车辆信息填写②安装座椅、地板、方向盘三件套③安装翼子板布和前格栅布1□车辆信息由一项未填扣1分□三件套少铺或未铺扣1分□翼子板布少铺或未铺扣1分二、安全检查①安装车轮挡块、插尾气抽气管②检查手刹和档位③检查机油、冷却液、制动液、电瓶电压2□未做或缺项扣1分□未做或缺项扣1分□未做或缺项扣1分三、仪器连接①点火开关关闭②正确连接诊断仪器1□未关闭点火开关扣1分□诊断仪器连接或诊断接头选择(通用GM接口)不正确扣1分四、故障现象确认确认故障症状并记录症状现象(根据不同故障范围,进行功能检测,并填写检测结果)①发动机故障灯MIL□正常■不正常②发动机启动及运转状况□正常■不正常③其它(如果有)□正常■不正常起动机不工作无法清除故障码1车辆无法起动□仪表显示状态未确认或未记录扣1分。
□运转状况未确认,扣1分。
□工单填写或判断错误,每项扣1分。
*车辆无法起动,发动机故障灯(MIL)不亮五、故障代码检查正确读取并记录故障码□无DTC■有DTC :P0443*发动机控制系统无通讯修复后,将点火开关置于0M(运行)后出现其他。
其他高速通讯模块内有:1□发动机控制模块,未检查或未记录,扣1分*发动机控制系统无通讯修复后,选手检查有P0443DTC□未记录不得分U0100 DTC (与发动机控制模块失去通信) □未填写U0100 DTC ,不得分*KT600开机界面后选择“普通模式”六、正确读取数据 和清除故障码1、定格数据记录(只记录故障发生时的数据帧内容)包括: 1)基本数据七、确定故障范围根据上述检查进行判断并填写可能故障范围。
GM-LAN 高速通讯线故障 ■ 可能 □ 不可能 发动机控制模块■ 可能 □ 不可能 发动机控制模块电源故障 ■ 可能 □ 不可能 发动机控制模块接地故障 ■ 可能 □ 不可能 其他相关电路故障 ■ 可能 □ 不可能 其他高速通讯模块 ■ 可能 □ 不可能□ 可能 □ 不可能3□判断错误,每项扣2分八、基本检查线路/连接器外观及连接情况 ■ 正常 □ 不正常 零件安装等 ■ 正常 □ 不正常 插头松动,需要恢复 1□无任何检查动作扣1分□检查未记录扣0.5分 *共2项,每缺一项,扣1分九、部件测试<一>工单记录<二>作业内容1.F31UA 7.5A 保险丝-确认B+电路端子(K20/X1/14)和搭铁之间的测试灯亮,(K20/X1/14点亮)正常。
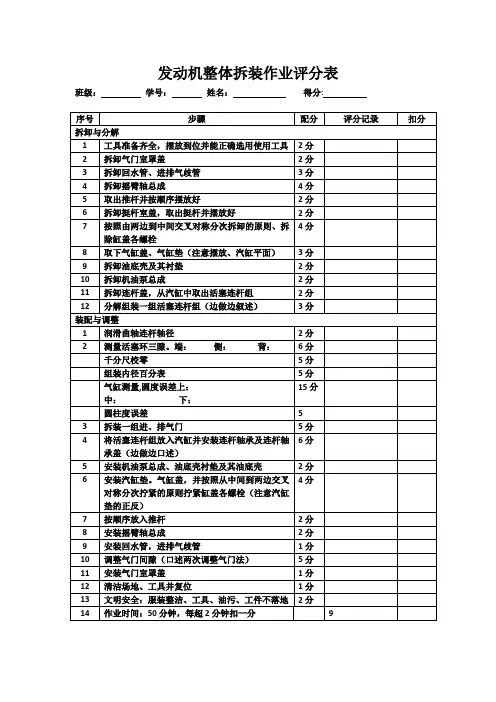
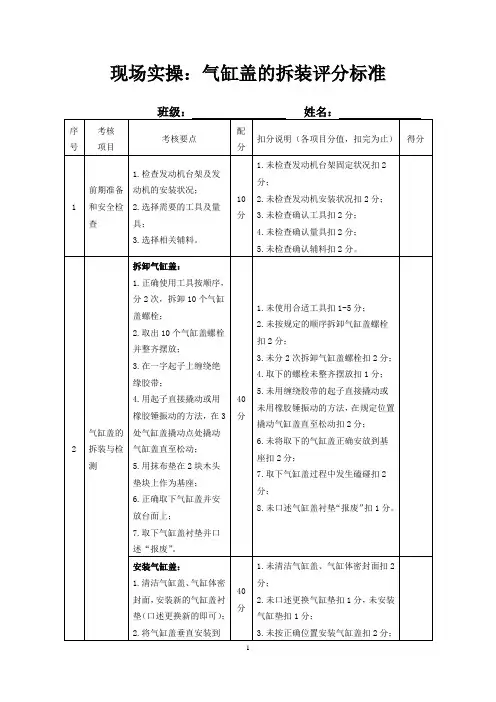
2017年中职发动机缸盖拆装评分表 发动机气缸盖、气门组拆装检查作业评分表 选手号码: 开始时间: 结束时间: 成绩: 作业项目 作业要求及注意事项 分值 扣分说明 扣分 一、维修准备(总分值4分) 1.检查确认工具、量具、零件及辅料 1 工具,未确认检查扣1分 量具,未确认检查扣0.5分 未确认检查零件及辅料扣0.5分
2.检查发动机翻转架及发动机安装状况 1 未检查翻转架状况扣1分 未检查安装状况扣1分 二、凸轮轴的拆卸(7.5分) 1.拆卸第一道凸轮轴轴承盖 1)使用合适工具按图示顺序释放分两次拧松1号凸轮轴盖力矩。 2)拆下4颗螺栓后用塑料锤轻敲以松开凸轮轴盖并将其拆下,敲打时用手扶住防止掉落。 1.5 没有使用合适工具(指针扳手)扣0.5分 没有按规定的卸力顺序卸力扣1分 没有分两次拧松螺栓扣1分 未用塑料锤在规定位置敲击扣0.5分
2.拆下排气凸轮轴 1)确认排气凸轮轴轴承盖标记。 2)使用合适工具以1/2至1圈的增量从内到外螺旋式一次拧松8个排气凸轮轴轴承盖螺栓固定力矩。 3)拆下8个排气凸轮轴轴承盖螺栓,注意螺栓不能互换。 4)从汽缸盖上拆下4个排气凸轮轴轴承盖6至9,并依次摆放至零件盆中。 5)取下排气凸轮轴并摆放零件盆中,注意轻拿轻放 3 拆卸前没有确认4个排气凸轮轴轴承盖安装顺序扣1分 没有按规定卸力顺序卸力扣1分 没有分3次释放1/2至1圈的增量,扣1分 没有使用合适工具(指针扳手)扣0.5分 拆下部件没有按顺序摆放扣0.5分 拆下凸轮轴过程中发生磕碰扣0.5分
3.拆下进气凸轮轴 1)确认进气凸轮轴轴承盖标记。 2)使用合适工具以1/2至1圈的增量从内到外螺旋式一次拧松8个进气凸轮轴轴承盖螺栓固定力矩。 3)拆下8个进气凸轮轴轴承盖螺栓,注意螺栓不能互换。 4)从汽缸盖上拆下4个进气凸轮轴轴承盖6至9,并依次摆放至零件盆中。 5)取下进气凸轮轴并摆放零件盆中,注意轻拿轻放 3 拆卸前没有确认4个斤气凸轮轴轴承盖安装顺序扣1分 没有按规定卸力顺序卸力扣1分 没有分3次释放1/2至1圈的增量,扣1分 没有使用合适工具(指针扳手)扣0.5分 拆下部件没有按顺序摆放扣0.5分 拆下凸轮轴过程中发生磕碰扣0.5分 三、气门挺杆拆卸(2分) 1.检查气门挺柱标记 2.使用EN-845抽吸装置(或吸棒)拆下16个气门挺柱。 提示:标注位置可以正确区分进排气侧气门挺柱安装顺序,防止在安装过程中装错。 2 使用使用EN-845抽吸装置(或吸棒)扣1分 没有按顺序摆放气门挺柱扣1分 *先对气缸盖力矩卸力前取下气门挺柱,裁判可以提醒,但扣除该项分值。 四、气门组拆卸(10分) 1.准备气门组拆卸工具 组装气门弹簧钳,根据气门弹簧座直径大小选择合适的气门压头,准备护目镜。 警告:佩戴护目镜,以免被气门锁片损伤眼睛。 2 气门弹簧拆装工具组装错误扣0.5分 气门压头选择错误扣0.5分 未佩戴护目镜扣1分 未按裁判指定拆卸的气门组扣除气门组拆卸所有分数 2.松开气门座圈 确保在拆卸气门锁块过程中没有损坏任何专用工具,用EN-6171释放工具松开气门座圈。将EN-6171释放工具放在气门座圈上,并用橡胶锤短暂敲击,所有气门座圈都将松开 2 未松开气门座圈扣0.5分 专用工具使用不当扣1分 未使用橡皮锤敲击扣0.5分 3.拆卸气门锁片 1)安装气门拆卸工具压缩气门弹簧,气门压缩钳和压头确认安装到位。 2)压缩气门弹簧,压缩过程需与气门弹簧受力方向一致。 3)用专用工具取下气门锁片。 2 选择工具错误扣0.5分 拆卸工具安装不到位扣0.5分 未按要求压缩气门弹簧扣0.5分 未按压到位取气门锁片扣1分 未用镊子取下气门锁片扣0.5分
4.拆下指定缸的气门弹簧座圈、气门弹簧和气门 1)取下气门弹簧座圈 2)取下气门弹簧 3)取出气门,拆卸时将气门标记,气门不可互换(不做标记,但必须在工具台上摆放整齐,以防位置错乱。) 4)按对应位置摆放气门锁片、气门弹簧座圈、气门弹簧和气门。 2 未全部取出要拆卸的零件扣1分 零件取出后,摆放不整齐扣1分 5.取下气门油封 使用专用工具(油封钳)松开指定气门油封,并从气门导管上拆下 2 使用工具错误扣1分 未按指定位置拆卸气门油封扣1分 五、清洁零件(3分) 1.气门导管清洁 2.气门清洁;使用钢丝刷清除积碳,但不能用钢丝刷清洁气门杆身 3.气门弹簧清洁 4.气门锁片清洁 5.气门弹簧座圈清洁 6.凸轮轴清洁 7.凸轮轴轴承盖清洁 8.凸轮轴轴承盖螺栓清洁 9.汽缸盖清洁 10.清洁火花塞安装孔 11.清洁燃烧室 12.清洁气门座 3 未用化清剂或压缩空气清洁扣0.5分 清洁方法错误扣0.5分 未清洗一个项目扣0.5分,该项共计3分,扣完为止。 六、目视检查零件(3分) 1.气门检查内容(八项内容):气门锥面有无烧伤或开裂或沟槽;气门杆尾端有无异常磨损;气门座部位有无点蚀;气门余量厚度是否不足;气门杆有无弯曲;气门杆点蚀或严重磨损;气门锁片槽磨损;气门杆顶端磨损;如果存在上述任一状况,则更换气门。 2.气门弹簧检查内容;检查气门弹簧是否有弹簧圈破裂或弹簧圈末端破裂 3.气门弹簧座检查内容:有无开裂损坏,气门锁片安装孔有无磨损 4.气门挺柱检查内容:有无开裂损坏 5.气门锁片检查内容:气门锁片有无磨损 6.凸轮轴检查内容:检查凸轮轴轴颈有无拉伤、凸轮轴有无拉伤、凸轮轴位置传感器信号轮裂纹损坏。, 7.凸轮轴轴承盖检查内容:有无拉伤 8.螺栓检查内容:螺栓有无拉伸或损坏 9.汽缸盖检查项目:检查汽缸盖上气门座之间区域有无开裂、汽缸盖平面有无腐蚀、沙眼,气缸盖螺纹孔无损坏 3 1.检查过程共计3分 未检查以下项目,少一项扣0.5分,该项共计3分,扣完为止 七、气门长度测量(4分) 清洁测量平台 清洁高度尺、高度尺校零 将进、排气门分别放置在测量平台上,使用高度尺,测量并记录进气门、排气门的长度 • 进气门标准长度:117.000-117.400mm • 排气门标准长度:116.160-116.360mm 4 1. 测量过程共计3分 量具选择错误扣1分 气门高度测量位置错误扣1分 高度尺未校零或校零错误扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 2. 量具使用1分 未锁止直接读数扣1分 当测量尺与被测部位接触时,发生撞击,扣1分 八、气门头直径测量(4分) 查阅手册 清洁25-50mm千分尺 千分尺校零 测量气门头直径,隔90度再测一次,取最小值。 将结果填入工单并根据实测值做出正确结果判断: 提示:进气门-气门头直径31.000-31.300mm 4 1. 测量过程共计3分 量具选择错误扣1分 气门头测量位置错误扣1分 未校零或校零错误扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 排气门-气门头直径27.400-27.600mm 2. 量具使用1分 直接转动微分筒测量读数扣1分 当测微杆与被测部位接触时,转动速度过快,扣1分 九、气门杆直径测量(4分) 查阅手册 清洁25-50mm千分尺 千分尺校零 测量气门杆直径,测量点分为上、中、下三点(取最小值) 也可采用同一截面上垂直方向各测一次(取最小值) 将结果填入工单并根据实际测量值做出正确结果判断:应测量最大磨损区域位置 提示:进气门-气门杆直径4.965-4,980mm 排气门-气门杆直径4.950-4.965mm 提示:测量时,测量工具可以锁止以后取出来读数,也可以带着气门杆一起读数,但读数据时必须是锁止水平状态。 4 1.测量过程共计3分 量具选择错误扣1分 气门杆测量位置错误扣1分 未校零或校零错误扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 2.量具使用1分 直接转动微分筒测量读数扣1分 当测微杆与被测部位接触时,转动速度过快,扣1分
十、气门锥面宽度测量(4分) 查阅手册 清洁0-150mm游标卡尺 游标卡尺需要校零 使用吸油纸清洁气门锥面 用适当的标尺在气门锥面 (1) 上测量气门座宽度。 注意: 气门座接触面至少要距离气门外径(余量)0.5毫米(0.020英寸)。如果接触区域距离边缘太近,则必须修整气门座以使接触区域远离边缘。 4 1.测量过程共计3分 未校零或校零错误扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 未使用吸油纸清洁气门座工作面扣0.5分 测量位置错误扣1分 2.量具使用1分 未正确读取测量值,扣1分 量尺放置偏斜或未锁定读数扣1分 十一、气门座宽度测量(4分) 使用吸油纸清洁气门座表面 用适当的标尺测量气缸盖中的气门座宽度 进气门座宽度:1.000-1.400mm 排气门座宽度:1.400-1.800mm 6 1.测量过程共计3分 未检查直尺刻度部分扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 未使用吸油纸清洁气门座表面扣0.5分 测量位置错误扣1分 2.量具使用1分 未正确读取测量值,扣1分 十二、进、排气门对1. 将红印油 (3) 轻轻涂于气门锥面上。 2. 将气门安装到气缸盖上。 1. 测量过程共计3分 未将红印油均匀涂于气门锥面上,扣1分 气门座的同心度检查(3分) 3. 用足够的压力抵着气门座转动气门,以磨去染料。 4. 将气门从气缸盖上拆下。 5. 检查气门座锥面。 • 如果气门座锥面和气门杆是同心的,从而提供正确的密封,则围绕整个锥面 (1) 的印痕会是连续的。 3 安装气门时,手碰触带印油的气门锥面表面,扣1分 气门安装时,严重碰撞气门座,扣0.5分 未用足够的压力抵着气门座转动气门,以磨去染料,扣0.5分 转动气门不足60度,扣0.5分 未观察气门座红印油印痕的连续性,扣1分 测量后,未及时清洁气门座上的染料印痕,扣0.5分 十三、进、排气门锥面位置检查(4分) 清洁、校准游标卡尺 使用游标卡尺测量气门锥面染料印痕与气门外径的余量 染料磨去印痕至少要距离气门外径(余量)0.5毫米(0.020英寸)。 如果染料磨去印痕离余量太近,必须修整气门座以使接触面离开余量。 4 1. 测量过程3分 未校零或校零错误扣1分 使用前未清洁扣0.5分 使用后未清洁扣0.5分 未检查进、排气门锥面上的染料痕迹,扣1分 未使用游标卡尺测量印痕距离气门外径,扣1分 未清洁气门锥面的染料印痕,扣0.5分 2. 量具使用1分 未正确读取测量值,扣1分 量尺放置偏斜或未锁定读数扣1分
十四、气门组装配(7分) 1.准备气门组安装工具: 1)组装气门弹簧钳,根据气门弹簧座直径大小选择合适的气门压头,护目镜。 2)清洁气门导管内孔、气门座圈、气门、气门弹簧、气门弹簧座圈、气门锁片 2 工具使用不正确扣1分 未佩戴护目镜扣0.5分 用压缩空气吹洗即可,每漏一个清洁项目扣0.5分 2.安装气门、气门弹簧、气门弹簧座圈 1)用机油润滑气门杆身,将气门插入气门导管 2)安装气门弹簧 3)安装气门弹簧座圈 2 未润滑扣0.5分 气门插入过程中损坏油封扣0.5分 弹簧安装方向希望扣0.5分 弹簧座圈安装不到位扣0.5分 3.安装气门锁片 工具气门弹簧直径大小选择合适的气门压头,气门弹簧压缩钳和压头确认安装到位,压缩过程与气门弹簧受力方向一致。用专用工具(或镊子)安装气门锁片 2 未使用专用工具安装气门锁片扣1分 锁片安装不到位扣1分 未确认锁片安装是否到位扣1分 4拆卸气门组拆装工具 1) 拆卸 2) 清洁并复位 1 未合理拆卸气门组拆卸工具扣0.5分 清洁并复位拆卸气门组拆卸工具扣0.5分 十五、气门涂抹机油 2 未润滑或润滑不到位扣1分