钳工实习课教案-钻孔-6
- 格式:doc
- 大小:43.50 KB
- 文档页数:6
钳⼯⽣产实习教案钻孔钻孔授课班级:授课⽇期:教学⽬的及任务:1.了解本⼯作场地台钻的规格、性能及使⽤⽅法;2.熟悉标准⿇花钻的规格、型号;3.懂得钻孔时⼯件的⼏种装夹⽅法;4.掌握划线钻孔⽅法,并能进⾏⼀般孔的钻削加⼯;5.熟记安全⽂明操作规程。
(⼀)组织教学:(5分钟)1.检查学⽣出勤情况;2.检查⼯作服是否穿戴整齐;3.宣布本节课内容及任务。
(⼆)⼊门指导:(240分钟)⼀、钻孔概述:⽤钻头在实体材料上加⼯出孔的⼯作称为钻孔。
⽤钻床钻孔时,⼯件装夹在钻床⼯作台上固定不动;钻头装在钻床主轴上,⼀⾯旋转(切削运动、主运动),⼀⾯沿钻头轴线向下作直线运动(进给运动)。
钻孔时,由于钻头的刚性和精度都较差,故加⼯精度不⾼,⼀般为ITl0~IT9级,表⾯Ra值≥12.5µm。
⼆、钻床钳⼯常⽤的钻床有台钻、⽴钻、摇臂钻、⼿电钻等。
1、台钻⼀般⽤来加⼯直径⼩于12mm的⼩孔,可在台钻上进⾏钻孔、锪孔、铰孔、扩孔等简单孔加⼯。
2、⽴钻⼀般⽤来加⼯中⼩型的孔。
⽴钻有主轴变速箱,进给变速箱,可对主轴转速进⾏变换。
可进⾏机动进给,主轴可正反转,可进⾏钻孔、扩孔、铰孔、攻丝、锪平台等孔加⼯。
其最⼤钻孔直径有25mm、35mm、40mm等。
3、摇臂钻可进⾏特⼤型⼯件的孔系加⼯。
通过移动主轴来加⼯⼯件,可进⾏钻孔、扩孔、锪孔、铰孔、攻丝等⼯作。
4、⼿电钻移动、携带⽅便,适合于流动作业,但钻孔精度较低。
三、⿇花钻1、⿇花钻的构成⿇花钻是最常⽤的⼀种钻头,⼀般⽤⾼速钢(W18Cr4V或W9Cr4V2)制成,淬硬⾄HRC62~68,它由柄部、颈部、⼯作部分组成。
柄部是钻头的夹持部分,⽤来将钻头夹持在钻床主轴孔中,以传递钻孔时所需的扭矩和轴向⼒,它有锥柄和直柄两种。
直径≥13mm制成锥柄,直径≤13mm制成直柄,锥柄的扁尾⽤来增加扭矩,避免钻头打滑。
颈部是为磨制钻头时供砂轮退⼑⽤。
钻头规格、商标也刻印在颈部。
2、⿇花钻的切削部分两个螺旋槽表⾯是前⼑⾯,切削沿其排出。
日照市技师学院汽车技术系
教
学
教
案
课程名称:钳工实训
授课教师:庄永成
(2)工件的装夹
(3)钻孔加工操作要点
1) 通过划线钻孔时,应先将钻头对准孔中心样冲眼钻一浅窝,以检查钻孔中心是否准确。
如发现偏心,应重新打一较大的样冲眼后再钻。
2) 手动进给时,进给力不可过大。
当孔将要钻穿时,必须减小进给力,以防止折断钻头或使工件转动造成事故。
3) 韧性材料钻孔时,应使用切削液。
钻小孔或深孔时,应经常退出钻头排屑,并及时冷却。
4) 钻大直径的孔应分两次以上完成,其中第一次
四、铰孔
●铰孔是用铰刀对已经钻孔或扩孔加工并留有较小余
量的孔进行精加工的方法。
●铰孔加工可以提高孔的尺寸形状精度,但不能改变
已加工孔的位置精度。
铰孔加工的尺寸精度可达IT9~IT7,表面粗糙度可达Ra1.6~0.8μm。
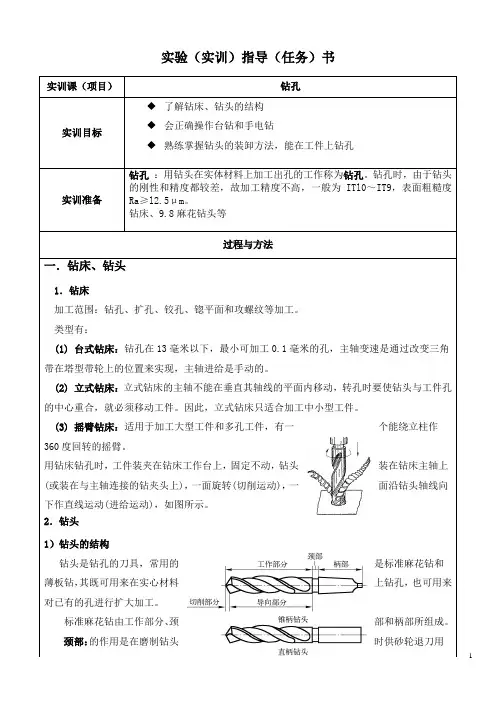
实验(实训)指导(任务)书实训课(项目)钻孔实训目标◆了解钻床、钻头的结构◆会正确操作台钻和手电钻◆熟练掌握钻头的装卸方法,能在工件上钻孔实训准备钻孔:用钻头在实体材料上加工出孔的工作称为钻孔。
钻孔时,由于钻头的刚性和精度都较差,故加工精度不高,一般为ITl0~IT9,表面粗糙度Ra≥l2.5μm。
钻床、9.8麻花钻头等过程与方法一.钻床、钻头1.钻床加工范围:钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。
类型有:(1) 台式钻床:钻孔在13毫米以下,最小可加工0.1毫米的孔,主轴变速是通过改变三角带在塔型带轮上的位置来实现,主轴进给是手动的。
(2) 立式钻床:立式钻床的主轴不能在垂直其轴线的平面内移动,转孔时要使钻头与工件孔的中心重合,就必须移动工件。
因此,立式钻床只适合加工中小型工件。
(3) 摇臂钻床:适用于加工大型工件和多孔工件,有一个能绕立柱作360度回转的摇臂。
用钻床钻孔时,工件装夹在钻床工作台上,固定不动,钻头装在钻床主轴上(或装在与主轴连接的钻夹头上),一面旋转(切削运动),一面沿钻头轴线向下作直线运动(进给运动),如图所示。
2.钻头1)钻头的结构钻头是钻孔的刀具,常用的是标准麻花钻和薄板钻,其既可用来在实心材料上钻孔,也可用来对已有的孔进行扩大加工。
标准麻花钻由工作部分、颈部和柄部所组成。
颈部:的作用是在磨制钻头时供砂轮退刀用的,一般在这个部位刻有钻头的商标、规格和材料牌号等。
柄部:是钻头的夹持部分,用来传递运动和动力并使钻头轴心线保持正确的位置。
一般直径在13 mm以下的钻头制成圆柱形直柄;直径在13mm以上的钻头制成莫氏锥柄,并带有扁尾,这样既有利于传递较大的扭矩,又便于钻头从钻床主轴孔或钻套孔中退出。
工作部分:由切削部分和导向部分组成;①切削部分担负着主要的切削工作;②导向部分:用来保持钻头工作时的正确方向,并在重磨钻头时逐渐成为切削部分而投入切削工作;导向部分有两条螺旋槽,作用是形成切削刃及容纳和排除切屑,便于冷却液输入切削区域进行冷却;导向部分的外缘有两条棱边,它的直径略带倒锥(每100 mm长度内,直径向柄部方向逐渐减小0.05~0.10 mm,这样就可以减少钻头与孔壁间的摩擦)。

《钳工》实习教案•课程介绍与教学目标•钳工基础知识•钳工实习项目一:划线与锯割•钳工实习项目二:锉削与刮削目录•钳工实习项目三:钻孔、扩孔与铰孔•钳工实习项目四:攻丝与套丝•课程总结与展望未来01课程介绍与教学目标钳工的定义与重要性钳工的定义钳工是使用钳工工具或设备,按技术要求对工件进行加工、修整、装配的工种,大多是以手工在虎钳上进行操作。
钳工的重要性钳工是机械制造中最古老的金属加工技术,具有加工灵活、可加工形状复杂和高精度的零件、投资小等优点,是机械制造中的重要工种之一。
教学目标与要求教学目标通过本课程的学习,使学生掌握钳工的基本操作技能,了解钳工工艺的基本知识,培养学生的实践能力和创新精神。
教学要求要求学生掌握钳工的基本操作技能,能够独立完成简单的钳工加工任务,了解钳工工艺的基本知识和相关标准,具备一定的工艺分析能力和解决实际问题的能力。
课程安排与时间课程安排本课程包括理论教学和实践教学两部分,其中理论教学主要讲解钳工的基本知识和相关标准,实践教学则是通过实际操作来掌握钳工的基本操作技能。
时间安排本课程总学时为32学时,其中理论教学16学时,实践教学16学时。
具体安排可根据实际情况进行调整。
02钳工基础知识包括划线工具、錾削工具、锯削工具、锉削工具、钻孔工具、攻螺纹和套螺纹工具等。
钳工常用手工工具钳工常用设备量具与测量包括钻床、砂轮机、切割机等。
游标卡尺、千分尺、百分表等量具的使用及测量方法。
030201钳工常用工具与设备划线掌握平面划线和立体划线的方法和步骤,能够正确选择和使用划线工具。
錾削了解錾削的种类和应用,掌握錾削的操作方法和要领。
锯削掌握锯削的操作方法和要领,能够正确选择和使用锯条。
锉削了解锉削的种类和应用,掌握锉削的操作方法和要领。
钻孔、扩孔和铰孔掌握钻孔、扩孔和铰孔的方法和步骤,能够正确选择和使用钻头、扩孔钻和铰刀。
攻螺纹和套螺纹了解攻螺纹和套螺纹的方法和步骤,能够正确选择和使用丝锥和板牙。
钳工实习教案一、课题内容1、钳工的特点和应用2、钳工常用量具及其使用3、划线和划线方法4、锯割与锯割的基本操作方法5、锉削的基本操作方法6、钻孔和其它加工方法7、攻丝与套丝8、复合作业一:制作六角螺母9、复合作业二:制作手锤二、目的与要求⒈了解钳工的特点和应用⒉着重了解钳工的基本操作方法,掌握基本操作枝能,并能正确调整和使用钳工的简单设备、常用工具、工夹量具与安全技术3.了解实习场地的规章制度及安全文明生产要求三、教具⒈挂图:配备钳工基本知识有关挂图⒉实物:钳工工作台、台虎钳、砂轮、台钻、分度头、平台以及钳工常用工具量具等四、课题课堂安排1、目的要求2、内容讲解3、示范操作4、安全注意事项5、学生操作、巡回指导6、实习结束、总结容及时间安排上作必要的调整。
具体安排根据实习授课计划。
课题一钳工概述一、讲解提纲⒈钳工加工的特点(1)手工操作(2)冷加工(3)加工灵活、操作方便⒉钳工的常用设备(1)钳桌(2)台虎钳(3)砂轮(4)台钻(5)分度头(6)平台及钳工常用工具⒊钳工的基本操作方法(1)划线(2)锯割(3)锉削(4)钻孔(5)攻丝套丝(6)錾削(7)刮削(8)研磨⒋钳工的应用范围(1)装配钳工(2)修理钳工(3)工具钳工(4)模具钳工⒌钳工的安全操作技术(1)安全生产(2)文明生产(3)安全操作规程在实习过程中,如果不遵守工艺操作要求(规程),或缺乏一定的安全知识,很容易发生机械伤害、触电、烫伤等工伤事故,安全生产的基本内容就是安全。
人是生产中的决定因素,而设备是生产手段。
没有人和设备的安全,生产就无法进行,特别是人的安全尤为重要,不能保证人的安全,设备的作用就无法发挥,生产也就不能顺利的、安全的进行。
实习中的安全技术有冷热加工和电器安全技术。
①热加工一般指铸造、锻造、焊接和热处理等工种,其特点是生产过程中常伴随高温、有害气体、粉尘和噪声等严重恶化的劳动条件。
热加工工伤事故中,烫伤、喷溅和砸碰伤害约占事故中的70%,应引起高度重视。

钳工实习教案一、实训目标1、培养学生热爱本工种,增强安全生产和质量意识,具有良好的职业道德。
2、培养学生全面牢固地掌握本工种的基本操作技能、技巧。
(1)能够完成本工种中级技术等级工作的技术操作。
(2)能使用、调整和维护保养本工种的主要设备,正确使用工、夹、量具。
二、实训目的钳工实习培养学生的观察和动手能力,为学生进入专业学习打下了一定的基础。
因此,钳工实习应使学生达到如下目的:1、了解钳工常用工具、量具的名称、规格、用途、使用和维护保养知识;2、正确使用钻床、砂轮机、虎钳等设备,了解这些设备的安全操作及维护保养知识;3、掌握平面划线及立体划线的基本知识,完成平面划线和简单的立体划线;4、掌握錾、锉、锯、钻铰孔等基本操作技能,熟知安全注意事项;5、了解一般工件的加工步骤和方法;6、培养学生的劳动观念,加强组织纪律性,树立吃苦耐牢的工作作风。
1.掌握划线工具的正确使用,明确划线步骤。
2.掌握起锯的动作要领及工件的锯削方法。
3.掌握平面及圆弧面的锉削方法。
四、实训难点划线工具的使用方法。
难点在于正确起锯的动作要领及工件的锯削方法。
采用现场教学法、实验法来突破难点。
锉削时的动作要领。
五、学生分析一年级的学生有一定的专业兴趣,学习态度也比较端正,但之前的实践机会不多,缺乏实践经验,经过此次实训能加强学生对机械行业的初步认识并有效提高同学们的求知欲望。
六、实训设计思路钳工实训采用实物教学的方法,对于各种工具教师要认真示范给学生看,并让学生亲自动手以便真正地掌握。
七、实训资源台虎钳、各种量具、划线工具、手锯、锉刀等。
八、实训安排一周时间完成一个实训项目。
(一)制作四方块58±0.0558±0.0512±0.050.050.05A C 0.05B0.05A B 0.05C0.05AAB C6处全部12.5制作四方块操作步骤:1.锉削基准平面A ,并保证精度要求。
2.以A 面为基准(划线12mm ),锉削对应面,并保证精度要求。
霍林郭勒市职业技术学校钳工实习教案一、教学目标(一)知识掌握点1.掌握钳工基本工艺的特点以及工具的使用和保养。
2.了解钳工的实质、特点以及在机械装配和维修中的作用。
3. 能熟练掌握锯削、锉削、划线等基本钳工操作技能。
4. 能掌握游标卡尺的读数。
(二)能力训练点1.熟练掌握钳工基本工艺的操作方法。
2.独立完成含有划线、锯削、锉削、钻孔的钳工作业件。
(三)素质培养点1.培养学生养成安全文明生产的习惯。
2.为学生塑造良好的工程环境,如同真正的工厂生产车间,使学生明确机械零件生产的一般过程和加工过程中应注意的问题。
3.培养学生质量第一的观念。
二、重点、难点及化解办法1.重点(1)掌握熟练掌握锯削、锉削、划线等基本钳工操作技能。
(2)熟练掌握游标卡尺的读数。
2.学习难点:锯削、锉削等操作方法的掌握及游标卡尺的读数。
3.难点化解办法:(1)指导教师多动口、多动手,耐心指导每一位学生。
(2)给学生大量的实践时间,多进行实际操作,在实践过程中总结出规律和技巧。
三、教学计划单元教学形式主要内容教学目标计划学时备注1 课堂讲授钳工入门安全教育了解钳工的工作范围,工具设备,安全规程,实习安排、要求。
2 分配工具2 讲授操作示范及学生操作划线掌握划线操作方法,正确使用划线工具,并根据图纸要求,划出简单零件的加工线23 讲授操作示范及学生操作锯削了解锯削的应用范围及其操作方法,按图纸要求完成锯削24 讲授操作示范及学生操作锉削掌握操作姿势和动作要领 25 讲授操作示范及学生操作钻孔了解孔加工的各种工具设备加工方法,完成钻孔操作26 学生操作精加工件一完成、修理、完善图纸件一77 学生操作加工件二完成件二的加工,并与件一配合检验68 检查、评价凹凸件打分9 清理工具、打扫卫生 110 总计24四、教学内容一、实训安全1)实习期间必须完全服从指导老师管理。
2)学生分组实习时,严格执行操作规程。
3)实习中使用的刀具、量具、工件为学校所有,学生在使用过程中应当爱护,实习结束后,应如数归还;损坏、丢失照价赔偿。
钳工操作实训教案一、实训目的与要求1. 实训目的(1)了解钳工基本操作流程,掌握钳工基本技能。
(2)培养学生的动手能力、观察能力和创新能力。
(3)强化安全意识,提高学生遵守操作规程的能力。
2. 实训要求(1)学生应提前了解钳工基本知识,掌握相关操作流程。
(2)学生必须穿着整齐的实训服,佩戴安全帽、手套等防护用品。
(3)严格遵守实训纪律,听从指导教师安排,不得擅自操作设备。
二、实训内容与步骤1. 实训内容(1)钳工基本操作:锯割、锉削、钻孔、扩孔、铰孔、螺纹加工等。
(2)常用钳工工具的使用与维护。
(3)钳工工艺规程及质量评定。
2. 实训步骤(1)指导教师讲解钳工基本操作流程及注意事项。
(2)学生分组进行实训,每组选定一名组长负责组织纪律和安全管理。
(3)学生按照指导教师的要求,逐步完成各项实训任务。
(4)指导教师对学生的操作进行检查、指导,纠正不当操作。
(5)实训结束,学生清理现场,报告实训成果。
三、实训考核与评价1. 考核内容(1)学生实训过程中的操作技能。
(2)学生对钳工工艺规程的掌握程度。
(3)学生的团队协作能力和安全意识。
2. 评价方法(1)指导教师根据学生实训过程中的表现进行评分。
(2)设置实训成果评分标准,对学生的作品进行评价。
(3)结合学生自评、互评,全面评估学生的实训效果。
四、实训安全与防护1. 安全要求(1)学生必须严格遵守实训纪律,服从指导教师安排。
(2)操作设备时,必须按照规程进行,不得擅自调整设备参数。
(3)实训过程中,不得随意离开工作岗位,如需离开,应向指导教师报告。
2. 防护措施(1)学生应穿戴整齐的实训服,佩戴安全帽、手套等防护用品。
(2)实训现场应保持整洁,通道畅通,避免发生意外事故。
(3)指导教师应随时关注学生实训情况,发现安全隐患及时排除。
五、实训建议与总结1. 建议(1)提前为学生提供充足的实训材料和工具,确保实训顺利进行。
(2)指导教师应具备丰富的实训经验,能够及时解答学生的问题。
钳工实习指导教案【一】钳工概论教案一、目的要求使学生了解钳工工作范围及其在机械制造过程和维修中的地位和作用。
二、教学准备1.钳工工作台一台。
2.錾子、手锯、板锉刀、钻头、扩孔钻、铰刀、丝锥、板牙、各一个三、教学内容1.讲解钳工实习的目的要求。
2.介绍钳工在机械制造过程和维修中的地位和作用。
3.介绍钳工工作范围,对于要实习的钳工工作(划线、锯削、锉削、钻孔、扩孔、铰孔、攻螺纹、套螺纹、装配),结合工具和工件、实物,逐一进行简要介绍;对于不进行实习的钳工工作(錾削、修配、刮削、研磨),结合刀具和工件实物,重点进行介绍和演示。
【二】锯削示范讲解一、目的要求使学生掌握锯削的操作方法:了解手锯的结构、锯条的规格及安装方法。
二、教学准备1.钳工工作台一台。
2.可调式手锯和锯条各一。
3.供锯切示范用的坯料一块。
三、教学内容、方法及步骤1.介绍手锯的结构、锯条的规格、齿距大小及其应用范围。
2.示范讲解锯条的安装方法。
强调锯齿尖必须朝前,安装的松紧程度要适当。
示范讲解工件的安装,工件伸出钳口不要过长,并加在钳口的左边,锯线应和前口边缘平行。
3.示范讲解起锯方法。
讲清前起锯和后起锯的起锯角略小于15°,往复行程要短,压力要轻。
4.示范讲解锯削姿势及锯削方法:①锯条前推进行切削的姿势及锯削方法;②锯条应往复直线推动,不要左右摆动。
③保持锯条2/3以上参加工作。
④临近锯断时,用力要轻,以免碰伤手臂或折断锯条。
⑤锯削速度一般以每分钟往复60次左右为宜。
锯削硬材料速度可适当低些;锯削软材料速度可适当高些。
⑥锯削钢件可加机油润滑。
⑦锯削圆钢、扁钢、钢管和薄板的异同点。
【三】锉削示范讲解一、目的要求1.了解锉刀的种类、结构、各部分名称及应用范围。
2.了解几种常用锉削方法及其应用范围。
3.初步掌握锉削的操作方法和锉刀维护保养知识。
二、教学准备1.钳工工作台一台。
2.平锉、半圆锉、圆锉、方锉、三角锉各一把,什锦锉一套。
3.供锉削示范用坯料一块。
钳工钻孔加工教案教案标题:钳工钻孔加工教案教案目标:1. 理解钳工钻孔加工的基本原理和工艺流程。
2. 掌握钳工钻孔加工所需的工具、设备和材料。
3. 学会正确使用钳工钻孔加工工具,进行安全、高效的钻孔操作。
4. 培养学生的动手能力、观察力和解决问题的能力。
教学内容:1. 钳工钻孔加工的基本原理和工艺流程。
2. 钳工钻孔加工所需的工具、设备和材料。
3. 钳工钻孔加工工具的正确使用方法。
4. 钳工钻孔加工的安全操作规范。
教学步骤:一、导入(5分钟)1. 引入钳工钻孔加工的概念和重要性,激发学生对本课的兴趣。
2. 提问学生是否了解钳工钻孔加工的基本原理。
二、讲解(15分钟)1. 介绍钳工钻孔加工的基本原理和工艺流程,包括确定孔位、选择合适的钻头、确定钻孔深度等。
2. 介绍钳工钻孔加工所需的工具、设备和材料,如钻孔机、钻头、冷却液等。
三、示范(20分钟)1. 示范正确使用钳工钻孔加工工具的方法,包括调整钻孔机的速度、选择合适的冷却液等。
2. 示范安全操作规范,如佩戴防护眼镜、穿戴工作服等。
四、实践操作(40分钟)1. 学生分组进行钳工钻孔加工实践操作,每组至少完成一次钻孔任务。
2. 教师巡视指导,纠正学生操作中存在的问题,提供个别指导。
五、总结(10分钟)1. 学生汇报实践操作的结果和体会。
2. 教师总结本节课的重点内容,强调安全操作规范和注意事项。
教学评价:1. 学生实践操作的成果和效果。
2. 学生对钳工钻孔加工的理解和掌握程度。
3. 学生对钳工钻孔加工工具的正确使用和安全操作的能力。
教学延伸:1. 钳工钻孔加工的应用领域和发展前景。
2. 钳工钻孔加工的进一步学习和提高的途径。
希望以上教案建议和指导能对您有所帮助!。