塑胶密度表
- 格式:doc
- 大小:58.50 KB
- 文档页数:2
POM基本資料:英文全名:Polyacetal中文名稱:聚縮醛結構:如右圖顏色:白色特性:1.機械性質良好,高強度、高剛性、耐疲勞限,俗有”塑鋼(plastic steel)”之稱,屬於工程塑膠的一種。
2.磨秏速度、摩擦係數小,故耐磨耗性佳,自潤性優良。
3.商品有縮醛單體聚合物及縮醛共聚合物二種。
4.本身為結晶性塑料,成型過程須特別注意將尺寸變化因素考慮在內。
5.耐油性及有機溶劑性優良,但對酸的抵抗差。
6.受紫外線照射性質會劣化,且會外觀上會變色。
機械特性密度:1.41 g/cm3拉伸強度:62MPa抗裂伸長率:60%硬度:80(Rockwell M)吸水率:0.22%熱物性質負載撓曲溫度:110 ℃融點:165℃成形加工性黏度表現:黏度隨剪切速率增加而減少。
射出成型溫度:180~230℃射出成型壓力:700~1400kg/cm2成形收縮率:2%模具溫度:60~80℃用途說明機械方面:汽車門把、油箱蓋、化油器零件、替代軟金屬(Zn、Al、Mg、Cu等)模鑄零件、按鍵、開關、齒輪、軸承。
建築方面:窗簾零件、門窗滑軌系統。
日用品方面:電話按鍵、拉鏈、咖啡機、梳子、打火機外殼、水龍頭、玩具、打字機。
機械方面:齒輪日用品方面:電話按鍵PS加工問題處理方法成型品變形1.成形條件:降低塑料溫度、降低射出速度、縮短保壓時間、增加冷卻時間。
2.模具方面:成品肉厚均一、增加脫模斜度、設計更改補強肋。
3.其他方法:成型後使用矯正治具。
表面變色1.成型條件:降低成形溫度、降低射出壓力、縮短成形週期。
2.模具方面:增設排氣裝置。
3.其他方法:塑料確實烘乾、減少二次料比例。
噴流1.成型條件:降低射出速度、提高模具溫度。
2.模具方面:更改澆口位置、加大澆口尺寸、改變冷料井位置。
成型品黏模1.成型條件:增加冷卻時間、降低模具溫度、降低射出速度、降低射出壓力。
2.模具方面:加大脫模角度、適當配置頂出位置。
POM流變性質暨熱物性質一、流變性質黏度(viscosity)是一種流對流體所產生抵抗的指標。
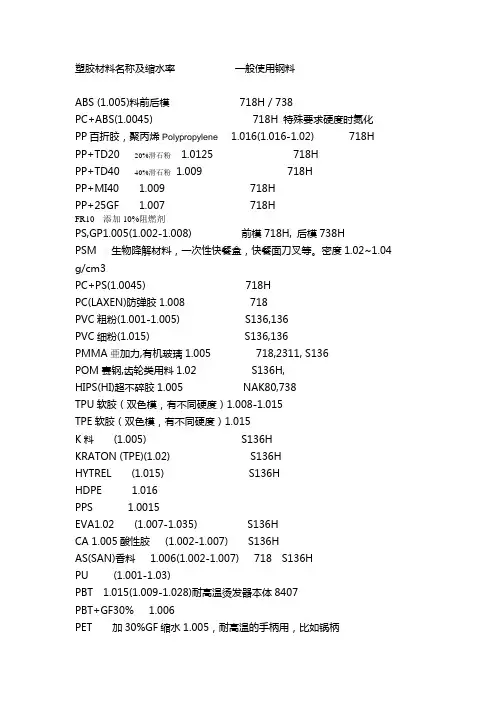
塑胶材料名称及缩水率一般使用钢料ABS (1.005)料前后模718H / 738PC+ABS(1.0045) 718H 特殊要求硬度时氮化PP百折胶,聚丙烯Polypropylene 1.016(1.016-1.02) 718HPP+TD20 20%滑石粉 1.0125 718HPP+TD40 40%滑石粉 1.009 718HPP+MI40 1.009 718HPP+25GF 1.007 718HFR10 添加10%阻燃剂PS,GP1.005(1.002-1.008) 前模718H, 后模738HPSM 生物降解材料,一次性快餐盒,快餐面刀叉等。
密度1.02~1.04 g/cm3 PC+PS(1.0045) 718HPC(LAXEN)防弹胶1.008 718PVC粗粉(1.001-1.005) S136,136PVC细粉(1.015) S136,136PMMA亜加力,有机玻璃1.005 718,2311, S136POM赛钢,齿轮类用料1.02 S136H,HIPS(HI)超不碎胶1.005 NAK80,738TPU软胶(双色模,有不同硬度)1.008-1.015TPE软胶(双色模,有不同硬度)1.015K料 (1.005) S136HKRATON (TPE)(1.02) S136HHYTREL (1.015) S136HHDPE 1.016PPS 1.0015EVA1.02 (1.007-1.035) S136HCA 1.005酸性胶 (1.002-1.007) S136HAS(SAN)香料 1.006(1.002-1.007) 718 S136HPU (1.001-1.03)PBT 1.015(1.009-1.028)耐高温烫发器本体8407PBT+GF30% 1.006PET 加30%GF缩水1.005,耐高温的手柄用,比如锅柄PE (1.02)橡胶 (1.02) 2316PA+GF30 1.006PA+GF43% 1.0025尼龙6 (PAST增强尼龙) (1.008-1.016) S136H尼龙66 (1.016) S136H尼龙12 (1.003-1.015) S136HPA66+20GF 1.008PA66+15GF 1.01PA66+30GF 1.006丁腈橡胶 1.018TPV 1.014TPEE 1.014ZL105 1.005ZL112 1.005ZL107 1.005ADC12 1.005瓶盖PETG瓶盖 1.005FRP 弹簧塑料,热固性纤维增强塑料ACETAL(乙缩醛二乙醛)塑胶钢,可用做户外用品插扣等,高坚硬度,防潮,可以在严寒或干燥环境中的使用PCTG 1.005-1.007 高透明,可表面磨砂等效果,化妆品包装瓶,食品级包装等,适合大拉伸,厚壁产品,吹塑,注塑都可。
塑胶材料密度塑胶材料是一种常见的工程材料,其密度是一个重要的物理性质。
密度是指单位体积内的质量,通常用公式ρ=m/V表示,其中ρ为密度,m为质量,V为体积。
塑胶材料的密度对于材料的选择、设计和应用具有重要的影响,下面将对塑胶材料密度的相关知识进行介绍。
首先,塑胶材料的密度与材料的成分和结构有关。
塑胶材料通常由高分子化合物构成,其分子结构呈现多样性。
不同的高分子化合物具有不同的密度,一般来说,聚乙烯、聚丙烯等低密度塑料的密度较低,而聚氯乙烯、聚苯乙烯等高密度塑料的密度较高。
此外,添加剂、填料等对塑胶材料的密度也会产生影响。
其次,塑胶材料的密度与制备工艺有关。
塑胶制品通常是通过挤出、注塑、压延等工艺制备而成,不同的工艺对塑胶材料的密度也会产生影响。
例如,挤出工艺制备的塑胶制品密度较低,而注塑工艺制备的塑胶制品密度较高。
另外,塑胶材料的密度还与温度、压力等外部条件有关。
在不同的温度和压力下,塑胶材料的密度会发生变化,这需要在实际应用中进行考虑和控制。
总的来说,塑胶材料密度的大小直接影响着材料的质量、性能和成本。
在工程实践中,需要根据具体的应用要求选择合适密度的塑胶材料,同时也需要通过合理的工艺和控制条件来实现对塑胶制品密度的控制。
只有全面了解和掌握塑胶材料密度的相关知识,才能更好地应用塑胶材料,并不断推动塑胶材料领域的发展与创新。
综上所述,塑胶材料密度是一个重要的物理性质,它受到材料成分、结构、制备工艺以及外部条件的影响。
在工程实践中,需要充分考虑塑胶材料的密度对材料选择、设计和应用的影响,以实现最佳的工程效果。
希望本文的介绍能够对塑胶材料密度的相关知识有所帮助,为工程实践提供参考和指导。

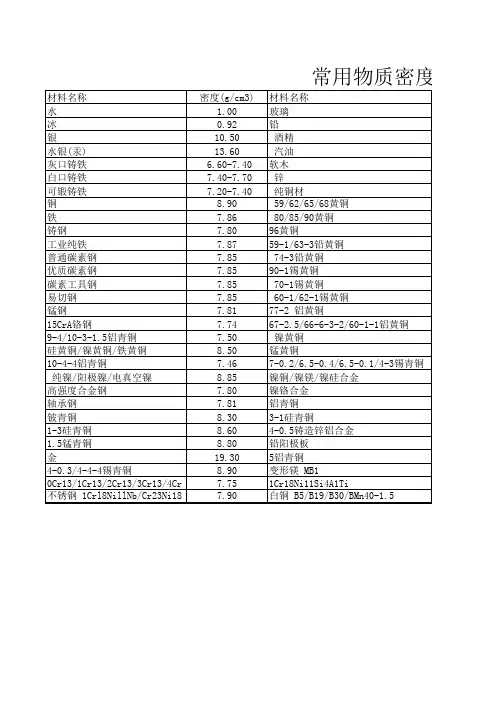
常用物质密度表密度表各种塑胶材料密度:密度(g/cm3) 材料 密度(g/cm3) 材料0.83 聚甲基戊烯 PMP 1.18~1.24 丙酸纤维素0.85~0.91 聚丙烯 PP 1.19~1.35 增塑聚氯乙烯(大约含有40%增塑剂) PVC0.89~0.93 高压(低密度)聚乙烯 LDPE 1.20~1.22 聚碳酸酯(双酚A型) PC0.91~0.92 1-聚丁烯 PB 1.20~1.26 交联聚氨酯 PU0.9~0.93 聚异丁烯 PIB 1.26~1.28 苯酚-甲醛树脂(未填充)0.92~1.00 天然橡胶 1.26~1.31 聚乙烯醇 PVA0.92~0.98 低压(高密度)聚乙烯 HDPE 1.25~1.35 乙酸纤维素1.01~1.04 尼龙12 PA12 1.30~1.41 苯酚甲醛树脂(填充有机材料:纸,织物)1.03~1.05 尼龙11 PA11 1.30~1.40 聚氟乙烯 PVF1.04~1.06 丙烯腈-丁二烯-苯乙烯共聚物(ABS) ABS 1.34~1.40 赛璐珞 celluloid 1.04~1.08 聚苯乙烯 HIPS 1.38~1.41 聚对苯二甲酸乙二醇酯 PBT1.05~1.07 聚苯醚 PPO 1.38~1.50 硬质PVC PVC1.06~1.10 苯乙烯-丙烯腈共聚物 BS 1.41~1.43 聚氧化甲烯(聚甲醛) POM1.07~1.09 尼龙610 PA610 1.47~1.52 脲-三聚氰胺树脂(加有有机填料)1.12~1.15 尼龙6 PA6 1.47~1.55 氯化聚氯乙烯 PVC1.13~1.16 尼龙66 PA66 1.50~2.00 酚醛塑料和氨基塑料(加有无机填料) PF1.10~1.40 环氧树脂,不饱和聚酯树脂 EP 1.70~1.80 聚偏二氟乙烯 PVDF1.14~1.17 聚丙烯腈 PAN 1.80~2.30 聚酯和环氧树脂(加有玻璃纤维)1.15~1.25 乙酰丁酸纤维素 CAB 1.86~1.88 聚偏二氯乙烯 PVDC1.16~1.20 聚甲基丙烯酸甲酯 PMMA2.10~2.20 聚三氟-氯乙烯1.17~1.20 聚乙酸乙烯酯 PVA2.10~2.30 聚四氟乙烯 PCTFE。

机导管,齿轮,车部件。
PSF 主要用于电子电气、食品和日用品、汽车用、航空、医疗和一般工业等部门,制作各种接触器、接插件、变压器绝缘件、可控硅帽 ,绝缘套管、线圈骨架、接线柱 ,印刷电路板、轴套、罩、电视系统零件、电容器薄膜,电刷座,碱性蓄电池盒、电线电缆包覆。
PSF还可做防护罩元件、电动齿轮、蓄电池盖、飞机内外部零配件、宇航器外部防护罩,照相器档板,灯具部件、传感器。
代替玻璃和不锈钢做蒸汽餐盘,咖啡盛器,微波烹调器、牛奶盛器、挤奶器部件、饮料和食品分配器。
卫生及医疗器械方面有外科手术盘、喷雾器、加湿器、牙科器械、流量控制器、起槽器和实验室器械,还可用于镶牙,粘接强度高,还可做化工设备(泵外罩、塔外保护层、
耐酸喷嘴、管道、阀门容器)、食品加工设。
塑胶pom密度
塑胶POM是一种多用途的高分子合成材料,可以用于制造许多不同类型的用具、产品以及材料。
它的性能是很多应用程序所需的,包括高温下的抗氧化性能、高抗紫外线性能、耐腐蚀性能,以及一般的机械性能,如抗冲击力、柔韧性、耐磨性、延伸性等。
POM也被称为聚酯腈甲酰胺,其分子量可以从几千至几百万不等。
塑料POM的密度受其分子量的影响,通常情况下,它的密度低于
1.00g/cm。
它也可以与聚醚醚醚(PEE)混合制成一种复合材料,这种复合材料的密度可以达到1.00g/cm甚至更高。
POM的密度与其分子量的大小有很大的关系。
通常,随着分子量的增加,POM的密度也会增加,当分子量稳定时,它的密度也会稳定,因此,它的密度越高,它的强度和性能也就越强。
POM不同的分子量具有不同的特性,例如:低分子量的POM具有良好的耐磨性和抗冲击力,高分子量的POM具有更好的柔韧性和抗拉强度。
此外,塑料POM的密度也受环境温度影响。
随着温度的升高,POM 的密度会逐渐降低。
此外,高温下制造的POM密度也会比常温下制造的POM密度低,因为高温可以分解一部分分子量。
还有,塑料POM的密度受它的添加物影响也很大。
添加合适的物质可以提高POM的硬度、强度和耐磨性,也可以降低它的密度,使其具有较高的重量轻。
总之,塑料POM的密度由它的化学成分、分子量、环境温度和添加物等因素共同决定。
因此,要想得到高品质的POM,必须要选择合
适的原料,控制生产过程,并进行有效地添加物添加。
常用塑胶材料特性汇总目录1. ABS塑料(丙烯懵-丁二烯-苯乙烯) (1)2. PS塑料(聚苯乙烯) (1)3. PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂) (2)4. PoM塑料(聚甲醛) (3)5. PP塑料(聚丙烯) (3)6. PE塑料(聚乙烯) (4)7. 聚氯乙烯PVC (4)8. PA塑料(尼龙)(聚酰胺) (5)9. PC塑料(聚碳酸脂) (5)10. PPo塑料(MPPo)(聚苯醛) (6)1.ABS塑料(丙烯精■丁二烯・苯乙烯)2.PS塑料(聚苯乙烯)3.PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂)8.PMMA的玻璃转化温度为大约105o Co4.POM塑料(聚甲醛)5.PP塑料(聚丙烯)1 .结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.2 .流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.3 .冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形4 .塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.6 .PE 塑料(聚乙烯)7 .聚氯乙烯PVC成型性能1 .无定形料,吸湿小,流动性差.为了提高流动性,防止发生气泡,塑料可预先干燥.模具浇注系统宜粗短,浇口截面宜大,不得有死角.模具须冷却,表面镀铭.2 .极易分解,在200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体.成型温度范围小.3 .采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料.好不带镶件,如有镶件应预热.8. PA 塑料(尼龙)(聚酰胺)9. PC 塑料(聚碳酸脂)PC 塑料成型性能10.PPO塑料(MPPO)(聚苯醴)温度下使用的齿轮、风叶、阀等零件,可代替不锈钢使用。
3、可制作螺丝、紧固件及连接件。
4、电机、转子、机壳、变压器的电器零件。
5、PPO和MPPo主要用于电子电器、汽车、家用电器、办公室设备和工业机械等方面,利用MPPo耐热性、耐冲击性、尺寸稳定性、耐擦伤、耐剥落。
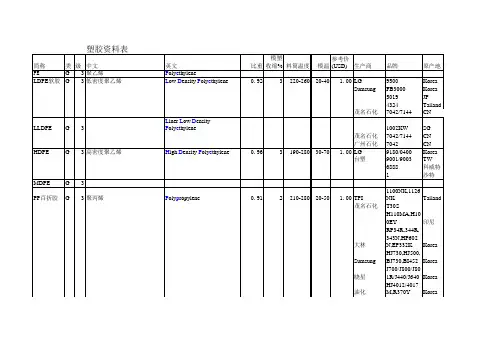
塑料密度表大全
以下是一份常见塑料的密度表,供您参考:
1. 聚乙烯(PE):
- 高密度聚乙烯(HDPE):0.941-0.965 g/cm³
- 低密度聚乙烯(LDPE):0.910-0.940 g/cm³
- 线性低密度聚乙烯(LLDPE):0.915-0.940 g/cm³
2. 聚丙烯(PP):
- 普通聚丙烯(PP):0.89-0.91 g/cm³
- 改性聚丙烯(PP):0.90-0.95 g/cm³
3. 聚氯乙烯(PVC):
- 刚性聚氯乙烯(PVC):1.35-1.45 g/cm³
- 柔性聚氯乙烯(PVC):1.15-1.35 g/cm³
4. 聚苯乙烯(PS):
- 高抗冲聚苯乙烯(HIPS):1.03-1.07 g/cm³
- 常规聚苯乙烯(GPPS):1.04-1.06 g/cm³
5. 聚碳酸酯(PC):1.20-1.22 g/cm³
6. 聚醚酯(PET):1.38-1.40 g/cm³
7. 尼龙(PA):
- 尼龙6(PA6):1.13-1.15 g/cm³
- 尼龙66(PA66):1.14-1.16 g/cm³
8. 聚甲醛(POM):1.41-1.43 g/cm³
请注意,这些数值仅供参考,实际情况可能会因不同的材料
牌号、添加剂和制造工艺而有所不同。
如果您需要更具体的信息,请提供您感兴趣的具体塑料类型或牌号。