2数控机床的程序编制
- 格式:ppt
- 大小:4.34 MB
- 文档页数:96

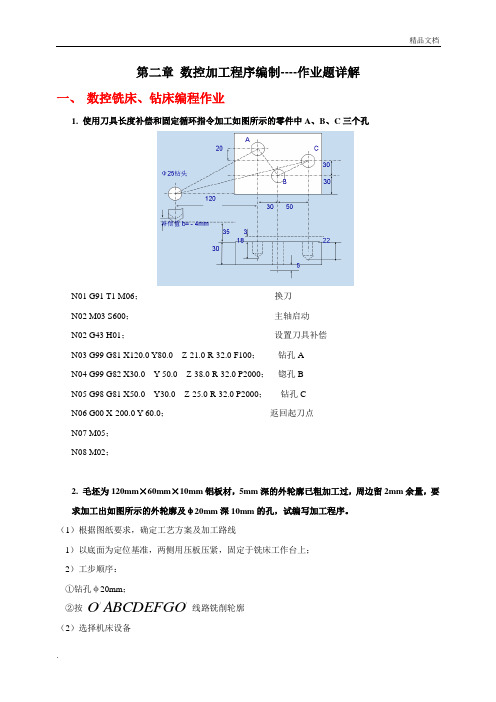
第二章数控加工程序编制----作业题详解一、数控铣床、钻床编程作业1. 使用刀具长度补偿和固定循环指令加工如图所示的零件中A、B、C三个孔N01 G91 T1 M06;换刀N02 M03 S600;主轴启动N02 G43 H01;设置刀具补偿N03 G99 G81 X120.0 Y80.0 Z-21.0 R-32.0 F100;钻孔AN04 G99 G82 X30.0 Y-50.0 Z-38.0 R-32.0 P2000;锪孔BN05 G98 G81 X50.0 Y30.0 Z-25.0 R-32.0 P2000;钻孔CN06 G00 X-200.0 Y-60.0;返回起刀点N07 M05;N08 M02;2. 毛坯为120mm×60mm×10mm铝板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求加工出如图所示的外轮廓及φ20mm深10mm的孔,试编写加工程序。
(1)根据图纸要求,确定工艺方案及加工路线1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上;2)工步顺序:①钻孔φ20mm;②按线路铣削轮廓(2)选择机床设备//ABCDEFGOO选用数控铣钻床。
3)选用刀具采用φ20mm的钻头,铣削φ20mm孔;φ10mm的立铣刀用于轮廓的铣削,并把该刀具的直径输入刀具参数表中。
数控钻铣床没有自动换刀功能,钻孔完成后,直接手工换刀。
(4)确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
(5)确定工件坐标系和对刀点在XOY平面内确定以O点为工件原点,Z方向以工件上表面为工件原点,建立工件坐标系,如图所示。
采用手动对刀方法对刀。
(6)编写程序2)铣轮廓程序(手工安装好φ10mm立铣刀)O0002;G54 G90 G00 Z5.0 S1000 M03;X-5.0 Y-10.0;G41 D01 X5.0 Y-10.0;C(26.8,45),D(57.3,40) E(74.6,30)G01 Z-5.0 F150.0;G01 Y35.0;G01 X15.0 Y45.0;G01 X26.8;G02 X57.3 Y40.0 R20.0;G03 X74.6 Y30.0 R20.0;G01 X85.0;G01 Y5.0;G01 X-5.0;G40 G00 Z100.0;M05;M02;3. 如图所示零件,进行打中心孔、钻孔、攻螺纹等加工。




前言现代科学技术的发展极大地推动了不同学科的交叉与渗透,引起了工程领域的技术改造与革命。
在机械工程领域,由于微电子技术和计算机技术的迅速发展及其向机械工业的渗透所形成的机电一体化,使机械工业的技术结构、产品机构、功能与构成、生产方式及管理体系发生了巨大变化,使工业生产由“机械电气化”迈入了“机电一体化”为特征的发展阶段。
机电一体化主要体现在数控技术及应用上,在这次实训中,感触最深的是了解了数控机床在机械制造业中的重要性,它是电子信息技术和传统机械加工技术结合的产物,它集现代精密机械、计算机、通信、液压气动、光电等多学科技术为一体,具有高效率、高精度、高自动和。
摘要数控技术是机械加工自动化的基础,是数控机床的核心技术,其水平高低关系到国家战略地位和体现国家综合国力的水平,近年来,PLC在工业自动控制领域应用愈来愈广,它在控制性能、组机周期和硬件成本等方面所表现出的综合优势是其它工控产品难以比拟的。
随着PLC技术的发展, 它在位置控制、过程控制、数据处理等方面的应用也越来越多。
在机床的实际设计和生产过程中,为了提高数控机床加工的精度,对其定位控制装置的选择就显得尤为重要。
FBs系列PLC的NC定位功能较其它PLC更精准,且程序的设计和调试相当方便。
本文提出的是如何应用PLC的NC定位控制实现机床数控系统控制功能的方法来满足控制要求,在实际运行中是切实可行的。
整机控制系统具有程序设计思路清晰、硬件电路简单实用、可靠性高、抗干扰能力强,具有良好的性能价格比等显著优点,其软硬件的设计思路可供工矿企业的相关数控机床设计改造借鉴。
目录第一章:概述1.1、数控机床的发展趋势 (1)1.2、数控机床的发展历史 (2)第二章:数控加工的特点与刀具2.1、数控机床的特点 (3)2.1.1、数控车床的5大特点 (4)2.2、数控机床的常用种类 (4)2.3、数控机床的刀具选择与应用 (5)第三章:数控机床的程序编写3.1、数控机床的编程 (6)3.1.1、数控机床的自动编程内容与步骤 (6)3.1.2、数控机床编程的基本概览 (9)3.2、数控机床常用术语 (9)第四章:数控车床程序编程 (11)第一章概述1.1、数控机传递个发展趋势数控机床数字控制机床是用数字代码形式的信息(程序指令),控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床,简称数控机床。

第2章 数控加工的程序编制1.概述2.1.1 数控编程的基本概念在数控机床上加工零件时,一般首先需要编写零件加工程序,即用数字形式的指令代码来描述被加工零件的工艺过程、零件尺寸和工艺参数(如主轴转速、进给速度等),然后将零件加工程序输入数控装置,经过计算机的处理与计算,发出各种控制指令,控制机床的运动与辅助动作,自动完成零件的加工。
当变更加工对象时,只需重新编写零件加工程序,而机床本身则不需要进行调整就能把零件加工出来。
这种根据被加工零件的图纸及其技术要求、工艺要求等切削加工的必要信息,按数控系统所规定的指令和格式编制的数控加工指令序列,就是数控加工程序,或称零件程序。
要在数控机床上进行加工,数控加工程序是必须的。
制备数控加工程序的过程称为数控加工程序编制,简称数控编程(NC programming),它是数控加工中的一项极为重要的工作。
2.1.2 数控编程方法简介数控编程方法可以分为两类,一类是手工编程;另一类是自动编程。
手工编程1.手工编程是指编制零件数控加工程序的各个步骤,即从零件图纸分析、工艺决策、确定加工路线和工艺参数、计算刀位轨迹坐标数据、编写零件的数控加工程序单直至程序的检验,均由人工来完成。
对于点位加工或几何形状不太复杂的平面零件,数控编程计算较简单,程序段不多,手工编程即可实现。
但对轮廓形状由复杂曲线组成的平面零件,特别是空间复杂曲面零件,数值计算则相当繁琐,工作量大,容易出错,且很难校对。
据资料统计,对于复杂零件,特别是曲面零件加工,用手工编程时,一个零件的编程时间与在机床上实际加工时间之比,平均约为30:1。
数控机床不能开动的原因中,有20~30%是由于加工程序不能及时编制出来而造成的。
因此,为了缩短生产周期,提高数控机床的利用率,有效地解决各种模具及复杂零件的加工问题,采用手工编程已不能满足要求,而必须采用自动编程方法。
2. 自动编程进行复杂零件加工时,刀位轨迹的计算工作量非常大,有些时候,甚至是不现实的。


数控技术第二版课后答案HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】数控技术第二版章节练习答案第一章绪论数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
数控加工程序的编制-输入-译码-刀具补偿-插补-位置控制和机床加工数控机床的组成及各部分基本功能答:组成:由输入输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成输入输出设备:实现程序编制、程序和数据的输入以及显示、存储和打印数控装置:接受来自输入设备的程序和数据,并按输入信息的要求完成数值计算、逻辑判断和输入输出控制等功能。
伺服系统:接受数控装置的指令,驱动机床执行机构运动的驱动部件。
测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。
机床本体:用于完成各种切削加工的机械部分。
.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
.数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。




数控机床加工程序的结构与格式)程序的结构组成:1、程序号:以O开头,或P 或%开头2、程序内容:核心3、程序结束:M02M30结束(二)程序段格式:1、程序段组成程序2、程序段由数据字组成3、每个字是控制系统的具体指令,表示英语字母,特殊文字1、字-地址程序段格式:A:组成:词句号字,数据字,程序段结束B:优点:程序简短,直观以及容易校验,修改X Y Z F S T M LFN20 G01 X25 Y25 Z10 F100 S M03说明:1、语句号字:用以识别程序段的编号,用N及数字来表示2、准备功能字:使数控机床做某种操作的指令,用G及两位数字表示3、尺寸字:由地址码,+,_号及绝对值的数值构成尺寸字的+可省略地址码中的英文字母的含义地址码意义O ,P程序号,子程序号N程序段号X Y Z XYZ方向的主运动V W平行于XYZ的第二坐标系P Q R平行于XYZ的第三坐标系A B C绕XYZ坐标的转动I J K圆孤圆心坐标D H 补偿号指定4、进给功能字表示刀具中心运动时的进给速度由地址码F及后面若干位数字组成例:F××后面两位数既可是代码,以可以是进给值的数值5、主轴转速功能字由地址码S及后面的若二位数字组成表示主轴的转速6、刀具功能字由地址码T及若干位数字组成,数字表示刀号,位数由系统来决定7、辅助功能字表示一些机床辅助动作的指令用地址码以及后面两位数字组成M00-M99共计100种8、程序段结束EIA标准时,CR为结束符ISO标准时,NL,LF,;或*表示。