传送带跟踪培训
- 格式:pdf
- 大小:1.38 MB
- 文档页数:53
皮带输送机培训课件(完整版)皮带输送机培训培训内容1、皮带输送机的组成2、3、皮带机各结构用途皮带机各结构点检内容输送带输送机的定义带式输送机是用于皮带输送带中起承载和运送物料作用的橡胶与纤维、金属复合制品。
皮带输送机在农业、工矿企业和交通运输业中广泛用于输送各种固体块状和粉状物料或成品物品,输送带能连续化、高效率、大倾角运输,输送带操作简单、维修容易、运费低廉,并能缩短运输距离,降低工程造价,节省物力。
皮带机的简介1、皮带运输机又称带式输送机,是一种连续运输机械,也是种通用机械。
皮带运输机被广泛应用在港口、电厂、钢铁企业、水泥、粮食以及轻工业的生产线。
即可以运送散状物料,也可以运送成件物品。
工作过程中噪音较小,结构简单。
皮带运输机可用于水平或倾斜运输。
皮带运输机还应用与装船机、卸船机、堆取料机等连续运输移动机械上。
皮带运输机由皮带、机架、驱动滚筒、改向滚筒、承载托辊、回程托辊、张紧装置、清扫器等零部件组成。
在大型港口或大型冶金企业,皮带运输机得到最广泛的应用。
其总长度可大十几千米。
皮带机输送简介1普通皮带运输机的提升角度一般不大20度,原因是当皮带运输机的倾角大于20度时对大多数的物料来讲都会发生物料下滑的情况,即物料在皮带上的摩擦力过小发生下滑。
2对输送煤炭的皮带运输机一般提升角度不大于15度,对输送烧结球团的皮带运输机提升角度不大于12度。
如果物料相对粒度较小,其提升角度可选较大值。
3特殊的皮带运输机其提升角度可大于45度,其皮带的构造是特殊制造的。
在此不做详述。
皮带机驱动简介Page 7皮带运输机的驱动装置由单个或多个驱动滚筒驱动,驱动电机也可以是单个电机或多个电机驱动。
一般驱动装置包括电动机、减速机、液力偶合器、制动器或逆止器等组成。
偶合器的作用是改善皮带运输机的启动性能。
制动器和逆止器是为了防止当皮带运输机停机时皮带向下滑动。
皮带机及控制简介皮带运输机的电气保护和控制装置主要有:拉绳开关、皮带跑偏检测开关、皮带打滑检测、皮带防撕裂检测、料流检测、堵料检测、皮带秤。

输送设备安全培训范本一、引言在工业生产过程中,输送设备起到了至关重要的作用,它们能够高效地将物料从一处输送到另一处。
然而,随着技术的不断发展和工作任务的复杂性增加,输送设备的安全问题也日益凸显。
本次培训旨在提高员工对输送设备安全的认识和操作技能,以减少事故的发生,并确保生产环境的安全。
二、了解输送设备1. 输送设备的种类输送设备包括皮带输送机、气动输送机、螺旋输送机和链条输送机等。
每种设备都有其特定的功能和适用范围,以及相应的安全风险。
2. 输送设备的常见安全隐患- 异物掉落:物料中可能存在异物,如石块、金属碎片等,进入输送设备内会导致设备堵塞或损坏。
- 输送带松弛:输送带过度松弛会导致物料堆积、跳动或乱动,造成设备故障。
- 传动装置故障:传动装置的故障可能导致设备停止运行或异常运行,增加意外发生的风险。
- 缺乏安全防护装置:某些输送设备可能缺乏必要的安全防护装置,如防护罩、紧急停止装置等,可能导致意外伤害的发生。
三、输送设备的安全操作1. 穿戴个人防护装备在操作输送设备时,应穿戴符合标准的个人防护装备,包括安全帽、防护眼镜、耳塞等。
这些装备可以最大程度地降低受伤的风险。
2. 定期检查设备状况在操作前,应对输送设备的状况进行检查,包括输送带的张紧度、传动装置的正常运转等。
如发现异常,应及时报修或停止使用。
3. 遵守操作规程操作输送设备时,应按照操作规程进行操作。
不得随意改变设备的运行速度或工作参数,以免引发安全事故。
4. 确保安全距离在输送设备工作期间,应与机器保持安全间距,避免身体或衣物被卷入设备内。
5. 切勿强行清理设备故障当设备出现故障时,切勿强行清理。
应先停止设备,通知维修人员进行处理。
四、事故案例及分析1. 案例一:异物掉落导致设备堵塞在输送设备投入运行后,发现设备突然停止工作,经检查发现是由于异物掉落导致设备堵塞。
此事故提醒我们,在工作前要对物料进行检查,确保不含有异物。
2. 案例二:输送带松弛导致滑动事故在操作输送设备过程中,输送带突然松弛,导致物料滑动。

传送带跟踪培训资料一、传送带的基本知识1. 传送带的组成部分传送带主要由带体、驱动装置、张紧装置、支撑装置和清洁装置等部分组成。
带体是传送带的主要组成部分,它传递物料,并承受物料的重量和冲击力。
驱动装置是传送带的动力来源,它使传送带能够实现运转。
张紧装置和支撑装置是保证传送带正常运行的重要部分,它们能够使传送带保持适当的张紧度和水平。
清洁装置能够使传送带保持清洁,防止物料积聚和堵塞。
2. 传送带的分类根据传送带的结构和用途,传送带可以分为不同的类型。
常见的传送带有橡胶带式输送机、尼龙带式输送机、聚酯带式输送机、钢丝绳芯输送机和管形带式输送机等。
根据输送机的结构,传送带可以分为卧式输送机、立式输送机和斜式输送机等。
3. 传送带的安全规范操作人员在使用传送带时,应严格遵守相关的安全规范。
在操作传送带时,应穿戴好指定的劳动防护用品,包括安全帽、防护鞋、手套和护目镜等。
在清洁和维护传送带时,应切断传送带的电源,并设置安全警示标识。
在检修传送带时,应使用安全防护设备,并遵守相关的安全操作规程。
二、传送带跟踪培训1. 传送带跟踪的原理传送带跟踪是指传送带在运行过程中,能够保持直线运行,不出现偏移和摆动。
传送带跟踪的原理是通过调整传送带的张紧装置和支撑装置,使传送带保持正常的张紧度和水平,从而保证传送带的稳定运行。
2. 传送带跟踪的调整在传送带运行过程中,如果出现偏移和摆动,就需要对传送带进行调整。
传送带的调整主要包括两个方面,一是调整传送带的张紧度,二是调整传送带的对中度。
调整传送带的张紧度,是通过调整张紧装置,使传送带保持适当的张紧度。
传送带的张紧度过大或过小,都会影响传送带的运行效果。
通常情况下,应根据传送带的张紧装置进行调整,使传送带的张紧度在合适的范围内。
调整传送带的对中度,是通过调整支撑装置,使传送带保持平稳的水平。
传送带的对中度不良,会导致传送带的偏移和摆动,从而影响传送带的运行效果。
通常情况下,应根据传送带的对中装置进行调整,使传送带的对中度保持在合适的范围内。
16.1传送带跟踪是一种流程,即机器人从固定或移动的传送带上拾取工件并被视觉系统或传感器发现。
EPSON RC+ 7.0传送带跟踪选项支持跟踪和索引的传送带系统。
•跟踪传送带系统传送带持续移动。
视觉系统或传感器系统发现其上的工件且机器人在工件移动时拾起它们。
跟踪过程中,机器人可以在拾取工件时沿着工件移动。
•索引的传送带系统传送带移动一个指定的距离,然后停止。
视觉系统发现工件,机器人拾起每个工件。
找到并拾取所有的工件后,传送带重新开始移动。
每个系统上一共可以定义16个实体传送带。
实体传送带有一个编码器,其信号由编码器板接收。
在每个项目中最多可以定义16个逻辑传送带。
若要定义逻辑传送带,设置传送带数量、机器人数量、编码器数量并选择视觉或传感器。
支持多个传送带。
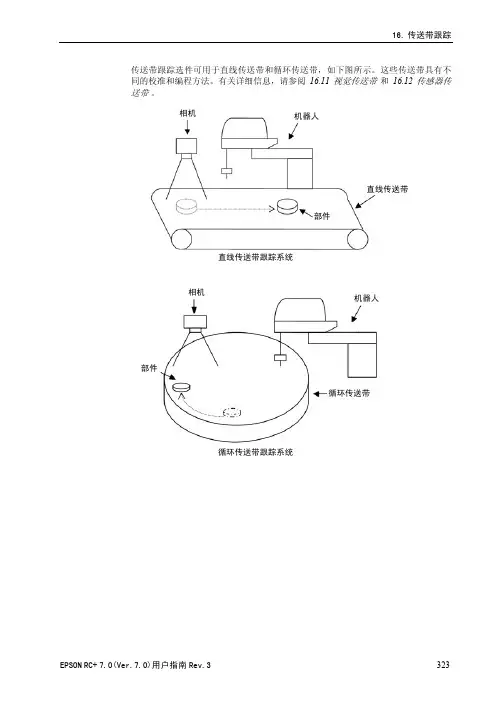
传送带跟踪选件可用于直线传送带和循环传送带,如下图所示。
这些传送带具有不同的校准和编程方法。
有关详细信息,请参阅16.11 视觉传送带和16.12 传感器传送带。
相机机器人直线传送带部件直线传送带跟踪系统相机机器人部件循环传送带循环传送带跟踪系统16.2跟踪传送带系统1.视觉系统或传感器系统在连续移动的传送带上找到工件。
2.机器人在传送带上的工件移动时拾起它们。
索引的传送带系统1.传送带移动了一个指定的距离。
2.视觉系统或传感器系统在传送带停止时找到工件。
3.机器人拾取视觉系统发现的工件。
传送带图2.1 跟踪传送带系统传送带图2.2 索引传送带系统16.3若要使用传送带跟踪,必须在系统上安装每个实体传送带的编码器。
每个编码器连接到PG(脉冲发生器)板上的一个单一通道上。
每块板最多可容纳4个编码器。
还为每个编码器提供触发输入以锁存位置,如与频闪视觉摄像头一起使用时。
PG板的规格下表显示了PG板的规格。
板名称H756兼容控制器 RC700/ RC90 (EPSON RC+ 7.0)板的扩展能力 最多4个板编码器通道 4个通道/板编码器类型 ABZ相差分输入(RS-422线路接收器)输入脉冲率 最高5 MPPS输入信号 传送带脉冲锁存输入板地址 按照板号设置DIP开关。


输送皮带连接培训计划一、培训目标通过本次培训,学员将掌握输送皮带连接的基本知识,能够正确进行输送皮带的连接操作,提高工作效率,降低安全风险,提升工作质量。
二、培训对象本次培训对象为公司输送皮带连接操作人员及相关管理人员。
三、培训内容1. 输送皮带连接的基本知识- 输送皮带的结构和原理- 输送皮带连接的重要性及作用- 输送皮带连接的类型和特点2. 输送皮带连接的工具与设备- 输送皮带连接所需的工具和设备- 不同类型输送皮带连接的工具和设备的选择3. 输送皮带连接的操作流程- 准备工作- 输送皮带连接的步骤- 输送皮带连接的注意事项4. 输送皮带连接的质量控制- 输送皮带连接的质量标准- 输送皮带连接的质量检测方法- 输送皮带连接质量问题的处理5. 输送皮带连接的安全注意事项- 输送皮带连接操作中的安全风险- 输送皮带连接的安全防护措施- 输送皮带连接事故的应急处理四、培训方式本次培训采用理论教学与实际操作相结合的方式,既有课堂讲解,又有现场演示和实践操作。
同时,为了保证培训效果,特邀请经验丰富的专业人员进行指导。
五、培训计划1. 培训时间:3天2. 培训地点:公司内部设施3. 培训日程安排:第一天:- 输送皮带连接的基本知识讲解- 输送皮带连接工具和设备的介绍- 输送皮带连接的操作流程演示第二天:- 学员实际操作演练- 输送皮带连接的质量控制讲解- 输送皮带连接的质量检测实例演示第三天:- 输送皮带连接的安全注意事项讲解- 输送皮带连接操作中的安全防护措施讲解- 输送皮带连接实操考核及结业答辩六、培训师资建设本次培训将邀请具有丰富实践经验和教学经验的专业人员授课,确保培训内容和质量。
同时,公司内部也将安排相关技术人员配合培训师进行指导和辅导。
七、培训效果评估为了确保培训效果,公司将进行培训前、培训中和培训后的效果评估。
通过考试、实操考核和结业答辩等方式对学员的学习成果进行评价,同时还将收集学员对培训内容和师资的满意度调查,及时调整和改进培训方案。
2024年输送设备安全培训1、手选1.1手选输送带的两侧必须加设防护板。
手选作业点应当至少有2人工作,互相监护。
手选工不得蹲在或者坐在带式输送机两侧的护板上作业。
1.2带式输送机的带速不得超过0.3m/s,倾角不得大于12。
输送带宽度超过0.8m时,应当在两侧分别设手选台。
带式输送机必须安装紧急停车按钮。
1.3严禁在手选输送带上行走、跨越或坐卧。
操作人员不得在原煤分级筛筛口下1.2m范围内和下料溜槽口处站立或工作。
1.4下矸石仓作业,必须制订安全措施并经批准后,方可进行。
1.5工作人员发现雷管、炸药、金属、木料、特大块矸石等物品,应当及时谨慎选出,必要时可以停机处理。
选出的雷管、炸药,不得私自保管、转移或销毁。
2、胶带输送机2.1操作人员必须按规定穿戴劳动保护用品。
长发应当盘入帽内。
禁止穿裙子、穿短裤、戴围巾、穿高跟鞋、穿拖鞋和赤脚在现场作业。
2.2带式输送机的机头、机尾必须设置安全防护罩或栏杆。
在机下过人的地方,必须设置安全保护板。
如果输送机长度超过30m,必须设置人行过桥。
2.3带式输送机长度超过50m时,各重点工作地点,必须设置中间紧急停机按钮或拉线开关。
紧急停机按钮或拉线开关的设置位置,一般应在走廊人行道一侧。
2.4倾斜带式输送机必须设置防偏、止逆和过载、防滑停机保护装置。
2.5带式输送机必须设置清扫器。
输送机运转过程中,禁止清理或更换托辊,禁止清理机架和滚筒上的存煤,禁止站在机架上铲煤、扫水、触摸输送带。
机架较高的带式输送机,必须设置防护遮板。
清理托辊、机头、机尾滚筒时,必须执行停电挂牌制度。
2.6禁止任何人在带式输送机输送带上站、行、坐、卧、横跨。
禁止使用带式输送机搬运工具或其他物件。
2.7禁止向滚筒撒煤、砂子、垫草袋等杂物。
禁止带式输送机超负荷强行启动。
禁止在运行中使用刮滚筒积煤的方法进行调偏。
2.8移动式带式输送机走轮应当安装保护罩。
禁止操作人员站在移动式带式输送机前进方向的轨道上进行操作。
传送带跟踪培训资料
ECC FA
传送带跟踪系统的类型
• 连续传送带跟踪
• 传送带连续移动,机器人从传送带上取走工件。
• 每个传送带有一个编码器连接PG board. • 1个PG board 最多可以支持4个编码器 • 一个系统最大可以支持16个逻辑传送带
传送带跟踪系统的类型
• 间隔传送带跟踪
• 传送带根据指定的距离移动并停止,当工件被取走 后,传送带继续移动。
不抓取的区域
传送带速 度
No pick zone
No pick zone
• 粉红色的区域是传送带加减速的区域 • 该区域传送带不抓取工件,如果命令机器人在该区域抓取精度会很低
概览
传送带类型 硬件触发 触发方式 校正方法 通过软件 视觉传送带校准 (直形) 视觉传送带校准(圆形) 视觉 通过硬件 直形 / 圆形 / 多传送带 传感器 通过硬件 传感器传送带校准 (直形) 传感器传送带校准 (圆形)
传送带触发方式
软件触发
硬件触发
• 软件触发只需要连接号编码器即可,通过cnv_trigger实现。
• 硬件触发比较简单且可以同时触发相机和传送带 同时触发相机和传送带,且精度较高。
同时触发相机和传送带
硬件安装与接线
每个传送带都必须安装编 码器。
每个编码器需要与PG板连 线。
(脉冲发生板) 通过触发脉冲输入可以获 得编码器的当前位置脉冲, 机器人即可知道传送带位 置,实现跟踪。
硬件安装与接线
编码器的连接:
PG板有100个pin脚,分两个50个 pin脚的终端接口(terminal block) 编码器的四根信号线A+、A-、B+、 B-需要接到block 1的10、11、12、 13pin脚,另外编码器的5v电压也 需要接到外部5V直流电压源。
硬件安装与接线
编码器硬件触发的连接:
线到端子板的20Pin,以及给25Pin和50Pin接上外 部24V电源。
使用硬件IO触发编码器脉冲锁存信号,需要接
确认编码器的配置
1. 在工具内选择传送带跟踪,点击conveyor 1 2. Encoder内输入1,点击应用 3. 使用 cnv_pulse 命令确认编码是否安装成功
打开传送带电机,运行上述程序, 编码器脉冲值不断变化,说明ok。
视觉硬件接线_RC620
(1) 连接相机的电缆
(2) 连接视觉处理卡出来的BNC接头的Exp 1到视觉box的trig接口
(3) 视觉处理卡出来的BNC video接头连接视觉box 的video 1接口
视觉硬件接线_RC620
视觉处理卡出来的BNC接头(OPTO trigger)通过一个同轴电缆,并外接一个4.7千欧的电阻,连接控制器IO输出。
通过IO信号来触发视觉抓取工件。
Terminal block的20pin 也同时接到该IO pin脚,用于触发
传送带。
软件界面配置
•打开RC+ 6.0软件,选择Select “Setup | System Configuration | Conveyor Encoders”,添加编码器设置。
视觉软件校准
•在进行传送带示教前先进行视觉的配置和校准,然后再进行传送带的配置和校准。
1、工具栏上点击按钮,进入视觉图像界面,新建一个序列。
比如叫cam_calib。
2、打印一个标准的九点图,放入视觉范围内。
如图:
注意选择注意选择standalone standalone
视觉软件校准
建立建立blob blob blob对象对象对象,number ,number
改成改成99个9
视觉软件校准
3、点击calibration后,得到下图结果:
1方可接受
视觉软件校准
4、新建一个findparts序列
5、将工件放入视觉区域,建立几何图形对象
1、新建一个cnv_calib序列,建立blob对象,根据传送带流动方向,建立blob1和blob2,如图:
2、配置传送带
选择vision、straight和level
如果传送带安装倾斜如果传送带安装倾斜,,选择选择tilted tilted
设置工件之间最小距离,防止工件重叠
也可以使用
Cnv_QueReject 命令
选择之前的
cnv_calib序列
点击“Calibrate”
开始示教步骤
点击vision可以查看视觉内的图像
从左边到右边还是从右边到左边?经验做法是经验做法是::人和机器人站在同一侧站在同一侧,,方向和传送带移动的方向一致动的方向一致!!
把两个工件放入相机下方把两个工件放入相机下方,,注意工件的流动方向
Ok Ok后点击后点击‘teach’
保持parts不动,移动传
送带使parts到达机械手
运动范围内Click on “Jog & Teach”
移动机械手使之到达part1
teach
Teach”
将机械手移动使之到达Part 2
teach
取一个工件放到传送
带的上流限
Click on “Jog & Teach”
移动机械手使之到达parts位
置
Teach
点击“Jog & Teach”
只移动传送带到下流限位置,不要移动工件!
移动机械手使之移动到工件位
置
Teach
将工件移动到离下流限前面一点的地方,不要移动
传送带!
点击“Jog &
Teach”
移动机械手使之到达parts位
置
Teach
示教完成,点击完成
最后调整Z轴行程
点击“Adjust Z”
将工件放在传送
带上
点击“Job &
Teach”
移动机械手使之Z轴到达实际
接触工件
Teach
传送带跟踪流程图开始添加到队列工件抓走了吗?队列开始抓取区域内还有工件吗?从对列中抓走
样例程序
样例程序
放弃跟踪
•当工件在传送带上从抓取区域流到下流限区域后,放弃跟踪该工件
多传送带•一个传送带,多个robots •多个传送带,多个robots
多传送带系统架构
抓取区域
Upstream Limit设置
•直到工件到达Upstream limit时,Robot才开始pick up。
为了减少robot的等待时间,可以把Upstream limit设置到最上流的区域。
Downstream Limit设置•尽量将downstream limit设
置靠近pick up区域位置。
•当开始抓取时,
Downstream limits取决于传
送带速度和机械手的位置。
斜线的Upstream/Downstream
Limits
•减少机械手等待时间,增加上流区域。
•减少工件missing的可能性。