加工费计算及拼花
- 格式:docx
- 大小:212.00 KB
- 文档页数:9
注塑加工费计算公式在注塑加工行业中,计算加工费是非常重要的。
注塑加工费是指在注塑加工过程中,所需的人工、材料、设备等成本的总和。
正确的计算加工费可以帮助企业合理定价、控制成本,从而提高竞争力。
本文将介绍注塑加工费的计算公式及其相关内容。
1. 注塑加工费的计算公式。
注塑加工费的计算公式通常包括以下几个方面:材料成本、人工成本、设备折旧、能源消耗等。
下面是一个常见的注塑加工费计算公式:总加工费 = 材料成本 + 人工成本 + 设备折旧 + 能源消耗 + 其他成本。
具体的计算方法如下:材料成本 = 原料单位价格×原料用量。
人工成本 = 操作工资×加工时间。
设备折旧 = 设备购置成本 / 设备使用寿命。
能源消耗 = 设备能耗×加工时间。
其他成本 = 其他相关成本的总和。
通过以上公式,可以比较准确地计算出注塑加工的总成本,从而合理定价。
下面将对每一项成本进行详细解释。
2. 材料成本。
材料成本是指在注塑加工过程中所使用的原料的成本。
通常情况下,原料的价格是每单位重量的价格,乘以所使用的原料的重量即可得到材料成本。
在实际操作中,需要根据产品的具体要求和设计来确定所需的原料用量,进而计算出材料成本。
3. 人工成本。
人工成本是指在注塑加工过程中所需的人工费用。
通常情况下,操作工资是每小时的工资,乘以加工时间即可得到人工成本。
在实际操作中,需要根据工人的实际操作时间来确定人工成本。
4. 设备折旧。
设备折旧是指在注塑加工过程中所使用的设备的折旧成本。
设备的折旧是指设备的购置成本除以设备的使用寿命,从而得到每年的折旧成本。
在实际操作中,需要根据设备的具体购置成本和使用寿命来确定设备折旧。
5. 能源消耗。
能源消耗是指在注塑加工过程中所消耗的能源成本。
通常情况下,设备的能耗是每小时的能耗,乘以加工时间即可得到能源消耗。
在实际操作中,需要根据设备的能耗和加工时间来确定能源消耗。
6. 其他成本。
其他成本是指在注塑加工过程中所涉及的其他相关成本,例如管理费用、维护费用、运输费用等。
机械加工报价计算方法大全1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
机械加工收费标准怎么算机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
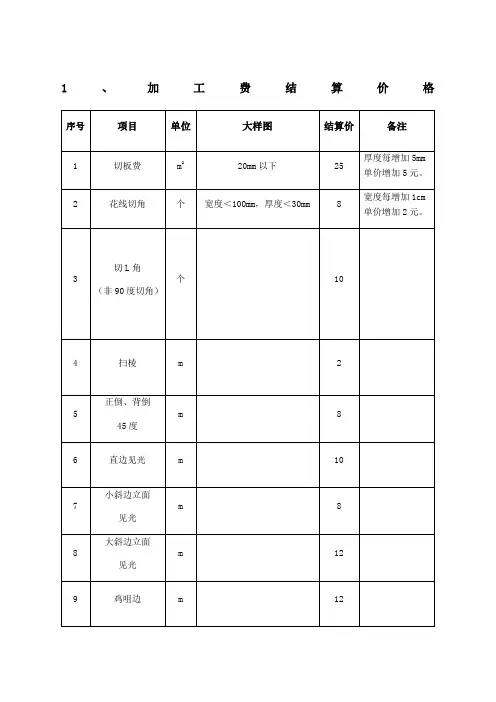
1、加工费结算价格项单大样结算备序厚度每增5m20m以2切板元单价增1c宽度每增花线切宽度100m,厚度30m元单价增1度切角(9扫正倒、背41直边见小斜边立见大斜边立1见1鸡咀小圆边立11见光序项目单位大样图结算价备注号大圆边立11见上下倒边立面11厚25m以3-5m1背到元单价增2.弯位计算槽内见11双开增元槽宽每增5m1开5mm-10m元结算价增槽宽每增10-20m罗马10m结算价21见元21面定11粘接不抛11粘接表面抛两层板粘12100m22鸭嘴项单大样结算备序16法国边m223圆2加1/1圆2加1/12内弧12海棠12法国棋子22名人海棠22名人法国3加厚鸭嘴333加厚海棠33加厚法国33加厚法国棋子单位项目备注序号大样图结算价30加厚腾龙边34m35撇底45度粘接m25序号项目单位大样图结算价备注12m加厚平边见光36高度100m1加厚斜边见3100m此价弧形拼缝粘大4822/弧板单3加厚花边见3244(大理石弧板要求等3双级法国棋子3时计价为该3弧板背4倍*1.3双级名人海棠434双级名人法国14手工切2台上盆4台下盆造型磨边见44另计(含磨边钻水喉426049弧板修切m 备注单位项目大样图序号结算价弧板要求等槽1m时计价为该8挖弧515见型,槽深增10m倍*1.、槽宽增1m10m单价增125护板见16型槽(见光倍240-4直位拼5槽1m10m,槽深增根据花型加1型槽(见光1m、槽宽增6380-7难度增加结弧形拼510m单价增/150-22倍工程板表5处线条与平25粘55镜框线拼3胶背A55干挂刀缝超过30mm结算价大样图备注单位序号项目25时,每增6210mmm水刀增元37毛板磨6平板复板材排30m76拉丝以30m板材排176加钉(含开槽以7线条排16开槽加含酸的材料费酸洗72加背条(扁铁63仿古76背栓弧位1.1直位镶铜6计算选用高效的防护结算价大样图备注序号项目单位26m76六面水性防护。
加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于或对中心距要求小于的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于的基价*2收取。
直径大于40MM的按直径*0.2收取。
3铣床加工类一般键槽加工(长宽比小于10的)按键槽宽度*0.5收取(最低5元)。
长宽比超过10的按长宽比*基价*0.1收取。
如有严格位置度要求的按基价*2收取。
硬度大于HRC40的材料加工按基价*2收取。
一般花键加工(长径比小于5的)按花键轴外径*0.8收取(最低15元)一般齿轮类加工按模数*齿数*0.5元收取。
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
机械加工报价计算方法大全,整理的太全了!今天我们来讨论下有关机加工报价的大概计算方法,材料成本是一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有出入)详细计算方法:1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥30。
3)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
粗略估算法:1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
加工费计算集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法记时单位从接手加工开始至加工完成验收合格结束1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快走丝线切割基本价:3-4/1200平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.数控机床基本价:比普通的贵2-4倍9.雕刻:一般都是单件的,50-500/件10、钳工基本价:15-35二以根据零件,数量,精度要求收费办法。
1、钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
机械加工件收费标准_机械加工收费标准怎么算一、以工时来计价的方法1、每小时15元:主要包括Z25钻床、CA6140车床、刨床、锯床这几种加工方式,以及钳工的大部分工作。
2、每小时20元:主要包括立铣床、卧铣床、线切割、大车床和龙门铣床等加工方式。
计时的单位从开始接受加工任务到完成整个工程验收合格结束。
二、根据零件、数量、精度的要求进行计价的方法1铣床加工类的一般键槽加工(1)长宽比小于10:按照键槽宽度×5来计算,最低为5元。
(2)长宽比超过10:按照长宽比×基价×0.1收取。
如果对于未知有严格的要求×2来计算。
硬度大于HRC40的材料加工按照基价×2计算。
(3)花键加工(长泾比小于5):按照花键外径×0.8来收取,最低15元。
(4)一般齿轮类加工:模数×齿数×0.5元收取。
(5)一般平面加工类按每平方米1.5元收取,最低5元,一般镗孔加工按照孔直径×0.25收取。
2钻孔加工一般材料(1)深径比不大于2.5倍直径25mm:直径×0.05。
(2)直径25—60mm:钻头直径×0.12,最小孔收费不低于0.5元。
(3)深径比大于2.5倍直径的一般材料:基价×深径比×0.4收取。
(4)对孔径精度要求小于0.1mm或对中心距要求小于0.1mm:基价×5计算。
3车床加工类一般精度光轴加工(1)长泾比不大于10:工件毛坯尺寸×0.2计费,最低5元。
(2)长径比大于10:一般光轴基价×长泾比数×0.15。
(3)精度要求在0.05mm以内,或者要求带锥度:光轴基价×2收取。
(4)一般阶梯轴(风机轴、泵轴、减速器轴、砂轮轴、电机轴、主轴):基价×2收取。
(5)阶梯轴带有锥度、内外螺纹:基价×3收取。
4带锯加工类(1)一般圆钢、厚壁管、方钢截断:每平方米5元,最低5元。
机械加工估价需要懂得加工工艺,能够估出加工工件的时间,乘以各种设备单位时间的单价. -----线切割加工费一般按切割总面积计算的,元/平方毫米我们这里是按加工面积/1200*8元可怜啊,我们这里是按加工面积/1200*3元,高150mm以下通常是两种计算方法:1、元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工元/平方毫米.模具为元/平方毫米快丝的是8元/小时一般做sodick aq550ls 第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800?然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
加工实木工费如何计算公式在实木家具制作过程中,加工工费是一个重要的成本因素。
加工实木的工费如何计算?这是许多家具制造商和消费者都关心的问题。
在本文中,我们将讨论加工实木工费的计算公式,并探讨一些影响工费的因素。
加工实木工费的计算公式可以根据不同的情况而有所不同。
一般来说,加工实木工费可以分为两部分,基本工费和附加工费。
基本工费是指加工实木的基本成本,包括木材成本、人工成本和设备成本等。
附加工费则是指在加工过程中可能会产生的额外成本,比如特殊工艺加工、定制加工等。
首先,我们来看一下基本工费的计算公式。
基本工费可以按照以下公式进行计算:基本工费 = 木材成本 + 人工成本 + 设备成本。
木材成本是指实木原材料的成本,通常是按照木材的体积或重量来计算的。
人工成本是指加工实木所需的人工费用,包括工人的工资、社会保险和福利等。
设备成本是指加工实木所需的设备折旧、维护和能源消耗等成本。
在实际应用中,木材成本可以根据实际采购价格来确定,人工成本可以根据工人的工时和工资标准来计算,设备成本可以根据设备的折旧率和能源消耗来计算。
通过这些具体的数据,就可以得到基本工费的准确数值。
除了基本工费之外,还有一些附加工费需要考虑。
附加工费可以根据实际加工过程中的特殊情况来确定,比如特殊工艺加工、定制加工等。
附加工费通常是按照实际产生的成本来计算的,可以通过以下公式进行计算:附加工费 = 特殊工艺成本 + 定制加工成本 + 其他附加成本。
特殊工艺成本是指在加工过程中需要使用特殊工艺或工具所产生的额外成本,比如雕刻、拼接、烤漆等。
定制加工成本是指根据客户需求进行的定制加工所产生的额外成本,比如特殊尺寸、特殊形状等。
其他附加成本则是指在加工过程中可能会产生的其他额外成本,比如运输费用、材料损耗等。
通过以上公式,就可以得到加工实木的总工费。
当然,实际的加工工费还会受到一些其他因素的影响,比如市场行情、季节变化、政策法规等。
因此,在计算加工实木工费时,还需要考虑这些因素对成本的影响。
经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法记时单位从接手加工开始至加工完成验收合格结束1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快走丝线切割基本价:3-4/1200平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.数控机床基本价:比普通的贵2-4倍9.雕刻:一般都是单件的,50-500/件10、钳工基本价:15-35二以根据零件,数量,精度要求收费办法。
1、钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
机械加工费计算线切割加工费一般按切割总面积计算的,0.XX元/平方毫米我们这里是按加工面积/1200*8元通常是两种计算方法:1、0.01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0.005元MM也有10元小时慢走丝加工割一刀0.03MM慢走丝加工割两刀0.038MM慢走丝加工割三刀0.045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2.5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodickaq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了。
机械加工价格计算机械零件加工价格计算标准零件加工价格通常包括:●材料费材料的采购成本,材料运费、采购的差旅费等;●加工费用各工序工时费、设备折旧费、水电费、刀具、工装、量具、辅料费用等;●管理费用固定成本摊销、管理人员工资摊销、场地费用、回扣、差旅等;●税费国税、地税等●利润价格计算一、简易估算:以产品材料费用为基础进行简单估算。
(以加工难易度划分)●简单的材料费50% 加工费用30% 管理费用5% 税收17% 自己的利润8%●高附加值的材料费10% 加工费用40% 管理费用5% 税收17% 自己的利润28%●高科技的材料费10% 加工费用 20% 管理费用 10% 税收17% 自己的利润43%●抢银行的材料费5% 加工费用 5% 管理费用5% 税收17% 自己的利润 200%二、一般计算:加工费用进行简单计算得出一个初步加工费用,再结合材料费、管理费、税及利润得到加工报价。
1.使用固定的加工设备工时价为依据,计算加工费用;下附常用机床工时表(非最新,仅作参考):2.根据零件的数量、尺寸、精度要求等计算加工费用;①钻孔加工◆一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05◆直径25-60的按钻头直径*0.12(最小孔不低于0.5元)◆深径比大于2.5的一般材料收费基价*深径比*0.4收取◆对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费◆对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)◆在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)②车床加工类◆一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)◆长径比大于10的按一般光轴基价*长径比数*0.15◆精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取◆一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取◆阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取◆一般用途丝杠按一般精度光轴加工基价*4收取◆一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。
加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时机加工费用是这样的:普床0。
5/min 钻床0。
25/min 数控1.00/min 卧式加工中心1.40/min立式加工中心1。
20/min加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,高邑专机一般机械维修加工收费标准生产部提供一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0。
05直径25-60的按钻头直径*0。
12(最小孔不低于0。
5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2—0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0。
2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0。
07收取,直径大于430MM的按材料直径*0。
12收取。
一般圆螺母零件按直径*0。
25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0。
2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。