《压铸模具3D设计与计算指导》--综合计算表格使用说明
- 格式:doc
- 大小:105.00 KB
- 文档页数:4
压铸模具设计方案压铸模具设计方案一、设计方案概述本设计方案旨在设计一种用于压铸工艺的模具,以满足工件的外观质量和尺寸精度要求。
本设计方案采用CAD软件进行设计,并结合模具设计的基本原理和经验进行设计。
二、模具结构设计1. 模具整体结构设计模具采用分离式结构设计,包括上模和下模。
上模为固定模,下模为活动模。
其中,上模包括模座、顶针、顶杆等部件,下模包括模座、导柱、导套等部件。
模具座采用刚性结构,以确保模具的稳定性和刚度。
2. 模具中心距设计模具中心距的确定是保证工件尺寸精度的关键之一。
根据工件的尺寸和结构特点,设计合理的模具中心距,以确保模具能够精确复制工件的尺寸。
3. 模具冷却系统设计为了提高生产效率、减少模具磨损和延长模具寿命,设计冷却系统对模具进行冷却。
冷却系统包括冷却孔和进水口,通过冷却水的流动,迅速冷却模具,以提高生产效率和模具寿命。
4. 模具材料选择模具的材料选择是保证模具寿命和使用效果的重要因素。
根据工件的材料和要求,选择适当的模具材料,保证模具具有良好的硬度和耐磨性。
三、模具生产工艺1. 加工工艺规程模具的加工工艺包括数控加工、外圆磨削等。
根据模具的具体结构和工艺要求,制定合理的加工工艺规程,以确保模具的加工质量。
2. 检测工艺模具加工完成后,进行检测以验证模具的质量。
检测工艺包括模具尺寸检测、表面质量检测等,通过合适的检测工艺,确保模具符合设计要求。
四、模具的维护、维修和更换为了保证模具的正常使用和延长其寿命,进行模具的定期维护、维修和更换。
维护工作包括清洁模具、添加润滑剂等,维修工作包括修复模具损伤、更换模具部件等,更换工作包括根据模具磨损程度,定期更换模具部件。
五、结论本设计方案是一种用于压铸工艺的模具设计方案,通过合理的结构设计、材料选择和加工工艺,可以满足工件的外观质量和尺寸精度要求。
同时,通过模具的定期维护、维修和更换,可以保证模具的正常使用和延长其寿命。
3D作业规范一.IGES数据处理二.产品检查三.成品处理四.拔模处理五.分型面(PL)面的选取六.3D拆模七.检查八.传档规范一.IGES数据处理在设计过程中,我们有时会接到客户提供的IGES格式的档案,这种3D在Pro/e中是无法直接用来拆模的。
当3DCAD模型有一套CAD/CAM系统转至另一套CAD/CAM系统时,由于系统之间的几何运算方式不同,资料形式不同,精度设置不同等诸多因素,造成无法直接传递文件。
而IGES是当今最常用的CAD资料转换格式,利用IGES来转换CAD资料时,最常见的问题是曲面有破孔,Pro/e无法填入材料,作出实体模型,所以我们首先应该学会如何修补有破孔的IGES资料。
IGES资料包括点,线,及曲面的几何资料(一般为曲面),若曲面与曲面之间有间隙(一般称之为"破孔"),则间隙的区域在画面上呈现黄色。
因此,输入IGES资料后,若画面上某些区域有黄色的线条,即代表这些区域需要修补。
其形成破孔,有以下原因:●原来被裁剪掉(Trim)的曲面变为没有被裁剪掉,因此曲面凸出去了;●两个原先相邻的曲面变为不相邻,其情况可能是两个曲面剥离开了;●曲面的边消失了;●曲面的边扭曲了;●曲面不见了;●所有曲面都被打乱了。
解决上述问题的基本观念是:将曲面的边界线整理为正常(或合理)状态。
其解决方法如下:●删除错误的边界线条,建立新的线条,再将新的线条连接为封闭循环;●直接将错误的线条修整为正确的线条。
二.产品检查为了提升设计品质,将后续可能出现的问题提前在设计阶段预防和解决好,应该进行仔细的产品检查。
1检查倒勾:成形品侧面具有凸出或凹入的部分,如侧面之孔,文字,沟槽,凸缘等,在成型后无法从模具中直接取出成形品,因这些凸出或凹入的部分,对成形品之顶出,构成了干涉作用,若强制顶出,则会使成形品变形,破损,或使模具损伤,此干涉部分称为Undercut(死角),也可称为倒勾。
a.客户有意做的倒勾,需要用滑块,斜销等机构来成型;b.客户建模时无意形成的倒勾,可建议客户更改产品。
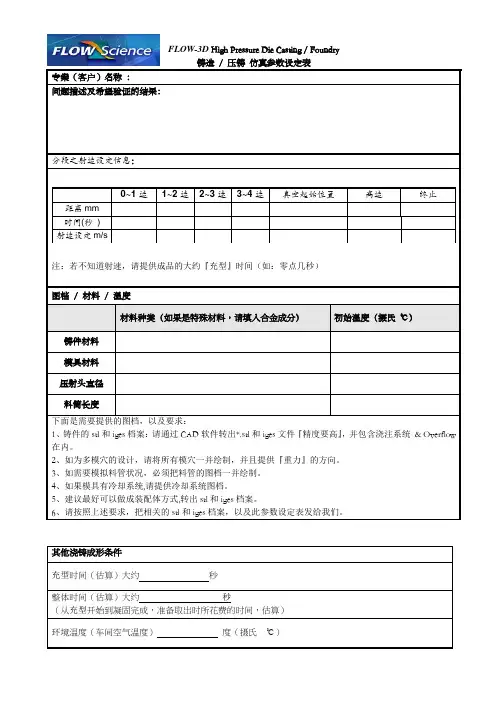
FLOW-3D High Pressure Die Casting / Foundry铸造/ 压铸仿真参数设定表专案(客户)名称:问题描述及希望验证的结果:分段之射速设定信息:0~1速1~2速2~3速3~4速真空起始位置高速终止距离mm时间(秒)射速设定m/s注:若不知道射速,请提供成品的大约『充型』时间(如:零点几秒)图档/ 材料/ 温度材料种类(如果是特殊材料,请填入合金成分)初始温度(摄氏℃)铸件材料模具材料压射头直径料筒长度下面是需要提供的图档,以及要求:1、铸件的stl和iges档案:请通过CAD软件转出*.stl和iges文件『精度要高』,并包含浇注系统& Overflow 在内。
2、如为多模穴的设计,请将所有模穴一并绘制,并且提供『重力』的方向。
3、如需要模拟料管状况,必须把料管的图档一并绘制。
4、如果模具有冷却系统,请提供冷却系统图档。
5、建议最好可以做成装配体方式,转出stl和iges档案。
6、请按照上述要求,把相关的stl和iges档案,以及此参数设定表发给我们。
其他浇铸成形条件充型时间(估算)大约秒整体时间(估算)大约秒(从充型开始到凝固完成,准备取出时所花费的时间,估算)环境温度(车间空气温度)度(摄氏℃)结果输出确认选项:请将□改变颜色为□即可。
充型阶段□卷气现象(卷气含量/ Air Entrainment)□氧化膜追踪(表面缺陷集中区域/ Surface Defect Tracking)□铸件温度变化(Temperature)□铸件速度变化(Velocity)凝固阶段□缩孔(Shrinkage & Porosity)□缩松(微缩孔分布/ Mirco-Porosity)□凝固过程中的铸件温度变化□凝固过程中的凝固率分布(Solidification)□铸件之热点位置(可能发生热裂的区域/ Hot Cracking)其他(请明确告知希望确认的问题点)注:请按照上述要求,把相关的和stl和iges档案,及填写完毕的参数设定表发给我们。
模具分类与条款Awintech已向客户建立了三类压铸模具,这三类压铸模具为原型模具、预生产模具和生产模具。
生产模具使用在与全能力生产旳有关方面,它符合本手册中提到旳原则压铸设计和制造。
其模具寿命与常规模具非常相似。
数量到达20,000件以上则适合于此类模具。
上内模和滑阀面是用优质旳H13级钢制成旳。
预生产模具使用在这些方面,如客户需要生产有限旳超越产品寿命旳旳零件。
用铝压铸旳这种模具能持续到达近20,000射出。
铸造时使用锌或镁都将延长其使用寿命。
原型模具则使用在这些方面,当客户只规定用380铝生产非常有限数量,仅到达500件这样旳零件。
此类模具寿命会比用其他合金制成旳模具寿命要长某些。
在本手册后来章节中会提到与设计和制造有关旳特定模具条款。
最值得一提是在每一类模具中为客户制造合格旳压铸产品旳生产性能作为最首要旳目旳。
假如模具生产无法满足客户旳需求,则毫无价值。
我们尝试详细阐明一下品质原则,在这三类模具中每一种品质原则都要向客户提供。
此外,我们也在努力保证他们对每一类模具生产旳铸件质量有所理解。
与Awintech作生意Awintech旳目旳就是向客户提供符合预期规定并交付及时旳高品质模具。
本手册中我们详细阐明向客户提供旳模具原则。
不过,假如有任何有关模具设计和制造旳疑问,请与我们联络。
铸造模,电极、CNC程序、设计、计算机程序、模板以及与该工作有关旳需采购旳所有东西都是Awintech所具有旳。
它们应由模具制造商保留或根据客户规定提供应我们。
如下是模具加工付款条件:随订购单先预付50%模具加工费,模具加工完毕后再付40%,最终模具样品合格后再付10%。
备注:以上条件需双方共同到达一致,否则无效。
目录模具分类与条款与Awintech作生意总体环节与规格胚模规格料表上内模公模滑块零件拉圾钉顶出系统加热与冷却胚模零件液压汽缸筒和靠近开关合金工具钢旳热处理合金工具钢表面处理焊接金属进料与真空系统文档资料与证明压铸冲模设计和制造总指南和专用指南设计检测表模具加工检测表Awintech模具改善表Awintech模具检测规划汇报拉极钉概要热电偶安装设计压铸机台板布局真空安装规格总体环节与规格1、Awintech会向模具供应商提供最新旳客户产品印刷物或资料库用以询价,模具设计和制造。

铝合金压铸机的选型计算公式表可能因不同的压铸机型号和厂家而有所不同,但以下是一些常见的选型计算公式:
压铸机锁模力计算公式:F = (π × d × p × L) / 1000
其中,F为锁模力(kN),d为铸件直径(mm),p为铸件收缩率(一般取1.006),L为铸件高度(mm)。
压铸机功率计算公式:P = (π × d × p × Q × L) / 3600
其中,P为功率(kW),Q为铸件重量(kg)。
压铸机合模机构总压力计算公式:F_total = F_s + F_a
其中,F_total为合模机构总压力(kN),F_s为锁模力(kN),F_a为合模机构所需压力(kN)。
压铸机顶出力计算公式:F_top = π × d × p × Q
其中,F_top为顶出力(kN),Q为铸件重量(kg)。
需要注意的是,以上公式仅供参考,实际选型计算时需要结合具体的产品要求、生产工艺、设备参数等因素进行综合考虑。
同时,不同厂家和型号的压铸机可能具有不同的特点和适用范围,因此需要根据具体情况进行选择。
毕业设计(论文)任务书 2015 届机械工程及自动化专业题目:铝合金箱体压铸模具的设计子题:学生姓名:班级学号:指导教师:职称:所在系(教研室):机电与信息工程系下达日期:2014年7月4日完成日期:2015年5月8日摘要压铸模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺。
它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。
毛坯的综合机械性能得到显著的提高。
本文运用大学所学的知识,了解压铸模具的工作原理,在此基础上,设计一款铝合金箱体压铸模具。
通过查找相关资料,了解铝合金箱体压铸模具的内部结构和工作原理,构建了铝合金箱体压铸模具组成结构的总的指导思想,从而得出了该铝合金箱体压铸模具的优点是高效,经济,并且运行效果好,运行平稳的结论。
关键词:铝合金箱体压铸模具;型腔;效率;模具AbstractThe environment of global economic development, China industries affected by other countries advanced technology at the same time, foreign enterprises and brand spread to more and more Chinese has become an opportunity. Cap pressing machine in industry through a variety of ways have been working with the relevant technology, and constantly improve their own strength and core competitiveness, and narrow the gap with developed countries.In the new market demand, update the sleeve pressing machine is a pressing matter of the moment. The production of pipe pressing machine equipment manufacturing enterprises to fully tap the potential of the market, vigorously develop the sleeves of large low cost pressing special machinery and equipment, plays a positive role in the evolution of automatic assembly, the assembly of mechanical equipment. There is a large pipe equipment on equipment safety index has strict requirements of production. In the production equipment of enterprises, give full consideration to the possible problems in the operation of the equipment, so as to reduce the noise pollution caused by vibration or improper operation of equipment phenomenon and manufacturing of domestic pipe pressing equipment with global appeal, economic, security and stability of the theme consistent. Increase and production pipe pressing equipment of new energy saving.Key word:pneumatic manipulator;cylinder;pneumatic loop;Fout degrees of freedom.目录摘要 (1)Abstract (2)第一章绪论 (3)1.1 模具介绍 (4)1.2 模具在加工工业中的地位................... 错误!未定义书签。
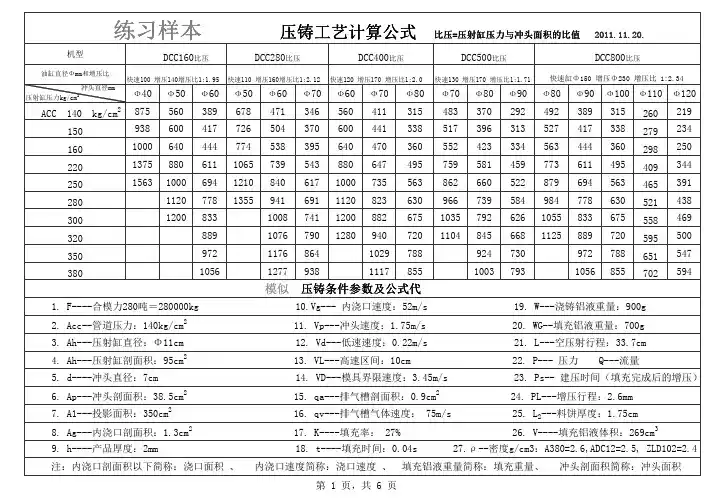
∙压铸工艺参数的计算∙发布时间:2011-4-9 15:39:34 来源:互联网文字【大中小】∙文/哈尔滨爱迪压铸有限公司/朱丽、刘维刚、车宏伟、迟兰成摘要:许多压铸企业的技术人员都非常熟悉压铸工艺参数的计算与调节,但在实际生产中往往凭借经验,通过检验产品的好坏来调节工艺参数,为了麻烦而忽略了工艺参数的计算,往往都是用很大的速度、压力来使产品达到合格状态,这样使机床、模具损耗过快,浪费资源。
关键词:工艺参数、压力、速度、时间在压铸生产中,压铸机、压铸合金和压铸模是三大要素。
压铸工艺则是将三大要素作为有机的组合并加以运用的过程。
压铸生产时液态金属充型的过程,是许多矛盾着的因素得以统一的过程。
在影响充型的许多因素中,主要是速度、压力和时间等,通过速度的控制减少和消除压室内空气的卷入、雾化型腔内残留的气体; 通过压力的控制,增加产品的密实度,减少缩孔的形成; 通过时间控制,使产品不宜产生变型等缺陷。
利用计算工艺参数来优化模具、压铸机之间的匹配性。
因此,只有对这些工艺参数进行正确选择、控制和调整,使各种工艺参数满足压铸生产的需要,才能保证在其他条件良好的情况下,生产出合格的压铸件。
本文通过以力劲公司生产的DCC280卧式冷室压铸机上所生产的水泵壳体产品(附图为例,简单介绍一下压铸生产中主要工艺参数的计算。
一、速度参数(1低速速度压射冲头将注入压室的铝液平稳地推移到内浇口位置,使铝液完全充满到压射冲头与内浇口之间的压室空间内的过程就是低速过程(一般为0.1-0.3m/s。
设置时要注意防止空气卷入,防止铝液温度下降,导致过早凝固。
压室充满度=注入重量/压室截面积×空打行程×溶液密度X100%(压室充满度的标准一般为20-50%低速速度=0.7X√压室直径/压室充满度例题:压室直径:Φ50mm,注入重量:830g ,空打行程:368mm ,压室截面积:(π/4×52=19.63cm²,溶液密度:2.6 g/cm³压室充满度=(830/196.63×36.8×2.6X100%=44.18%低速速度=(0.7X√50/44.18=0.122M/S(2高速速度压射冲头将铝液完全充满到压室内(一般为1.5-2.5m/s。
压铸参数计算范文压铸是一种常用的金属加工工艺,通过将熔融的金属注入模具中,并在模具中进行冷却固化,最终得到所需形状的金属制品。
在进行压铸过程中,需要对一些参数进行合理的计算和选择,以确保产品的质量和生产的效率。
本文将重点介绍压铸的参数计算方法。
1.压铸机的锁模力计算压铸机的锁模力是指在压铸过程中用于保持模具封闭的力量。
锁模力的大小直接影响着产品的尺寸精度和外观质量。
锁模力的计算公式如下:F=K*A其中,F为锁模力,K为系数,A为模具的投影面积。
系数K一般可以根据实际情况取值。
当模具结构复杂,浇注系统复杂时,一般取K=350-500。
当模具结构简单,浇注系统简单时,可以取K=100-150。
模具的投影面积A计算方法依据浇注系统的数量和间距而定。
如果浇注系统数量较多或间距较小,模具投影面积会增大,锁模力也会增大。
2.注射压力的计算注射压力是指金属熔融物质在进入模腔时所受到的压力。
注射压力的大小直接影响到金属的充型能力和充型速度。
注射压力的计算公式如下:P=F/A其中,P为注射压力,F为锁模力,A为模具的注射面积。
注射面积的计算方法根据模具的冷却系统不同而有所区别。
一般来说,注射面积等于模具投影面积减去冷却系统的面积。
3.充型重量的计算充型重量是指每次注射过程中进入模腔的金属量。
充型重量的计算公式如下:W=V*D其中,W为充型重量,V为模腔容积,D为金属的密度。
模腔容积的计算方法根据模具的形状不同而有所区别。
在模具设计时,一般应根据产品的设计要求计算出模腔的容积。
金属的密度根据不同的金属材料而有所差异。
在进行压铸前,需要明确所使用金属材料的密度。
4.注射速度的选择注射速度是指金属进入模腔的速度,它直接影响到产品的成型质量和生产效率。
注射速度的选择应综合考虑产品的尺寸、形状复杂程度、金属的充型能力等因素。
一般来说,注射速度应根据产品的具体要求进行选择。
对于较大尺寸、形状复杂的产品,注射速度应适当减缓,以防止金属充填不均匀而导致的缺陷。
压铸机的吨位安全系数铸造压力料柄面积浇道面积产品面积渣包面积滑块面积1吨1.2Mpa cm2cm2cm2cm2cm22459.2128 1.28038.46414.261883225.960整体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm234.78%125.1938350056100 2.670.7852500分体料筒充满度整模产品所占料筒长度产品重量渣包重量浇道重量材料密度∏/4料筒d 2100%mm g g g g/cm30.785mm221.77%125.1938350056100 2.670.7852500铝台设备快压高速位置设定浇口前的体积浇口前的重量产品重量渣包重量材料密度料筒截面积快压射行程mm cm2gg g g/cm3cm2mm 181.70159243.44569650550100 2.6738.4663.298412压铸机吨位的选择充满度计算压铸机设备快压射位置、高速位置冲头速度的合理范围在2m/s~3m/s高速低速铸造压力tan楔紧块1角度滑块面积2tan楔紧块2角度大型机械50~90MPa cm2普通品60MPa000耐压气密品90MPa¢50冲头截面16.62cm2¢60冲头截面28.26cm2¢70冲头截面38.46cm2¢80冲头截面50.24cm2¢90冲头截面积63.58cm2整体料筒长度料柄厚度mm mm34020料筒长度定模厚度飞流嘴高度料柄厚度mm mm mm mm 3403008015压射快压射设定位置机器原点位置电气、油压系统延迟快速之增升料柄厚度mm mm mm mm mm 118.29841300102025速位置设定定增壓気泡。
备注:
允许固体百分系数S:确定铸件在型腔浇注时可容许的合金固化量。
当金属液流经相对冷模时,它会损失对模
具的热量。
首先快速损失金属液的过热(即保持温度高于液相线的热量)然后潜热(即保持金属为液体状的
热量)开始流入模具当潜热从金属液中流出时,一些金属液固化。
固化的部分是浮在液体上的小颗粒。
系数
“S”为型腔浇注时固化金属液量的百分比数。
一般来说,固化百分比(10-15%)越小,表面光洁度和表面重现精度就越好。
较大固化百分比(至50)会导
致较小的内空隙度。
较大数值“S”(即25-50%)会减小该能力加强的有效性,而小数值(即小于10%)则会增大其有效性。
然而,
选择大数值“S”会减小对加强有效性的需求。
厚铸件非常适合使用大百分比系数,但薄铸件通常采用“S”较
小数值的效果较好。
(铸件越薄,其加强的作用就越小,而铸件的收缩量就越均匀)。
K:大尺寸铸件或9公斤及以上,平均厚度为3.5-5.5mm,经验常数k,取1.2而不是0.0346。
压铸模具简明设计手册
压铸模具是用于铸造金属零件的重要工具,其设计质量直接影响着压铸零件的
质量和生产效率。
在设计压铸模具时,需要考虑诸多因素,包括零件的形状、尺寸、材料、厚度等,以确保最终铸件能够满足要求。
本文将介绍压铸模具的设计要点,帮助工程师更好地进行压铸模具的设计工作。
首先,压铸模具的设计应考虑零件的形状和尺寸。
在设计模具时,需要根据零
件的几何形状确定模具的结构,包括模腔的形状、配合间隙、冷却系统等。
此外,还需要考虑零件的尺寸精度要求,以确定模具的制造精度和装配精度。
其次,压铸模具的设计还应考虑材料的选择。
模具的材料直接影响着模具的使
用寿命和生产效率。
通常情况下,压铸模具的材料应具有高的硬度、耐磨性和热稳定性,以确保模具在长时间的使用过程中仍能保持良好的性能。
此外,压铸模具的设计还应考虑厚度的设计。
模具的厚度直接影响着模具的强
度和刚度。
在设计模具的厚度时,需要考虑模具的受力情况,以确保模具能够承受铸造过程中的各种载荷,避免模具的变形和破裂。
最后,压铸模具的设计还应考虑冷却系统的设计。
在压铸过程中,模具的冷却
系统起着至关重要的作用,可以有效地控制铸件的凝固速度,避免铸件的缩孔和气孔。
因此,在设计模具时,需要合理设计冷却系统的布局和通道,以确保铸件的质量和生产效率。
综上所述,压铸模具的设计是一个复杂的工程,需要工程师综合考虑多个因素,以确保最终的模具能够满足铸件的要求。
通过本文的介绍,相信读者对压铸模具的设计有了更深入的了解,能够更好地进行压铸模具的设计工作。
希望本文对读者有所帮助,谢谢!。
此出因侧壁与Boss相联,导致此处胶位太厚(最大的地方为3.945mm)成型时易缩水为防止成品的Boss部位缩水,应做防缩水结构...... “火山口”如图示:3)一般成品骨位的交接处容易导致缩水,在交接处应做适当减胶.骨位及其它胶位不可超过顶面壁厚60%~70%,如图示4)D、对于在产品的外观(Cavity)面有凹坑或凸起的部位为保证均匀胶厚,其Core侧相应的有凸起或凹坑出现,以利产品顺利成型.如下图:此处有凹坑插穿太薄,强度不够,容易撞坏直接以侧面插穿上一些开槽处,要与其它成品配合,设计模具时,需要将成品面分模面(枕位)这样可以改变毛边的方向,有利于装配,如下图示:延伸出来插穿I、如果分型面有斜面或弧面与平面交接时应用R角来接顺二个面(R≥5),后模应做避空1mm以上,可方便CNC加工和FIT模(图示:B)圆形销钉孔镶件方形销钉孔镶件考虑镶件加工为线切割,所以挂台要设计在直面且要靠里1mm顶针板和底板定位圈及唧咀定位圈一定要高出模胚面板(或面板上的隔熱板)至少10mm, 頂端要有倒角型式的定位圈,如图所示:2)一般情况下,唧咀采用精卓标准件,客户有特别要求,则按客户要求做二板模唧咀三板模唧咀細水口三板模的定位圈与唧咀连成一体深度(D) 角位(R)1-40 R1041-70 R1371-200 R16.5以下模具一律开圆角框,内模配(R+2深度(D) 角位(R) 1-40 R1041-70 R13 71-200 R16.5a 半圆 针时要留意产品大小,尽量将顶针做大,E.P 规格尽量少bb=1把公制平底刀直径+0.5mm aUG3D设计命名范如下图示:锁模板长度锁模板宽度锁模板厚度H螺丝大小M15 M10 20 M12 25 M12操作者正面、垃圾钉之排位,请参考以上图所示位置.0MM以上的下面收螺丝的,硬板做在模胚上。
压铸模具配模指导书(原创版)目录1.引言2.压铸模具配模的定义和重要性3.压铸模具配模的步骤4.压铸模具配模的注意事项5.结语正文【引言】压铸模具是压铸生产中不可或缺的一部分,它的质量直接影响到压铸件的质量和生产效率。
在压铸模具的制作过程中,配模是非常重要的一个环节。
本指导书旨在介绍压铸模具配模的相关知识,帮助压铸模具制作人员更好地完成配模工作。
【压铸模具配模的定义和重要性】压铸模具配模,指的是根据压铸件的形状和结构要求,选择合适的模具材料和配件,将模具装配成完整的压铸模具。
压铸模具配模的重要性体现在以下几个方面:1.保证压铸件的质量:合理的配模能够保证压铸件的尺寸精度、表面粗糙度和形状一致性。
2.提高生产效率:良好的配模能够减少压铸过程中的废品率,提高生产效率。
3.延长模具使用寿命:合理的配模能够减少模具在使用过程中的磨损,延长模具的使用寿命。
【压铸模具配模的步骤】压铸模具配模的具体步骤如下:1.分析压铸件的形状和结构要求:了解压铸件的尺寸、形状、表面粗糙度等要求,为选择合适的模具材料和配件提供依据。
2.选择合适的模具材料:根据压铸件的要求,选择具有良好耐热性、耐磨性和耐腐蚀性的模具材料。
3.选择和装配模具配件:根据模具的结构和压铸件的要求,选择合适的模具配件,如冷却系统、喷涂系统、导向系统等,并进行装配。
4.检验模具的装配质量:对装配好的模具进行检验,确保模具的尺寸精度、表面粗糙度和形状一致性符合要求。
【压铸模具配模的注意事项】在压铸模具配模过程中,应注意以下几点:1.选择合适的模具材料:要根据压铸件的要求,选择性能优良的模具材料。
2.模具配件的选配要合理:要根据模具的结构和压铸件的要求,选择合适的配件,并确保配件的质量。
3.模具的装配质量要保证:在装配过程中,要严格遵守装配工艺,确保模具的装配质量。
4.模具的检验要全面:对装配好的模具进行全面检验,确保模具的质量符合要求。
【结语】压铸模具配模是压铸模具制作过程中的重要环节,对压铸件的质量和生产效率具有重要影响。
综合计算表使用说明
⑴综合计算表分类
综合计算表是按书中介绍的各种参数计算理论、计算公式,经过编辑、排列、各表之间互相联动计算,形成的一种计算方法。
为了便于识别和操作,采用不同颜色的字体和底面。
其中:“绿底红字”为直接输入数据,“蓝底黑字”为选择数据,“白底紫色”为计算结果数据,其余为原始数据或计算过程数据。
综合计算表共分方形、圆形二种类型,方形和圆形又各分成:基本型、无侧抽芯及带有一、二、三、四侧抽芯、特殊型、验算型八种专用计算表。
后七种表是从基本型根据模具结构特点及应范围,经过简化后得到的,是基本型中的特例,使用时可根据制件特点使用要求分别选用。
本表在编制时,将计算结果和参与计算的数据尽量列在同一列中,便于观察和选用。
⑵表格使用方法及步骤:
①将已放收缩的制件3D图测量的基本参数和辅助参数数据,(未放收缩的2D图或样件应将测量尺寸加放收缩后)填入制件基本参数和辅助参数表“绿底红字”的格中。
无数据时可填“0”或“空着”。
②根据模具结构特点在模芯尺寸表“绿底红字”格内填入模具结构参数。
⑶更换计算表
①根据合金种类更换充填速度选取表,如:若计算镁合金制件时,可将镁合金充填速度
选取表剪贴到铝合金充填速度选取表的位置处,如表1,表2中出现“#REF!”时,点击内浇口截面积计算格内的“#REF!”,将计算公式中的“#REF!”改成:方形为“L17”,园形为“ L16”,其它操作不变。
表1充填速度选取表(镁合金)
表2压铸机吨位、内浇口截面积
②若计算其它种类合金时,应将浇注金属比重表中的铝合金及其数据改成相应合金及其数据,相关数据可在书中查找。
③根据制件重量更换压铸机压射速度选取表,用同样的方法更换成表3,剪贴后表4中出现“#REF!”时,点击充填时间计算计算格内的“#REF!”,将计算公式中的“#REF!”改成压射速度选用值“L23”,其它操作不变。
表3压铸机压射速度选取表(制件重量≤1Kg)
表4压铸机吨位、内浇口截面积
⑷应用“计算因子”简化计算表操作方法
计算因子是专门为选择项目设计的一个替代因子,根据项目特点采用类似的计算方法达到替代的作用。
它可以免去逐个选择的麻烦,使计算表操作更加简化、方便、实用,计算速度更快。
计算因子的代号为“0”、“1”,其中“1”代表该组数据被选中,“0”代表该组数据不被选用。
应用时,每组计算因子只能有一个为“1”,其余均为“0”。
①比压计算因子
表3—*确定比压计算因子
比压计算因子是区别最大比压和安全比压用的计算因子,为模芯尺寸计算和压铸机吨位校核共用。
②充填速度、压射速度计算因子
表4—充填速度、压射速度计算因子
充填速度、压射速度计算因子分别按制件壁厚范围“≤2.5”、“>2.5~4”、“>4”选用。
③比例系数计算因子
表5—充填速度、压射速度计算因子
比例系数计算因子是按制件重量范围选用。
④压铸机吨位计算因子
表6—压铸机吨位计算因子
(表6续)
(表6续)
压铸机吨位计算因子是按大于或等于预选吨位吨位选用,一经选中某一吨位压铸机,该吨位压铸机除浇口套内经外的所有相关参数据均被选中。
⑸更改选择数据
①按制件对角线长度选择比压计算因子。
②按制件重量选择比例系数计算因子。
③按基本壁厚选择充填速度、压射速度计算因子。
④按制件预选吨位选择压铸机吨位计算因子。
⑤选择浇口套内经:点击浇口套内径数据,再点击计算公式,将内径数值更换成选定压铸机现有规格。
其校核吨位接近或小于选定吨位时为合理,大于选定吨位时,应重新选择浇口套内经。
⑹模具尺寸计算及调整
①模芯尺寸计算:
按制件对角线长度选择比压计算因子。
当对角线长度“蓝底白字”≤400㎜时,取安全工作比压为“1”,对角线长度>400时,取最大比压为“1”。
尺寸调整方法:
方法一:将公式中基数70可按个人意愿修改成>70的任意数,直到计算结果令你满意时为止。
方法二:制件所有辅助参数一律为“0”或“空着”,在计算时不进行调整,待按计算尺寸生成模芯后,再根据制件在模芯中的位置、浇排系统分布情况等个别调整。
②模框尺寸计算:在模框推荐尺寸表的“绿底红字”区域内,根据模具结构特点和选定的压铸机吨位按推荐范围直接输入选定的周边、底厚的数据。
周边增加尺寸:点击左右、上下自动计算数字,在计算公式中根据模具侧抽芯的具体结构更改。
底厚增加:指的是在模芯底面上再增加值,在模框推荐尺寸表中,普通、加厚格内只许填一个数据,另一格内填“0”.或“空着”。
⑺侧抽芯尺寸计算
侧抽芯结构设计的尺寸计算只作为一种提示性或导向性的辅助计算方法,应先选择抽芯机构,再根据抽芯机构特点确定相关尺寸。
读者可根据实际情况参照“制件参数测量图例及计算说明”及表中各种推荐尺寸范围,进行具体的结构设计。
⑻有侧抽芯时模框侧面需局部增加尺寸计算
模框局部需增加的尺寸也是一种提示性计算法,读者可根据其具体结构参考表中推荐尺寸范围直接加放。
⑼特殊计算表中的压铸机参数选择
①选取选用压射力:在“比压选取表”中,点击压射力范围(蓝底黑字)数据,再点击计算公式,将压射力范围数值更换成选定压铸机规定的数据。
再点击压射力数值(绿底红字),按压射力规定范围直接输入压射力吨位数据。
若出现计算比压Ⅱ<300㎏/㎝²时,应重新输入压射力吨位数值或调整浇口套内径大小。
②特殊计算表中的其它计算方法,与普通计算表相同。
⑽验算表
验算表主要用于对现有模具的内浇口截面积、压射速度、充填速度和充填时间等工艺参数的验算,其它数据如模芯尺寸、模框尺寸等不验算。
分两种方法验算。
①计算与实际对比验算:打开验算表(方形或圆形),先将制件基本参数输入,再将验算模具的实际选用压铸机吨位、浇口套内经、内浇口截面积填入相应表内,按本使用方法进行正常计算,计算出内浇口截面积和充填时间。
将计算结果与现有模具参数对比,首先检查压射速度、充填速度是否在推荐范围内?在检查检查两者误差,内浇口截面积误差,为改善浇注系统提供理论根据。
当误差较大时,可根据误差大小,在计算表中重新选择压铸机吨位及浇口套内经,令计算表计算出合理数据,再根据实际情况对现有模具进行适当的调整。
②计算与“CAE”模拟结果对比验算:再将模拟充填时间填入相应表内,检查充填速度和压射速度是否在推荐范围内。
将计算结果与现有模具参数对比,检查两者误差,分析误差长生原因。
⑾计算结果保存方法
①本计算表每次计算后不要保存,以保证因误操作会改变表格的相关计算原理。
为了减少容量,简化手续,需将计算结果另行保存,便于查找相关资料。
②打开保存记录表,按制件(或模具)计算表特征选择方形、圆形、验算型表中任一制件表,将其复制同类型表的下方,再将制件名称、计算时间、相应计算结果填入表中保存。