橡胶压延(1)
- 格式:ppt
- 大小:1.18 MB
- 文档页数:36

橡胶的压延工艺1压延工艺及压延原理在制造橡胶制品中,预先将混炼胶料制成一定厚度、宽度或一定形状的胶片,或在纺织物上挂薄胶层的工艺过程称做压延。
运用压延可以完成压片、压型、贴胶、擦胶、贴合、薄通和滤胶等作业。
压延原理:当胶料加入到压延机的两个工作辊筒之间时,由于辊筒的旋转,把胶料带入辊隙中,将胶料辗延成具有一定厚度和宽度的胶片。
压延过程中,胶料一方面发生粘性流动,一方面又发生弹性变形。
因此,压延中的各种工艺现象与胶料的流动性有关,又与胶料的粘弹性有关。
2压延机有哪几种?规格和型号如何表示?压延机是比较精密复杂的机械设备,各类很多。
分类方法有下列几种:按工作辊筒数来分:双辊、三辊、四辊。
按用途来分有:压片压延机:用于压片或纺织物贴胶,通常为三辊或四辊,各辊转速相同。
擦胶压延机:用于纺织物擦胶,通常为三辊,各辊之间有一定速比。
通用(万能)压延机:这种压延机兼有上述两种压延机的功能,通常为三辊或四辊,各辊的速比可借辅助齿轮调节。
压型压延机:用于制造表面带有花纹或有一定形状的胶片,其中有一个辊筒刻有花纹。
钢丝压延机:用于钢丝帘布的贴胶,由四个辊筒组成。
按辊筒的排列形式有:I型、△型、T型、L型、Z型、S型等。
压延机规格可用辊筒外直径×辊筒工作部分长度来表示,如压延机规格Φ610×1730。
我国压延机型号可表示为XY —4T—1730。
其中XY 表示橡胶胶压延机,4T表示四辊筒型排列。
1730表示辊筒工作部分的长度(mm)。
3在设计压延机时为什么需采用补偿措施在压延机加工过程中,当胶料通过辊距时,给予辊筒的横压力很高,加上辊筒自身的重量,致使辊筒会产生一定的弹性弯曲(其弯曲度称为挠度)结果使压延胶片出现中间厚两边薄的现象。
为了克服为种弊病,通常在设计压延机时,都采取一些补偿措施,以确保压延的精密度,常用的补偿方法有;凹凸系数法(中高法);轴交叉法和反弯曲法(予负荷法)等。
4什么叫压延效应,它对制品的性能有何影响?压延后的制品在纵横方向性能差异的现象叫做压延效应,即沿胶片纵方向(压延方向)的扯断强度大,伸长率小,收缩率大;而沿胶片横向的扯断强度小,伸长率大,收缩率小。
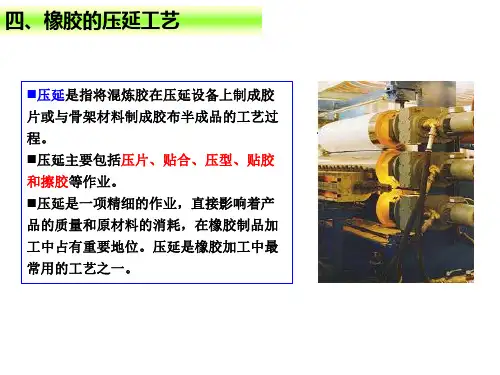
橡胶制品压延工艺简介压延是指将橡胶混炼胶在压延机上制成胶片或与骨架材料制成胶布半成品的工艺过程,它包括压片、帖合、压型和织物挂胶等工序。
一、压延机按工艺用途来分,主要有压片压延机、擦胶压延机、通用压延机等等。
➢压片压延机:用于压延胶片或纺织物贴胶。
大多为三辊或四辊,各辊速度相等。
➢擦胶压延机:用于纺织物的擦胶。
通常为三辊,各辊间有一定的转速比,中辊速度大于上下辊的速度。
胶料借助中、下辊之间的速比擦入纺织物中。
➢通用压延机:也称万能压延机,兼有上述两种压延机的作用。
通常为三辊或四辊,各辊间的速比可以改变。
二、压延工艺1、胶料的热炼及供胶胶料进入压延机之前,需要先将其在热炼机上翻炼,这一工艺过程称之为热炼或预热。
热炼的目的是提高胶料的混炼均匀性,进一步增加胶料的可塑性,提高胶料的温度,增大热可塑性。
热炼过程一般分两步,都是杂开炼机上进行,第一步叫粗炼,通过低温薄通,使胶料变软而均匀;第二步叫细炼,辊距较大,辊温较高,以提高胶料温度,获得较大的热可塑性。
同时增进胶料与纺织物的粘合性。
2、纺织物烘干为了提高胶料与纺织物的粘合性能,保证压延质量,需要对纺织物进行烘干,减少纺织物的含水量,一般控制含水率在1%-2%之内,含水率过大将降低橡胶与纺织物的粘附力,但过于干燥会使纺织物变硬,在压延过程中受损伤,降低强度。
在烘干过程中,使纺织物温度升高也有利于橡胶分子通过热运动渗透到纺织物缝隙中,增进橡胶和纺织物的粘合。
3、压延工艺流程3.1压片压片是将已预热好的胶料,用压延机在辊速相等的情况下,制成一定厚度和宽度的胶片,可采用两辊、三辊或四辊压延机进行。
A:影响压片的速度主要有,辊温辊温取决于胶料的性质,通常含胶率高或弹性大的胶料,辊温应高些(增大热可塑性);含胶率低或弹性小的胶料,辊温应该低些。
另外,为了使胶片在辊筒间顺利压延,各辊筒间应有一定的温差。
例如,天然橡胶包热辊,胶片由一个辊筒移到另一个辊筒时,后者的辊温应该高些;而一般合成橡胶则相反,易包冷辊,故此时辊温的顺序应与天然橡胶相反。