11YL--335B自动化生产线分拣单元论文设计
- 格式:doc
- 大小:4.35 MB
- 文档页数:45
自动生产线分拣站控制系统设计引言在现代工业生产中,自动化技术的应用越来越广泛。
自动生产线分拣站是一个重要的环节,它可以提高生产效率和产品质量。
为了实现自动分拣,需要设计一个高效稳定的控制系统来管理和控制分拣站的运作。
本文将针对自动生产线分拣站控制系统的设计进行详细介绍。
首先,我们将分析自动分拣的特点和需求,然后介绍系统的整体架构和各个模块的功能设计。
之后,会详细讨论系统的数据流动和信息处理流程。
最后,我们将介绍系统的实现方法和预期效果。
自动分拣的特点和需求分析自动分拣是指通过机器人或其他自动化设备来完成对产品的分拣任务。
相比于人工分拣,自动分拣具有以下几个优点:1.提高生产效率:自动分拣可以减少人工操作,从而节省人力成本,加快生产速度,提高生产效率。
2.提高分拣准确性:自动分拣可以减少人为操作的误差,提高分拣的准确性和产品的质量。
3.提高工作安全性:自动分拣可以减少人工操作中的风险,提高工作的安全性。
基于以上优点,设计一个高效稳定的自动生产线分拣站控制系统是非常有意义和必要的。
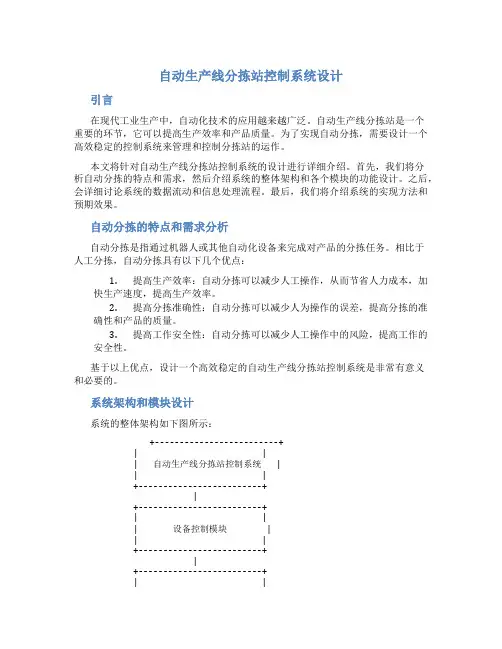
系统架构和模块设计系统的整体架构如下图所示:+-------------------------+| || 自动生产线分拣站控制系统 || |+-------------------------+|+-------------------------+| || 设备控制模块 || |+-------------------------+|+-------------------------+| || 分拣任务调度模块 || |+-------------------------+|+-------------------------+| || 传感器数据处理模块 || |+-------------------------+系统包括三个主要模块:设备控制模块、分拣任务调度模块和传感器数据处理模块。
设备控制模块负责控制自动分拣设备的运作。
自动化生产线的设计毕业论文目录第一章自动化生产线装备的概述---------------------1-1 YL-335B的基本组成------------------------1-2 YL-335B的基本功能-------------------------1-3 YL-355B的结构与认知-----------------------1-4 YL-355B的整体控制-------------------------第二章装配单元的结构------------------------------- 2-1 装配单元的功能------------------------------- 2-2 装配单元的结构组成-------------------------- 2-3 气动控制回路--------------------------------- 第三章装配单元的PLC的控制------------------------ 3-1 PLC的I/O的接线原理-----------------------3-2 装配单元的编程----------------------------- 结论--------------------------------------------- 参考文献--------------------------------------------- 致谢--------------------------------------------- 附录---------------------------------------------第一章自动化生产线装备的概述1-1 自动生产线的基本组成自动生产线实训考核装备由安装在铝合金导轨式实训台上的送料单元、加工单元、装配单元、输送单元和分拣单元5个单元组成。
其中,每一工作单元都可自成一个独立的系统,同时也都是一个机电一体化的系统。
目录一、设计思路 (4)1.1设计任务 (4)1.2设计思路 (4)1.3工具设备要求和技术规范 (4)二、设计过程与说明 (5)2.1前期调研 (5)2.2工作原理和工作过程) (5)2.3各元器件的选择 (5)2.4加工单元的PLC的外部接线图 (7)2.5加工单元流程图 (8)2.6设计过程中碰到的问题与解决措施 (9)三、设计成果简介 (10)3.1作品特点 (10)3.2归纳与总结 (10)3.3设计成果 (10)3.4辅佐材料 (10)四、致谢 (12)五、参考文献 (13)一、设计思路1.1设计任务完成基于西门子S7-200系列PLC的YL-335亚龙自动化生产线加工单元程序设计。
分析各个单元的基本功能和控制要求、完成I0查询,系统流程图绘制、编制PLC程序,并利用实验室设备进行调试、撰写设计成果1.2设计思路本设计共分三部分,其中第一部分对YL-335自动生产线做个简要介绍,并结合实地的考察经验对本次设计做了简要的分析依托YL-335亚龙自动化生产线实训设备及自动化生产线一体化教材和网络课程,制定详细的设计方案和阶段进度计划;详细记录设计过程及存在的设计问题,通过程序设计、模拟调试、常见故障与排除、修订完善,编制西门子S7-200系列PLC的YL-335亚龙自动化生产线加工单元程序,程序模拟调试具有自动化程度高,方便控制,稳定运行,分拣精度高的特点。
根据不同的排序对象,可以稍微修改系统来满足要求1.3工具设备要求和技术规范(1)数字式万用表;(2)一台装有STEP7-MicroWin和s7-200PLC;(3)YL-335亚龙自动化生产线加工单元;(4)GB/T51198-2018电子产品工艺设计规范;(5)GB/T4728电子产品调试与检测标准;二、设计过程与说明2.1前期调研亚龙YL-335型自动生产线实训考核装备在铝合金导轨实训台上安装送料,加工,装配,输送,分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动。
基于PLC与MCGS的YL—335B分拣单元的创新设计作者:王治学来源:《电子技术与软件工程》2017年第02期摘要分拣单元是YL-335B的最后一道工序,分拣的效果如何直接影响到整条生产线的运行质量。
本文提出了一种针对分拣单元的分拣方法并进行探究,根据设计要求完成了梯形图和触摸屏的设计,为学习爱好者拓展了思路。
【关键词】335B 分拣单元 MCGS1 引言YL-335B是全国职业院校技能大赛“自动生产线安装与调试”赛项指定比赛设备。
此赛项深受职业院校老师和学生的喜爱,参与度很高,是师生提升自己的有效通道之一。
分拣单元作为整条生产线的最终环节,分拣的正确率以及效果如何直接影响到最终的成绩,这就使得分拣方式的练习与模拟环节成为备赛过程中的重中之重。
本文提出了一种新的分拣方式,并通过PLC、触摸屏等实现其功能,保证其稳定连续的运行。
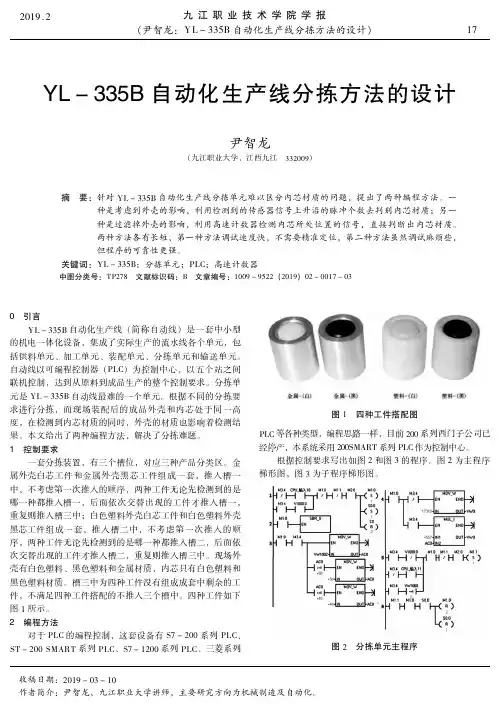
2 设计要求具体设计要求如下:(1)分拣单元有三个分拣料槽,每个槽收集一定重量的成品物料;(2)通过触摸屏对1、2、3号槽要收集的总重量进行设定,设定值同时也是上限值;(3)假定金属壳为30克、黑色壳为25克、白色壳为20克、金属芯为15克、黑色芯为10克、白色芯为5克;(4)按下启动按钮后,若入料口的光电传感器有信号,则延时2秒启动变频器(皮带速度可以通过模拟量来控制);(5)成品物料通过分拣单元的检测区后,首先被送入1号槽。
要保证物料进入1号槽后不能超过其设定的上限值,否则就要进入下一号槽,以此类推;(6)当3个槽都达到上限时,物料直接从皮带上滑落。
3 系统设计3.1 硬件设计及I/O配置分拣系统由S7-200-226PLC、S7-200-224PLC、触摸屏和变频器各一台为主要控制,其中两台PLC之间由485总线连接进行通信,226PLC通过PPI通信线负责连接触摸屏,224PLC 负责连接变频器和分拣站的输入输出。
分拣单元主要输入有3个传感器:光电、光纤、金属传感器各一个,光纤和金属传感器在竖直方向垂直于皮带安装。
自动化生产线中分拣单元的设计毕业论文目录摘要 ................................................................................................................. 错误!未定义书签。
ABSTRACT ....................................................................................................... 错误!未定义书签。
1.绪论 (1)2.分拣单元的结构和工作过程 (2)2.1传送和分拣机构 (2)2.2电磁阀组和气动控制回路 (3)2.3传动带驱动机构 (3)3.分拣单元的结构组成设计 (4)3.1传感器 (4)3.1.1磁性开关 (4)3.1.2光电式接近开关 (5)3.1.3电感式接近开关 (5)3.1.4旋转编码器 (6)3.2西门子MM420变频器简介 (8)3.2.1MM420 变频器的安装和接线 (8)3.2.2MM420 变频器的BOP 操作面板 (10)3.2.3MM420 变频器的参数 (11)3.2.4MM420 变频器的参数访问 (12)3.3西门子S7-200型PLC介绍 (13)3.3.1 S7-200系列可编程控制器 (14)3.3.2PLC选型 (14)4 分拣单元的PLC 控制及编程 (15)4.1工作任务 (15)4.2 PLC 的I/O 接线 (16)4.3分拣单元的编程要点 (18)4.3.1高速计数器的编程 (18)4.3.2旋转编码器脉冲当量的测试。
(19)4.4分拣单元程序结构 (21)4.5变频器输出的模拟量控制 (23)5.组态监控系统设计 (24)5.1MCGS组态软件概述 (24)5.2 MCGS组态软件的系统构成 (25)5.3 TPC7062KS 人机界面 (26)5.4分拣单元组态监控系统设计 (27)5.4.1 分拣单元人机界面组态概况 (28)5.4.2 分拣单元人机界面组态步骤和方法 (29)总结 (36)致谢 (37)参考文献 (38)附录1:分拣单元气动控制回路 (39)附录2:分拣单元电气原理图 (40)附录3:分拣单元PLC程序 (40)1.绪论分拣是把很多货物按品种从不同的地点和单位分配到所设置的场地的作业。
南通航运职业技术学院毕业设计(论文)班级 XXXXX 专业机电一体化题目全自动生产线物料分检系统学生姓名 XXXXXX指导教师 XXXXXX2012年 06 月 06摘要摘要随着现代工业的不断发展,生产过程中物料分拣的效率问题越来越引起人们的关注。
重复繁琐的人工分拣物料过程已不能满足企业追求的生产效益和如今社会的需求。
人、机器与物料三者关系的协调,已成为我们需要解决的重要问题之一。
理所当然,用尽可能少的人力控制机器分拣物料来完成如期的生产任务是最佳的选择模式——即采用自动化技术代替人工分拣物料的过程。
本文在对熟悉了自动及分拣系统的原理的基础上,根据一定的分拣要求,对物料分拣进行了以三菱PLC为控制核心,MCGS组态软件为监控软件,设计出物料分拣控制系统的控制系统和监控系统。
该物料分拣系统以PLC为主控制器,结合气动装置、传感器技术、组态监控等技术,可以进行现场控制物料的自动分拣、无人监控。
系统具有自动化程度高、运行稳定、分拣精度高、易控制等特点,对不同的分拣对象,只要稍加修改本系统即可实现要求。
关键词:物料分拣;控制系统;组态监控AbstractAbstractWith the continuous development of modern industry, the production process of material sorting efficiency problems caused by more and more people's attention. Repeat the cumbersome manual sorting material process can not meet the enterprise pursues the production benefit and society demand. Man, machine and material coordination between the three, has become one of the important problems we need to solve.Behoove, with as little as possible human control machine sorting material to complete on time production task is best choice mode -- namely the use of automation technology to replace manual sorting material process.Based on the knowledge automatically and sorting system based on the principles, according to certain requirements for material sorting, sorting to Mitsubishi PLC as the control core, MCGS configuration software for monitoring software, designs the control system of material sorting control system and monitoring system. The sorting system taking PLC as main controller, combines with the aerodynamic device, sensor technology, control technology, can conduct on-site control automatic sorting, unmanned monitoring. The system has a high degree of automation, stable operation, high accuracy, easy sorting control characteristics, for different sorting objects, as long as the slightly modified this system can reach the requirements.Key words: Material sorting; Control system; Configuration monitoring目录目录摘要 (I)Abstract (II)导言 (1)1 分检系统介绍 (2)1.1 YL-235系统结构分析 (2)1.1.1 驱动部分 (2)1.1.2 执行部分 (2)1.1.3 控制部分 (4)1.2 系统工作原理及流程分析 (5)1.2.1 系统工作原理及其实际模型 (5)1.2.2 系统工作流程 (6)1.3 硬件线路及PLC接线分析 (6)2自动分拣系统控制软件设计 (9)2.1 分拣系统的控制要求 (9)2.2 软件设计及编程 (10)2.3物料分拣系统的调试 (16)3 组态监控设计 (16)3.1 MCGS概述 (16)3.2 监控界面设计 (18)3.3 动画连接 (18)3.4 PLC与组态软件之间通信 (21)3.5 下载及调试 (23)结论 (24)参考文献 (25)导言随着社会的不断发展,市场的竞争也越来越激烈,因此各个生产企业都迫切地需要改进生产技术,提高生产效率,尤其在需要进行物料分拣的企业。
摘要分拣控制系统在社会各行各业如:物流配送中心、邮局、采矿、港口、码头、仓库等行业得到广泛运用,分拣系统能够大大提高企事业单位该环节的生产效率。
本文在对熟悉了自动及分拣系统的原理的基础上,根据一定的分拣要求,对材料分拣进行了以三菱PLC为控制核心,MCGS组态软件为监控软件,设计出材料分拣控制系统的控制系统和监控系统。
该材料分拣系统以PLC为主控制器,结合气动装置、传感器技术、组态监控等技术,可以进行现场控制产品的自动分拣。
系统具有自动化程度高、运行稳定、分拣精度高、易控制的特点,对不同的分拣对象,稍加修改本系统即可实现要求。
对本系统完成其设计之后,进行了整体调试。
在硬件部分,调试其各部分安装的位置及角度,使其材料物块的运行与传感器安装的角度适合。
将硬件各部分的动作幅度进行调试之后,进行了软硬件综合调试,实现材料分拣系统中上料、传送与分拣的全过程。
关键词:材料分拣传感器气动装置 PLC MCGS组态软件Abstract:Sorting control system in all sectors of society such as: logistics and distribution center, post office, mining, ports, terminals, warehouses and other industries are widely used, we can see that the sorting system can greatly improve the level of production enterprises efficiency.Familiar with the goods in the automatic and sorting system principle foundation, according to certain request to sort the mitsubishi PLC as control core, Mcgs software for monitoring software, the design gives material sorting control system. The transport of goods and materials sorting system mainly by PLC controller, combined with pneumatic device, the sensor technology, configuration and monitoring technology, on-site control product automatic sorting. System has a high degree of automation, stable operation and high precision, easy control sorting based on the features of different sorting object, slightly modifying the system can be realized requirements.After completed its design of the system, executing the overall commissioning. In hardware, testing the installation location and angle of the various parts to make it run the block material and the angle of the sensor suitable for installation. After the various parts of the hardware debug range of motion, integrating hardware and software debugging to achieve material sorting system, feeding, delivery and sorting of the entire processKey words: Material sorting sensor Pneumatic device PLC Mcgs software.目录摘要 (I)Abstrac t: (II)1 绪论 (1)1.1 分拣系统基本介绍 (1)1.2 分拣系统的意义 (2)1.3 本文研究的主要内容 (3)2 分拣系统中硬件设计 (6)2.1PLC的选型 (6)2.1.1PLC的分类 (6)2.1.2 PLC种类及型号选择 (7)2.2 传感器的选择 (7)2.2.1传感器的简介 (7)2.2.2传感器的选择 (9)2.3 驱动部分的分析与选择 (10)2.4 执行机构的选择 (11)2.5 硬件设计及实际模型的建立 (12)2.6 其他元器件及其选择 (13)2.7I/O口的选择及PLC接线 (15)3 自动分拣系统的软件设计 (6)3.1可编程控制器(PLC)简介 (6)3.2 分拣系统的控制要求及其流程图 (9)3.3 软件设计及编程 (11)3.4 材料分拣系统的调试 (14)4 监控画面的设计 (31)4.1 组态控制技术 (31)4.2 模型的建立 (32)4.3 动画连接 (34)4.4 数据报表输出 (37)4.5PLC与组态软件之间的通信 (38)5 结论与展望 (41)致谢 (42)参考文献 (42)1绪论1.1 分拣系统基本介绍自动分拣系统(Automatic sorting system)是先进配送中心所必需的设施条件之一。

摘要: 亚龙yl-335b型本自动生产线教学设备集多种自动化装配过程于一体,把复杂的工业自动化生产过程更直观地反映出来,具有良好的教学效果,可用于机电类专业多门课程的教学与实训,是机电一体化、电气自动化专业核心技能的体现。
关键词: 亚龙yl-335b型自动生产线教学设备教学实训系统项目训练1.前言自动化生产技术是一门综合性的先进制造技术学科,也是一门应用型技术学科,技术上涵盖了自动化控制技术、传感器技术、变频与伺服控制技术、气动与液压传动技术、制造工艺技术、机器人技术、计算机技术等多种学科与技术领域。
近几年来,国内先后从国外引进了大量的自动化装备与生产线,但国内在这一先进制造技术领域的人才培养与实际市场需求方面一直存在很大的差距。
国内高校普遍缺乏该领域的先进教学手段与培训教材,学生在学校学习阶段缺乏足够的感性认识,知识技能与动手能力与实际要求存在较大的距离。
我们在吸收国外同类平台长处的基础上,结合实际自动化工程项目开发过程,设计开发了yl-335b型机电一体化教学实训平台,尽可能将实际的自动化工程结构、设计方法、装配与调试技术等内容带进课堂,结合理论教学,通过在上述设备上开展实践教学,大大强化了学生的感性认识,培养和提高了学生的实际动手能力,从而达到了技能教学的目的。
2.yl-335b型实训装置的组成及原理本实训装置主要包括两大部分,即机械结构部分和电气控制部分。
整体结构如图1所示。
系统通过plc联网组成一个整体。
同时,每个单元又是一个独立的系统,可以单独进行编程和调试。
在器件选用上,选用日本smc公司的普通单作用气缸、双作用气缸、短行程气缸、旋转气缸等,并配套对应的磁感应开关,使用了日本panasonic公司的minas a4系列ac伺服驱动器,还使用了日本mitsubishi公司的fr-e700通用型变频器,上位机组态界面采用北京昆仑通态自动化软件科技有限公司的tpc7062k系列触摸屏,机架及其连接件全部采用自动化行业通用的铝型材及辅助连接。
摘要本课题主要运用气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制技术以及变频器技术等专业核心课程展开自动线分拣单元控制系统设计。
分拣单元是自动生产线的最后一单元,是整条生产线中不可缺少的自动生产设备,它靠气动传动,依靠气缸等执行元件推动物料,在控制系统中起着举足轻重的作用,而控制运行的PLC系统要求也越来越高,要求达到系统运行的“稳”、“准”、“快”的运行目的。
该系统主要由PLC、逻辑控制电路组成,其中包括交流电机、变频器、传感器和笔形气缸组成为一体的自动控制系统。
本机控制单元采用三菱公司的PLC对机器进行全过程控制,其控制系统结构简单,运行效率高,易于理解与掌握。
关键词:PLC 交流电机变频器编码器传感器目录摘要 (Ⅰ)第一章绪论 (1)第二章可编程控制器的概述 (3)2.1 PLC的基本概念 (3)2.1.1 PLC的特点 (3)2.1.2 PLC的发展阶段 (5)2.2 PLC的分类与应用及前景 (6)2.2.1 PLC的分类 (6)2.2.2 可编程控制器PLC的应用与前景 (7)2.3 可编程控制器的几种编程语言 (9)2.3.1 梯形图编程语言 (9)2.3.2 功能块图编程语言 (10)2.4 传感器的概述 (10)2.4.1 磁性传感器的工作原理 (11)2.4.2 电感式接近开关的工作原理 (11)2.4.3 光电式接近开关的工作原理 (12)2.4.4 光纤传感器的工作原理 (13)2.4.5 金属传感器的工作原理 (14)2.4.6 电磁换向阀的工作原理 (14)2.5 气动装置的概述 (15)2.5.1 气泵的认识与选择 (15)2.5.2 空气压缩机 (16)2.5.3 储气罐 (17)2.5.4 压力控制阀 (17)2.5.5 辅助元件 (17)2.5.6 气动执行元件 (18)第三章材料分拣装置硬件系统 (20)3.1 基本功能及控制要求 (20)3.2 系统的结构设计 (20)3.3 材料分拣装置的组成及各部的功能 (21)第四章 PLC硬件设计 (24)4.1 PLC选型 (24)4.2 I/O地址分配 (24)4.3 I/O连接图 (25)第五章 PLC软件设计 (26)5.1 程序流程图 (26)5.2 梯形图及说明 (27)5.3 PLC指令 (29)第六章控制系统的调试 (30)6.1 硬件调试 (30)6.2 软件调试 (30)6.3 整体调试 (30)结论 (32)致 (33)参考文献 (34)附录一 (35)附录二 (36)第一章绪论随着科学技术的发展,工业自动化程度的不断提高,市场竞争的激烈,传统的人工分拣生产效率低,成本高,企业竞争力差,已经无法满足现代化生产的需要。
亚龙YL—335B型自动化生产线YALONG—335B ZIDONGHUASHENGCHANXIAN
版权著作:胡京洲亚龙YL—335B型自动化生产线供料站主程序
亚龙YL—335B型自动化生产线—供料站子程序—供料控制
亚龙YL—335B 自动化生产线供料站子程序—状态指示
亚龙YL—335B型自动化生产线加工站主程序
亚龙YL—335B 自动化生产线加工站子程序—加工控制
亚龙YL—335B 自动化生产线装配站主程序
亚龙YL—335B 自动化生产线装配站子程序—落料控制
亚龙YL—335B 自动化生产线装配站子程序—抓取控制
亚龙YL—335B 自动化生产线装配站子程序—指示灯
亚龙YL—335B 自动化生产线分拣站主程序
亚龙YL—335B 自动化生产线分拣站子程序—分拣控制
亚龙YL—335B 自动化生产线分拣站子程序—HSC_INIT
亚龙YL—335B 自动化生产线搬运站主程序
亚龙YL—335B 自动化生产线搬运站子程序—回原点
亚龙YL—335B 自动化生产线搬运站子程序—初态检查复位。
YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。