液压支架安装验收标准
- 格式:doc
- 大小:55.50 KB
- 文档页数:5
25974.1液压支架出厂检验报告标准25974.1液压支架出厂检验报告标准,液压支架是矿井开采工作中必不可少的辅助设备。
其中支架主要由立柱、横梁、端头、托架、滑轮联接板组成。
当支承在巷道中时,液压支架可以控制和改变掘进方向,是煤矿重要井下设备之一。
根据煤矿巷道形式有所不同,液压支架分为液压支柱和无轨胶轮车两种;根据巷道情况,有无固定支架可分为固定支架和非固定支架。
随着液压支架市场逐渐打开。
越来越多企业开始选用这种形式生产液压支架。
液压支架生产厂家如何为客户提供专业的液压支架质量检测报告呢?1.根据煤矿支架的使用特点,制定支架产品质量检验方案,明确产品的生产工艺,设备的使用条件、性能参数和材料要求。
产品的性能参数包括:液压系统工作压力、温度、工作环境条件、耐久性、性能故障诊断与排除能力;支架设备的使用条件包括:正常工作条件、意外停电、恶劣天气条件、长期停电因素、停电时间以及特殊情况下支架的临时使用状态;支架设备的性能参数包括:支承尺寸、支承方法、承载力、机械结构、电气性能、特殊结构情况下支架设备的使用方法、性能故障诊断与排除能力及电气性能要求;支架设备使用条件包括:正常工作条件、意外停电、恶劣天气条件、长期停电因素、长期通电因素、特殊结构情况下支架设备运行期间出现故障和隐患情况;液压支架生产厂家根据其要求制定支架设备产品质量检验方案,并明确产品质量检验方案;制定产品质量检验方案和产品检测流程。
2.在生产之前,详细询问产品使用单位与客户关于产品质量承诺书,同时做好出厂检验报告准备;根据国家质量检验部门的相关规定,用户必须在出厂前填写产品质量承诺书才能出具合格的产品检验报告。
只有真正使用到合格产品的用户才能出具合格产品的检验报告,否则用户将无法享受合格产品带来的利益。
因此,产品质量应得到用户的认可(客户)。
如果客户提出使用中问题并要求出具检验报告,厂家应在客户签收验收合格后7个工作日内出具检验报告,同时在客户收到检验报告后30天内提供技术支持及售后服务(技术支持)。
大头羊煤业
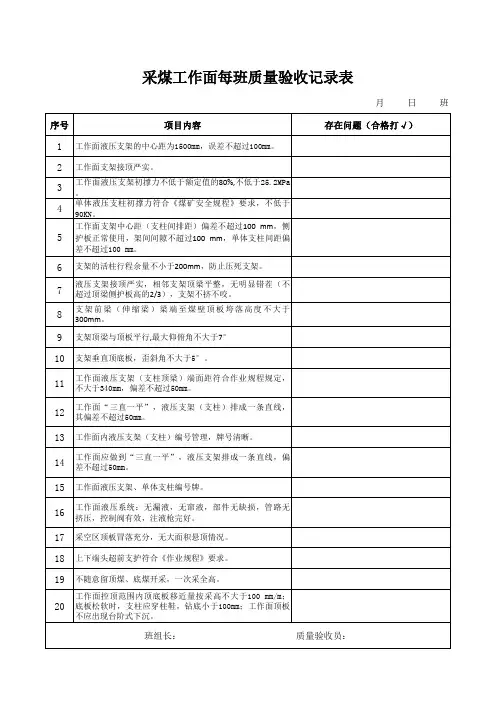
采煤工作面液压支架安装检查标准
1、支架的高度:最大高度应小于支架设计最大高度的0.1米,最小高度应大于支架设计最小高度的0.2米。
2、支架所用的各种液压软管、阀组、液压缸、管接头必须严密,牢固可靠。
3、支架有无歪斜、倒架、咬架,架间距离是否符合规定(中对中1.2米),顶梁与顶部接触是否有效,支架是否成一直线,误差不能超过《采掘工作面质量验收标准》的规定,其偏差不超过±50mm,支架中心距偏差超过±100mm;相邻支架不能有明显交错;
4、工作面支架无严重漏液、卸载现象;在用支柱必须完好;
5、检查结构件:顶梁、挡煤板、滑块、各种安全销等是否开焊、断裂、变形,有无联结脱落等;
6、液压件:高低压胶管有无损伤、挤压、扭曲、拉紧、破皮断裂,阀组有无滴漏,操作手把是否齐全、灵活可靠、置于中间停止位置,管接头有无断裂,是否缺U形销子。
7、支架的限位链的联接是否牢固;
8、检查电缆和各种管线吊挂符合规定,做到整齐、规范、美观;
9、洒水喷雾装置是否齐全、灵活可靠;
10、金属网铺的质量是否影响移架,联网铁丝是否符合《采煤作业规程》的规定及要求。
;。
机电设备质量验收标准一、电器通用部分验收质量标准一、零部件齐全,三证齐全(合格证、生产许可证、煤安标志证)完整,符合各项技术性能的要求。
二、井下电气设备铭牌、防爆标志齐全、醒目。
三、设备外壳无裂纹、开焊、变形,进行防腐处理,内壁必须均匀地涂耐弧漆,隔爆接合面粗糙度不大于6.3,操纵杆的表面粗糙度不大于3.2。
四、螺栓、螺母、弹簧垫齐全,规格统一,并进行镀锌等防腐处理,不得有锈蚀,螺丝紧固后应有1-3丝的余量,头部不得有铲伤或变形,不通孔螺栓最小啮合数不得少于6丝。
五、设备的外壳必须设有接地螺栓,并标出接地标识符号,其规格必须符合以下规定:功率大于10KW的设备,不小于M12,5-10KW的不小于M10,5KW以下的不小于M6。
接地螺栓必须进行电镀处理。
六、设备内部打开后的带电部位,应设“有电危险”等字样的警告标志。
七、保护齐全灵敏可靠,各零部件性能符合规定要求。
八、电气绝缘符合以下规定:6KV高压类设备,用2500V摇表摇测绝缘值不低于1000ΜΩ;1140V电气设备用1000V摇表摇测绝缘值不低于10ΜΩ;380V和660V用电设备用摇测绝缘值不低于5ΜΩ。
二、机械通用部分验收质量标准一、螺纹连接件和锁紧件必须齐全,牢固可靠,头部不得有铲伤或严重变形。
二、螺丝拧紧后应有1-3丝的余量,不得在螺母下加多余的垫圈来减少螺栓露出的长度,同一部件紧固程度必须一致。
三、主要连接件或受冲击载荷容易松动的部位,必须有防松措施。
四、设备壳体及零部件不得有裂纹、变形、开焊、沙眼、气孔等,壳体均匀涂漆防锈。
五、键和键装配后,其工作表面就啮合紧密,接触均匀,键和键槽之间不利加衬垫。
六、花键的接触齿数不应少于2/3,齿的磨损量不大于原齿厚的5%。
七、轴、轴承及孔配合符合设备原设计技术要求,轴承间隙不超过标准要求,并不得有裂纹、锈蚀、斑痕等。
八、齿轮啮合间隙符合规定要求,齿面不得有裂纹、剥落、断齿等现象,齿面磨损不得超过原齿厚的10%,开式齿轮不得超过原齿厚的15%。
液压支架验收质量标准
1、零部件齐全、完整、清洁,阀件安装位置符合原设计要求,液压管路辅设规范排列整齐,连接可靠无渗漏液现象。
2、阀件动作准确、灵敏,安全阀整定符合原设计标准,无串液现象。
3、各种千斤顶动作灵敏、伸缩平稳无卡阻现象,活塞柱表面无划痕、无麻点、无锈蚀,防尘圈固定可靠。
4、各结构件无开焊、变形量不超过标准要求,不影响原性能要求,各类销轴无变形并固定可靠。
5、涂漆标准:涂漆前进行彻底除锈和其它附着物,整体涂天蓝漆,阀件、活柱表面、胶管及胶管连接件、镀锌销轴不得涂漆。
液压支架操作质量标准有哪些
本文来自: 中国煤矿安全网() 详细出处参考:
/show.php?contentid-33618.html本文来自: 中国煤矿安全网
() 详细出处参考:/show.php?contentid-33618.html
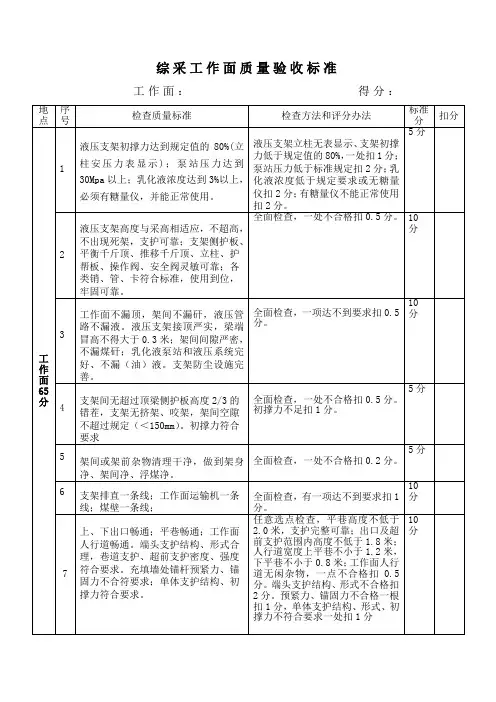
1.初撑力不低于规定值的80%;
2.支架要成一条直线,其偏差不超过±50mm,拉钢丝管理;中心距按照设计要求,偏差不吵过±100mm;
3.支架与输送机的垂直误差小于±5°;
4.支架要垂直于顶板,倾斜小于±5°,支架要与顶板接触严密,不得空顶,如果有空顶,必须备好顶板;
5.要及时擦顶移架,端面距要符合设计和安全规程要求规定;
6.直接爱顶梁要与顶板平行支设,其最大仰俯角不超过7°;
7.支架完好,不漏液,无窜液,密封不失效;
8.支架编号管理,支架内无浮煤、浮矸堆积,立柱和千斤顶港口断面无煤尘;
9.相邻支架无明显错差,错差高度严禁超过侧护板高度的2/3.。
100109综采工作面设备安装验收报告机电部2021年6月日100109综采工作面设备安装验收报告经过近一个月的安装,我矿100109综采工作面已全部安装完毕。
年月日机电运输部组织相关部室及机电运输技术人员,对综采工作面所有设备的安装进行了一次初验。
对发现的一些问题,经综采一队进行认真整改,年月日已全部整改完毕。
年月日,机电部再次组织相关部室及技术人员对100109综采工作面的设备安装工程进行了全面的验收。
后附:综采工作面设备安装验收标准。
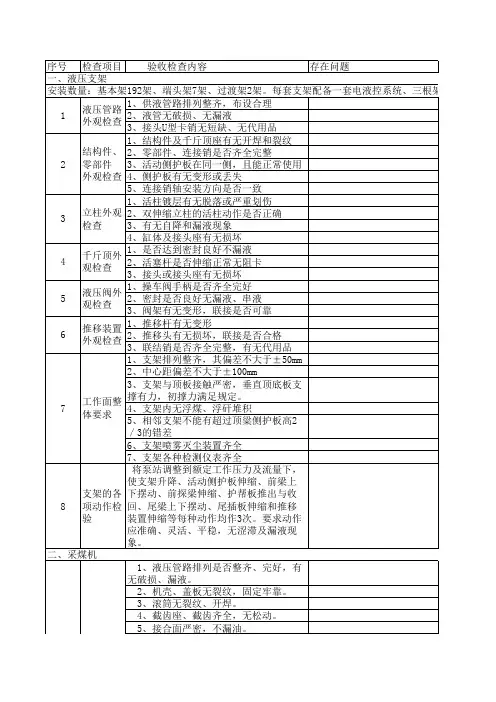
一、验收项目:采煤机、液压支架、工作面刮板输送机、转载机、破碎机、液压支架、泵站、移动变电站、各类开关以及运输顺槽皮带运输机、管路铺设、轨道敷设、电缆敷设等。
二、验收人员:***********************************等人。
后附验收表:经检查验收确定综采工作面设备安装工程合格,已具备运行条件。
验收人员签字表:机电部年月日综采工作面设备安装验收标准一、采煤机安装验收标准(1)机体1、机架无裂纹、开焊或严重变开形2、各部件齐全,各部位连接螺栓齐全紧固;各铰接销轴锁销(片)齐全、润滑良好3、操作手把、按钮、旋钮齐全完好,动作灵活、功能准确4、仪表齐全、显示正常5、各部位注油嘴齐全,油路畅通6、铭牌齐全、设备卫生清洁(2)牵引部1、牵引部运转无异响,温度正常,调速均匀准确2、牵引引链轮、销排啮合可靠链轮齿形完整3、牵引齿轮箱及牵引块油液清洁、不乳化,油位正确无渗漏,剪切销无断裂(3)摇臂1、齿轮传动无异响,油位适当,在倾斜工作位置,齿轮能带油,轴头不漏油摇臂温度正常,溢油孔畅通2、摇壁升降灵活,不自动下降3、摇壁干斤顶无损伤,不漏油(4)截割滚筒1、滚筒无裂纹或开焊2、螺旋叶片磨损量不超过內喷雾的螺纹。
无内喷雾的螺旋叶片,磨损量不超过厚度的1/33、截齿缺少或截齿无合金头的数量不超过10%齿座损坏或短缺的数量不起过2个4、挡煤板无严重变形,翻转装置动作灵活(5)电气及安全保护1、电动机冷却水路畅通,不漏水。
煤矿机电设备质量验收标准一、电气设备通用部分验收质量标准一)、零部件齐全,三证齐全(合格证、生产许可证、煤安标志证)完整,符合各项技术性能的要求。
二)、井下电气设备铭牌、防爆标志齐全、醒目。
三)、设备外壳无裂纹、开焊、变形,进行防腐处理,内壁必须均匀地涂耐弧漆,隔爆接合面粗糙度不大于6.3 ,操纵杆的表面粗糙度不大于3.2 。
四)、螺栓、螺母、弹簧垫齐全,规格统一,并进行镀锌等防腐处理,不得有锈蚀,螺丝紧固后应有1-3 丝的余量,头部不得有铲伤或变形,不通孔螺栓最小啮合数不得少于6 丝。
五)、设备的外壳必须设有接地螺栓,并标出接地标识符号,其规格必须符合以下规定:功率大于10KW勺设备,不小于M12 5-10KW 的不小于M1Q 5KW以下的不小于M6接地螺栓必须进行电镀处理。
六)、设备内部打开后勺带电部位,应设“有电危险”等字样勺警告标志。
七)、保护齐全灵敏可靠,各零部件性能符合规定要求。
八)、电气绝缘符合以下规定:6KV高压类设备,用2500V摇表摇测绝缘值不低于1000MQ; 1140 V电气设备用1000V摇表摇测绝缘值不低于10MQ ; 380V和660V用电设备用摇测绝缘值不低于5M Q。
二、机械通用部分验收质量标准一)、螺纹连接件和锁紧件必须齐全,牢固可靠,头部不得有铲伤或严重变形。
二)、螺丝拧紧后应有1-3 丝的余量,不得在螺母下加多余的垫圈来减少螺栓露出的长度,同一部件紧固程度必须一致。
三)、主要连接件或受冲击载荷容易松动的部位,必须有防松措施。
四)、设备壳体及零部件不得有裂纹、变形、开焊、沙眼、气孔等,壳体均匀涂漆防锈。
五)、键和键装配后,其工作表面就啮合紧密,接触均匀,键和键槽之间不利加衬垫。
六)、花键的接触齿数不应少于2/3 ,齿的磨损量不大于原齿厚的5%。
七)、轴、轴承及孔配合符合设备原设计技术要求,轴承间隙不超过标准要求,并不得有裂纹、锈蚀、斑痕等。
八)、齿轮啮合间隙符合规定要求,齿面不得有裂纹、剥落、断齿等现象,齿面磨损不得超过原齿厚的10%,开式齿轮不得超过原齿厚的15%。
液压支架出厂验收标准一、准备出厂验收:(一)供需双方要组织思想作风正派和技术过硬的验收小组,按照验收大纲和验收标准逐项检查,不得楼顶。
对设备验收中发现的问题一定要实事求是的反映出来。
验收后供需双方要共同写出验收报告,一式五份(其中:供需双方各留一份,交生产处一份,质量处一份,供应处一份),以作为产品质量评定的主要依据。
(二)厂方在设备总装前10日应通知需方到厂进行出厂验收。
(三)设备出厂验收的同时,需方也要对占合同额总价3%的易损件及产品备件进行验收(具体明细由供需双方进行商定)。
二、出厂验收大纲和标准。
附录A金属焊接结构件焊缝质量检验技术要求(补充件)一、手工电弧焊、埋弧焊的产品焊接件焊缝质量检验1、焊缝的尺寸公差(1)对焊缝接头每边覆盖宽度为2-4mm,板料厚度在2mm以下者,覆盖宽度可酌情减少;尺寸及焊缝不匀,应在此范围内。
(2)对焊缝凸度凹度公差见表A1焊接凸度h≤1+0.05ch≤1+0.15c允许局部有少量超过h≤1+0.15c允许局部地超过h≤0.25c允许局部地超过承受动载荷的焊件,焊接凹度不允许允许有局部浅的h1≤0.2+0.2σ但不能≤0.5允许有局部浅的h1≤0.2+0.4σ但不能≤1.0允许有局部浅的连续的局部的深的,但h11≤0.4+0.06σ但不能≤1.5(3)对接焊缝错位的允许偏差见表A2A2 项目简图等级说明1 2 3 4双面焊缝△e≤0.1σ但不大于2△e≤0.15σ但不大于3△e≤0.2σ但不大于5△e≤0.25σ但不大于5表中指标厚相等的,如果板厚不等,重要接头焊缝,要按照GB985-986-88“焊接接头的单面焊缝△e≤0.1σ但不大于2△e≤0.1σ但不大于2△e≤0.15σ但不大于3△e≤0.25σ但不大于4管子对接△e≤0.5σ但不大于2△e≤0.5σ但不大于2△e≤0.5σ但不大于3△e≤0.5σ但不大于4基本型式与尺寸”规定进行销薄对接。
(4)角焊缝的允许偏差见表A3 A3项目简图代号等级焊脚高度k 尺寸要求3 6,810,1214,15,1618,20大于20焊缝过高△a1*11.21.5 1.8 22.4 3 K1′≥kK2′≥k2 1.3 1.8 2.2 2.6 3.0 3.53 1.4 2 2.6 3.2 3.5 4△K*1 1.5 2.1 2.5 2.8 3.4 4.22 1.6 2.5 3.0 3.6 4.2 53 2.0 2.8 3.6 4.5 5 5.5焊△ 1 0 0 0 0 0 0 k′≤k缝过低a2 2 0.3 0.4 0.6 0.7 0.8 1.03 0.4 0.6 0.7 0.8 1.0 1.5焊接不正△K′1 0.8 1.2 1.6 2.0 2.4 2.8 k′≤k2 1.3 1.8 2.2 2.5 3.0 3.23 2.4 3.0 3.6 4.2 4.5 5注:△a1及△k任选一种执行A1、1、5在产品图样中未注明等级的按2级进行检验。