装配过程检验记录
- 格式:et
- 大小:9.50 KB
- 文档页数:1
自控公司低压开关柜装配检查记录合同单号项目名称产品型号柜体编号新疆特变电工自控设备有限公司XinJiang TBEA Auto Equipment Co., Ltd.《低压开关柜装配检查记录》使用说明《低压柜装配检查记录》是作为自检、互检、专检的例行工作内容及格式文本,是企业产品质量过程控制管理的载体之一。
该记录单将作为产品施工档案留存三年。
主要针对低压柜产品施工质量的全过程、全员的控制、跟踪与追溯管控。
要求填写工整,禁止潦草涂画、撕页。
使用说明如下:1、该记录单,由质(专)检部门归口管理,检验项标记“※”标识为重点关注项。
2、在壳体工序中开始启用,并由壳体装配人员按图纸要求填写封面。
挂在低压柜上门第一个防爆螺钉处。
3、壳体完工后,由车间、班组交检给壳体专检。
凡壳体缺件、有施工缺陷且未经消缺,并未经壳体专检盖章签字的,不允许周转流入下工序。
4、壳体流入生产装配工序后,各车间班组及施工人员按下面内容及流程填写:a)《低压开关柜自检单》作为自检、互检的例行工作内容,由各车间班组各工序施工者按此项目开展自检与互检,并填写、标识、纪录,问题项如实记录并消缺。
b)《低压开关柜过程检验单》栏,由专职过程检验员按照要求进行检验,不漏项、不错项,如实填写问题明细并跟踪消缺情况,最后复检合格签字确认。
c)《低压开关柜终检单》由专职电气检验员填写。
专职检验员按照要求进行检验,不漏项、不错项,如实填写问题明细并跟踪消缺情况,最后复检合格签字确认。
装配过程中需完成每道工序工作才能向下一道工序转交,自检、过程检未完成不允许向终检交检。
违反操作流程及检验程序的按《厂内质量管理办法进行考核》,并且根据质量问题等级记录质量十二分档案。
5、《低压开关柜装配检查记录》开始使用,相应责任人必须做好保管工作,丢失或损坏质检部会对相应责任人做一定的处罚。
低压开关柜产品自检单(生产)装配操作和自检记录项目检验项目及内容检验标准记录/实测自检互检柜体装配柜体框架,整体成型尺寸范围(mm)柜宽:Δ≤1柜深:Δ≤2柜高:Δ≤3 底板、安装梁、柜体支架按技术要求柜体防护等级检查防护要求: ;门板装配和操作按技术要求油漆外观(划伤)按技术要求LOGO标志装配按技术要求柜体组配功能单元及抽屉的组装Δ≤1mm机构及联锁装置的安装按技术要求抽屉操作脱扣、试验、工作位置可靠抽屉锁定按技术要求一次动静插件装配检查按技术要求二次动静插件装配检查按技术要求柜内元件装配一、二次元器件型号检查按技术材料单元器件布置合理性检查按工艺、技术标准、内部结构与型式试验报告描述相一致。
装配检验报告
装配检验报告是对某种装置、设备或工件的装配过程进行检验的报告。
本次装配检验报告涉及的是汽车制造工艺领域中的某一重要部件的生产线装配和检验情况。
报告的主要内容如下:
一、背景及目的
该零部件是汽车的重要组成部分,对行车安全和性能有重要影响。
本次装配检验的目的是为确保其装配质量,保证产品的性能和质量符合相关行业标准和国家标准。
二、装配工序
1.原材料准备:检验原材料的质量和尺寸是否符合标准要求,确保原材料符合相关要求。
2.零件装配:根据图纸和工艺要求进行装配,确保装配正确。
3.精度检测:检测装配后的尺寸精度、形位公差等指标,确保符合标准要求。
4.检验:对零部件进行全面检验,评定其质量是否符合标准要求。
三、检验方法
1.外观检验:检查零部件表面和几何形状是否有缺陷和污染。
2.空气泄漏检测:用检测仪器对零部件进行空气泄漏检测,确保无泄露。
3.功能检测:检查零部件的机械性能和功能是否正常。
4.千斤顶起测试:用千斤顶将产品顶起进行测试,检测其力学性能。
5.性能测试:对零部件进行性能测试,确保其性能满足标准要求。
四、检验结论
经过厂家的精心设计、开发以及在生产线上的严格装配过程,本零部件在检验过程中通过所有标准要求的检测,呈现出良好的性能和品质,完全符合国家标准和行业标准的要求。
同时,该零部件在日常使用过程中需严格按照使用说明进行使用和保养,以确保其长期的稳定性和安全性。
综上所述,本次的装配检验报告证实了该零部件在生产和装配过程中严格执行相关要求和标准,保证了零部件的质量和性能,为生产企业树立了良好的品牌形象。
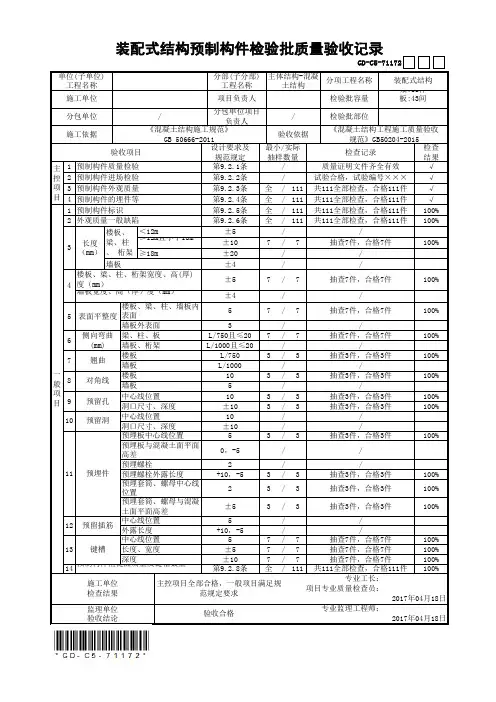
装配式结构施工工程检验批质量验收记录项目名称:XX装配式建筑工程项目项目地址:XX省XX市XX区XX街道XX号检验批名称:第X批施工单位:XX建筑工程有限公司质量检验单位:XX质量检验中心一、施工概述:该装配式建筑工程共分为X个施工部位,本次检验批涉及到XX施工部位共计XXX平方米。
本次质量验收主要针对以下方面进行检查:1.安装是否符合相关安全规范及图纸要求;2.材料的质量是否符合施工规范和规定;3.施工工艺是否正确,施工过程是否符合施工规范;4.固定连接件的安装是否稳固可靠;5.墙体、屋面和地板的平整度、垂度、水平度是否符合要求;6.外墙保温层和内墙装饰层的材料和施工质量是否合格;7.其他质量验收的要求。
二、检验结果:经过对施工部位进行仔细检查和测量,现将检验结果汇报如下:1.安装是否符合相关安全规范及图纸要求:经检查,安装过程中,施工人员严格按照相关安全规范进行施工,没有发现安全隐患。
图纸要求中指定的尺寸、倾角和定位均得到满足,没有出现偏差。
2.材料的质量是否符合施工规范和规定:本次检验批所使用的材料均为合格材料,均可以满足施工要求和规范的要求。
3.施工工艺是否正确,施工过程是否符合施工规范:施工过程中,施工工艺操作正确,各道工序之间的衔接紧密,无明显破损,无异常情况出现。
施工过程中,人员按照施工规范进行操作,没有违反规范的行为。
4.固定连接件的安装是否稳固可靠:经测量,固定连接件的安装牢固,无明显松动和位移,连接处的结构稳定可靠。
5.墙体、屋面和地板的平整度、垂度、水平度是否符合要求:经测量,墙体、屋面和地板的平整度、垂度、水平度均符合设计要求和规范规定。
未发现明显的凹凸不平、倾斜和误差。
6.外墙保温层和内墙装饰层的材料和施工质量是否合格:外墙保温层和内墙装饰层采用符合要求的材料,施工工艺正确,粘结牢固,无明显开裂和脱落。
三、质量验收结论及建议:根据对本次检验批的检查和测量,结合相关规范和要求,对本次质量验收给出以下结论:1.本次检验批施工质量整体合格,暂无需整改和补救。
装配式结构安装与连接检验批质量验收记录大家好,今天我们来聊聊装配式结构安装与连接检验批质量验收记录这个话题。
我们要明白什么是装配式结构。
简单来说,就是把各个部件组装起来形成一个完整的结构。
这种结构在我们的生活中随处可见,比如说我们家里的家具、楼房等等。
那么,如何保证这些装配式结构的安装质量呢?这就需要我们进行连接检验和质量验收了。
我们来看一下连接检验。
连接检验就是要检查各个部件之间的连接是否牢固,是否有松动现象。
这样才能确保整个结构在使用过程中不会因为连接问题而出现安全隐患。
那么,我们在进行连接检验的时候,应该注意哪些事项呢?第一点,我们要仔细观察各个部件之间的连接部位,看看有没有明显的磨损或者变形现象。
如果有的话,就说明连接部位可能存在问题,需要进行更换或者维修。
第二点,我们要用工具检查一下各个部件之间的连接是否牢固。
比如说,我们可以用扳手或者其他工具来扭动连接部位,看看有没有松动的现象。
如果有松动的话,就说明连接不牢固,需要进行调整。
第三点,我们要用手去感觉各个部件之间的连接是否紧密。
比如说,我们可以轻轻摇晃结构,看看有没有晃动的感觉。
如果有晃动的话,就说明连接不紧密,需要进行加固。
好了,接下来我们来看一下质量验收。
质量验收就是要检查整个装配式结构是否符合设计要求和国家标准。
只有通过了质量验收,这个结构才能投入使用。
那么,我们在进行质量验收的时候,应该注意哪些事项呢?第一点,我们要对照设计图纸和国家标准来进行检查。
看看整个结构的各项指标是否符合要求。
比如说,我们要看结构的尺寸、材料、强度等方面是否符合标准。
第二点,我们要对整个结构进行全面的检查。
不能只看一部分就结束检查。
要从各个角度、各个部位都进行检查,确保没有遗漏的地方。
第三点,我们要请专业的技术人员来进行质量验收。
他们有丰富的经验和专业知识,能够更好地发现问题并提出改进意见。
装配式结构安装与连接检验批质量验收记录是非常重要的一环。
只有做好了这一步,我们才能确保整个结构的安全性和稳定性。

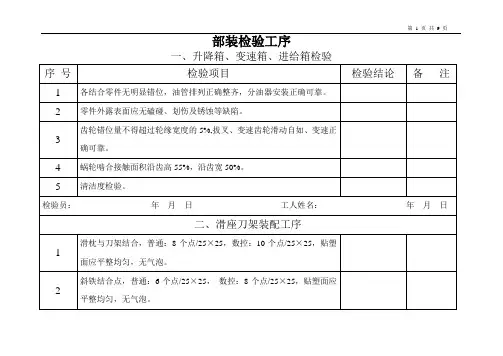
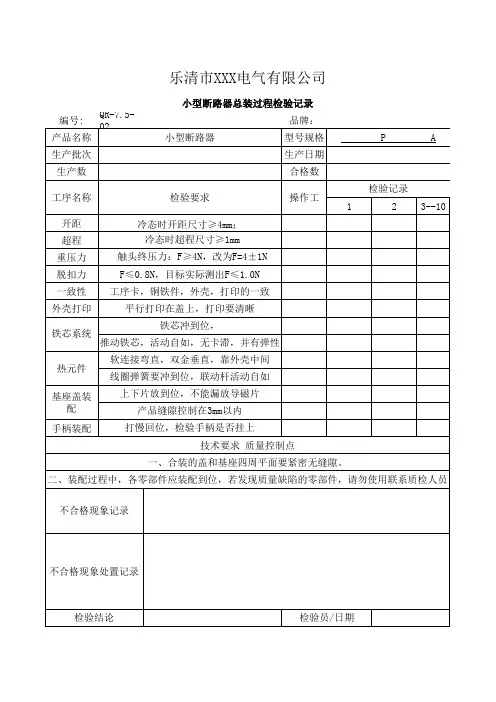
分享几个设备制造厂《装配关键过程检验记录卡》案例表摘要:一、装配过程检验记录卡的作用和重要性二、设备制造厂的装配关键过程检验记录卡案例1.产品名称和规格型号2.生产日期和质控要求3.序号和装配项目4.检验要求和检验结果5.装配员和备注三、装配过程检验记录卡的意义和价值正文:一、装配过程检验记录卡的作用和重要性装配过程检验记录卡是设备制造过程中非常重要的一环,它记录了每个环节的检验情况,确保产品质量达到预期标准。
这张卡片详细记录了产品在装配过程中的各项信息,包括产品名称、规格型号、生产日期、质控要求、装配项目、检验要求、检验结果、装配员和备注等。
这些信息对于保证产品的质量和追溯问题的来源具有重要意义。
二、设备制造厂的装配关键过程检验记录卡案例以下是几个设备制造厂的装配关键过程检验记录卡案例:案例1:产品名称:XX 型号机床生产日期:2021 年10 月15 日质控要求:符合国家相关标准和行业规定序号:1装配项目:主轴箱安装检验要求:无异常噪音、无松动、安装位置准确检验结果:合格装配员:张三备注:无案例2:产品名称:YY 型号自动化生产线规格型号:YY5678生产日期:2021 年10 月20 日质控要求:符合国家相关标准和行业规定序号:2装配项目:传送带安装检验要求:无异常噪音、无松动、传送带运行平稳检验结果:合格装配员:李四备注:无案例3:产品名称:ZZ 型号起重设备生产日期:2021 年10 月25 日质控要求:符合国家相关标准和行业规定序号:3装配项目:起重臂安装检验要求:无异常噪音、无松动、起重臂运动顺畅检验结果:合格装配员:王五备注:无三、装配过程检验记录卡的意义和价值装配过程检验记录卡对于设备制造厂来说具有重要的意义和价值。
首先,它可以确保每个装配环节的质量,及时发现问题并进行整改。
其次,这张卡片为产品的质量追溯提供了依据,如果发现产品质量问题,可以通过记录卡快速找到问题所在。
文件编号:过程检验表
机型:
机床编号:
X机械有限责任公司
主要标准配件
日期:
主要电气配件
选配功能配件
装配过程检验表
整机精度检验表
序号检验项目检验方式检验标
准
自检品检
1 动态水平将水平仪置于工作台正中,测量
三个位置,
分别测量其水平仪读数。
X向:
0.02
Y向:
0.02
2 X轴直线度大理石直尺放置
工作台中心
Y向:
0.005
Z向:
0.005
3 Y轴直线度大理石直尺放置
工作台中心
Y向:
0.005
Z向:
0.005
4 Z轴直线度大理石直尺放置
工作台中心
X向:
0.005
Y向:
0.005
5 工作台平面度将表吸于机头处,记录位于工作
台面九点位置读数
X向:
0.01
Y向:
0.01
6 十字圆主轴位于工作台中心位置,测量
主轴十字圆,测量半径大于
150mm
X向:
0.01
Y向:
0.01
7 主轴偏摆将主轴芯棒安装于主轴后,使用
表具测量主轴。
A:主轴近端
B:主轴远端180mm
近端
0.002
远端
0.006
8 主轴与Z轴导轨
的平行度
将主轴芯棒安装于主轴后,使用
表具测量芯棒X向及Y向在Z轴
运动时的读数
X向:
0.005
Y向:
0.005
样品加工精度表
检验:日期:
主轴动平衡测试
装配过程检验表
问题整改单
装配:日期:复检:日期:。