不锈钢电解抛光液配方
- 格式:docx
- 大小:15.44 KB
- 文档页数:3
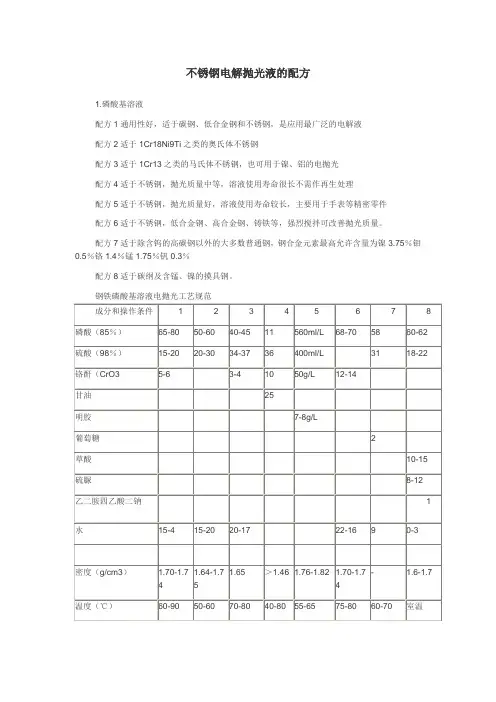
不锈钢电解抛光液的配方
1.磷酸基溶液
配方1通用性好,适于碳钢、低合金钢和不锈钢,是应用最广泛的电解液
配方2适于1Cr18Ni9Ti之类的奥氏体不锈钢
配方3适于1Cr13之类的马氏体不锈钢,也可用于镍、铝的电抛光
配方4适于不锈钢,抛光质量中等,溶液使用寿命很长不需作再生处理
配方5适于不锈钢,抛光质量好,溶液使用寿命较长,主要用于手表等精密零件
配方6适于不锈钢,低合金钢、高合金钢、铸铁等,强烈搅拌可改善抛光质量。
配方7适于除含钨的高碳钢以外的大多数普通钢,钢合金元素最高允许含量为镍3.75%钼0.5%铬1.4%锰1.75%钒0.3%
配方8适于碳纲及含锰、镍的摸具钢。
钢铁磷酸基溶液电抛光工艺规范。
不锈钢电解抛光液配方,不锈钢电解抛光液成分,不锈钢电解抛光液,不锈钢抛光液,不锈钢光亮剂,不锈钢电解抛光液光亮剂,不锈钢电解抛光液添加剂,不锈钢电解抛光液光亮剂(PR022)产品用途1、不锈钢材质电化学抛光液的高光“光亮添加剂”;2、适用于各类不锈钢材质,对如下牌号的不锈钢可达到镜面光亮效果:201、202、304、304L、316、316L、321、410、420、430等不锈钢或相近不锈钢;3、要求电解液中不含六价铬、三价铬、总铬,且要求高光亮的场合,添加本剂配合磷酸、硫酸使用,为最佳搭配;4、要求大大延长电解液的使用寿命,使用本剂为首选;5、该技术配方是经过市场反复验证的成熟配方;6、该配方是环保化的技术;7、该配方领先于同行业技术水平;8、保证为客户带来实用性经济技术价值;性能特点1、使用本剂配合磷酸、硫酸使用,便可调配出高品质的电解液;2、清亮、高光、高亮的效果,清晰的影像镜面视觉;3、友好环保,不含铬酸酐、六价铬、三价铬、总铬等有害离子,无需复杂的水处理工艺,即可安全排放;4、内含丰富的抗氧化剂、再生剂,性能稳定,使用寿命远远大于同行业同类电解抛光液、铬系电解抛光液,维护良好的施工现场,已创下25个月换槽期的记录;5、客户无需购买成品电解液,只需购买磷酸、硫酸,添加本剂,便可调配出高品质的成品电解液,且本剂的添加量极少,大大降低了客户的生产成本;6、极低的抛光电流,电源能耗低。
7、配制工艺简单,易于操控。
理化指标项目指标外观流动液体酸碱性中性气味无味溶解性水溶透明、酸溶透明燃爆可能性不燃不爆六价铬危害性离子不含游离氯离子不含配方推荐原料名称质量百分比原料要求配制方法工艺参数磷酸51—55% 磷酸比重1.70(含量85%)1、磷酸——硫酸,混合搅拌溶解均匀2、在上述混酸中,加入“PR022光亮剂”搅拌溶解均匀电解液工作温度:55—80℃整流后电压:7—9V电流密度:8—15A/dm2硫酸42—46% 硫酸比重1.84(含量98%)PR022光亮剂3% 光亮剂型号PR022注意事项1、严格按照“原料纯度含量”要求,技术调试与施工;2、对于达标300系列材质,建议按照“硫酸的配比浓度的上限”配槽;对于达标200系列、常见400牌号材质,建议按照“硫酸的配比浓度的下限”配槽;对于200、300组合材质,建议按照“硫酸的配比浓度的中值”配槽;对于耐蚀性极差的不锈钢、无镍200系列材质,建议在配方基础上继续提高磷酸含量;对于极特殊材质,可电询本公司技术研发中心,本技术中心将会推出“适配的工艺配方”;3、不建议与其它“成品电解液”混用,严禁与铬系电解液混用;4、电解槽设计优选PP材质,禁止选用金属类材质;5、配液步骤:先加磷酸,再边搅拌边缓慢添加硫酸,此时,混合液温度会升高,等待混合液温度降到35度以下添加PR光亮剂,避免温度过高,导致光亮剂失效。

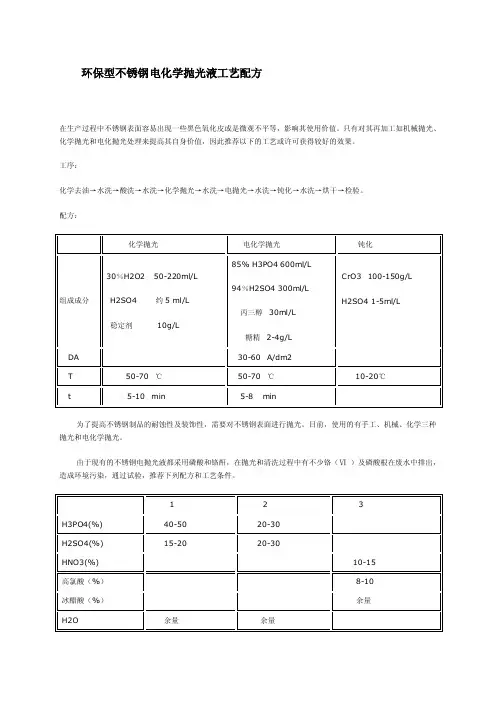
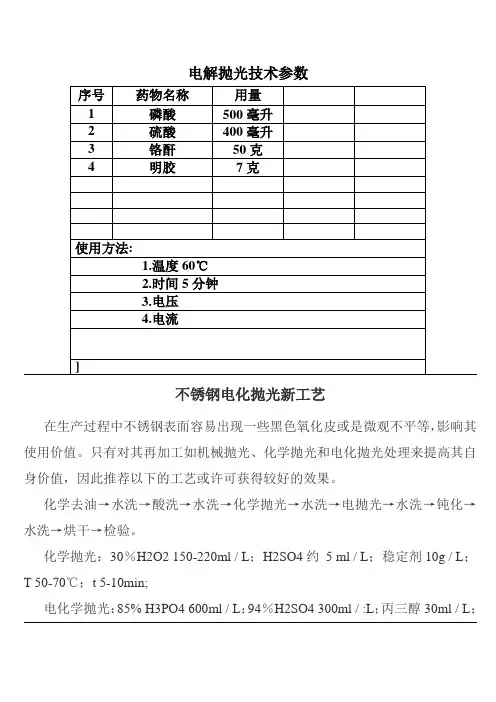
环保型不锈钢电化学抛光液工艺配方在生产过程中不锈钢表面容易出现一些黑色氧化皮或是微观不平等,影响其使用价值。
只有对其再加工如机械抛光、化学抛光和电化抛光处理来提高其自身价值,因此推荐以下的工艺或许可获得较好的效果。
工序:化学去油→水洗→酸洗→水洗→化学抛光→水洗→电抛光→水洗→钝化→水洗→烘干→检验。
配方:为了提高不锈钢制品的耐蚀性及装饰性,需要对不锈钢表面进行抛光。
目前,使用的有手工、机械、化学三种抛光和电化学抛光。
由于现有的不锈钢电抛光液都采用磷酸和铬酐,在抛光和清洗过程中有不少铬(Ⅵ)及磷酸根在废水中排出,造成环境污染,通过试验,推荐下列配方和工艺条件。
环保型电抛光液配方1、2不用铬酐,磷酸用量少,这种配方减少了污染排放。
配方3完全不用磷酸和铬酐,解决了废水排放的环境问题,是一种全新型的无污染的环保型电化学抛光剂,其工艺流程如工艺如工艺条件与原有的基本相同,抛光效果也基本相同,保证了抛光质量。
无铬酸酐不锈钢电解抛光液添加剂(无重金属不锈钢电化学电解抛光液)及废水处理介绍:一、重金属为什么有毒性?重金属,特别是汞、镉、铅、铬等具有显著和生物毒性。
它们在水体中不能被微生物降解,而只能发生各种形态相互转化和分散、富集过程(即迁移)。
重金属污染的特点是:1、除被悬浮物带走的外,会因吸附沉淀作用而富集于排污口附近的底泥中,成为长期的次生污染源;2、水中各种无机配位体(氯离子、硫酸离子、氢氧离子等)和有机配位体(腐蚀质等)会与其生成络合物或螯合物,导致重金属有更大的水溶解度而使已进入底泥的重金属又可能重新释放出来;3、 .重金属的价态不同,其活性与毒性不同。
其形态又随pH和氧化还原条件而转化;4、在其危害环境方面的特点是:微量浓度即可产生毒性(一般为1~10毫克/升,汞、镉为0.01~0.001毫克/升);在微生物作用会转化为毒性更强的有机金属化合物(如洋-甲基汞);可被生物富集,通过食物链进入人体,造成慢性路线。
不锈钢电解液配方
主要成分:
1.稀硫酸(H2SO4):稀硫酸可用于溶解不锈钢表面的氧化皮和污渍,同时具有去除不锈钢表面缺陷的作用。
2.稀氯化酸(HCl):稀氯化酸可用于去除不锈钢表面的氧化皮和杂质,同时具有提高不锈钢表面光洁度和清洁度的作用。
3.二异丙基酮(MEK):二异丙基酮可用作溶剂,用以稀释稀硫酸和
稀氯化酸,同时具有促进不锈钢表面清洁的作用。
4.醋酸(CH3COOH):醋酸可用于调节不锈钢电解液的PH值,以保证
不锈钢表面的处理效果。
5.阳离子表面活性剂:阳离子表面活性剂可用于增加不锈钢表面的润
湿性和抗氧化性。
配方:
1.稀硫酸20%:800mL
2.稀氯化酸10%:300mL
3.二异丙基酮:100mL
4.醋酸:50mL
5.阳离子表面活性剂:10mL
操作步骤:
1.将稀硫酸和稀氯化酸分别称量并加入适量的蒸馏水中,搅拌均匀。
2.加入二异丙基酮并继续搅拌,直到完全溶解。
3.加入醋酸和阳离子表面活性剂,再次搅拌均匀。
4.将电解液溶液倒入电解槽中,并按照规定的工艺参数对不锈钢进行
处理。
5.处理完成后,可用干净的纯水进行冲洗,以去除表面残留的电解液。
需要注意的是,不锈钢电解液具有一定的腐蚀性,操作时应注意安全,并按照相关规定进行防护措施。
同时,电解液使用后应妥善保存,避免光
照和高温,以防止电解液的分解和变质。
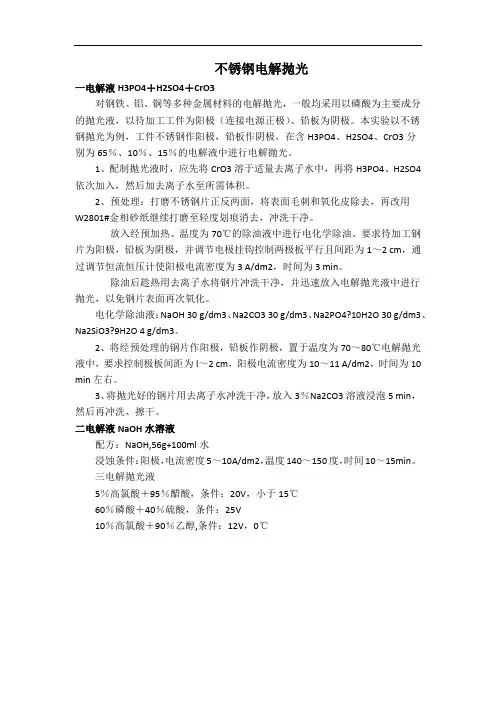
不锈钢电解抛光一电解液H3PO4+H2SO4+CrO3对钢铁、铝、铜等多种金属材料的电解抛光,一般均采用以磷酸为主要成分的抛光液,以待加工工件为阳极(连接电源正极)、铅板为阴极。
本实验以不锈钢抛光为例,工件不锈钢作阳极,铅板作阴极,在含H3PO4、H2SO4、CrO3分别为65%、10%、15%的电解液中进行电解抛光。
1、配制抛光液时,应先将CrO3溶于适量去离子水中,再将H3PO4、H2SO4依次加入,然后加去离子水至所需体积。
2、预处理:打磨不锈钢片正反两面,将表面毛刺和氧化皮除去,再改用W2801#金相砂纸继续打磨至轻度划痕消去,冲洗干净。
放入经预加热、温度为70℃的除油液中进行电化学除油。
要求待加工钢片为阳极,铅板为阴极,并调节电极挂钩控制两极板平行且间距为1~2 cm,通过调节恒流恒压计使阳极电流密度为3 A/dm2,时间为3 min。
除油后趁热用去离子水将钢片冲洗干净,并迅速放入电解抛光液中进行抛光,以免钢片表面再次氧化。
电化学除油液:NaOH 30 g/dm3、Na2CO3 30 g/dm3、Na2PO4?10H2O 30 g/dm3、Na2SiO3?9H2O 4 g/dm3。
2、将经预处理的钢片作阳极,铅板作阴极,置于温度为70~80℃电解抛光液中,要求控制极板间距为l~2 cm,阳极电流密度为10~11 A/dm2,时间为10 min左右。
3、将抛光好的钢片用去离子水冲洗干净,放入3%Na2CO3溶液浸泡5 min,然后再冲洗、擦干。
二电解液NaOH水溶液配方:NaOH,56g+100ml水浸蚀条件:阳极,电流密度5~10A/dm2,温度140~150度,时间10~15min。
三电解抛光液5%高氯酸+95%醋酸,条件:20V,小于15℃60%磷酸+40%硫酸,条件:25V10%高氯酸+90%乙醇,条件:12V,0℃。
不锈钢电解液配方
配方一:
1.去离子水:1000mL
2.铬酸:60g
3.氟化铵:10g
4.硫酸:5mL
5.改性聚醚:2mL
具体配制方法如下:
1.在容器中加入适量的去离子水。
2.慢慢加入铬酸和氟化铵,并不断搅拌均匀。
3.加入硫酸,继续搅拌混合。
4.最后加入改性聚醚,继续搅拌均匀。
配方二:
1.去离子水:1000mL
2.硼酸:30g
3.硝酸:30mL
4.氯化亚铁:5g
5.聚乙烯醇:10g
具体配制方法如下:
1.在容器中加入适量的去离子水。
2.慢慢加入硼酸和硝酸,并不断搅拌均匀。
3.加入氯化亚铁,继续搅拌混合。
4.最后加入聚乙烯醇,继续搅拌均匀。
配方三:
1.去离子水:1000mL
2.硝酸:30mL
3.铝盐:5g
4.硅酸钠:10g
5.表面活性剂:2mL
具体配制方法如下:
1.在容器中加入适量的去离子水。
2.慢慢加入硝酸,并不断搅拌均匀。
3.加入铝盐,继续搅拌混合。
4.加入硅酸钠,继续搅拌均匀。
5.最后加入表面活性剂,继续搅拌均匀。
以上是三种常用的不锈钢电解液配方,可以根据需要进行微调和优化。
使用不锈钢电解液进行抛光和清洁时,需要注意安全操作,避免接触眼睛
和皮肤,并保持通风良好的工作环境。
此外,在使用过程中,还应严格按
照操作手册和安全技术规范进行操作,以确保工作的安全和效果。
不锈钢电解抛光工艺及配方1. 引言不锈钢电解抛光工艺是一种常用的表面处理方法,用于提高不锈钢制品的光洁度和美观度。
本文将介绍不锈钢电解抛光的工艺流程和配方,以及其在工业制造中的应用。
2. 不锈钢电解抛光工艺不锈钢电解抛光是利用电解作用将不锈钢表面的氧化物和杂质去除,从而使其表面变得光滑、亮丽。
下面是不锈钢电解抛光的工艺流程:2.1 准备工作•检查不锈钢制品表面是否有油脂、灰尘等杂质,如有需要进行清洗。
•准备电解液和电解槽。
2.2 电解抛光步骤1.将不锈钢制品放入电解槽中,保证制品与电解液接触。
2.调整电解液的温度、浓度和pH值,根据不同的不锈钢材质和要求进行调整。
3.设置电解参数,如电流密度、电解时间等。
4.开始电解抛光过程,通过施加电流使不锈钢表面发生氧化还原反应,将氧化物和杂质溶解。
5.定期检查抛光效果,根据需要调整电解参数。
6.抛光结束后,将制品从电解槽中取出,用水冲洗干净。
2.3 后处理工作•检查抛光后的制品表面是否满足要求,如有需要可以进行二次抛光或其他表面处理。
•对电解液进行处理,如中和废液、回收有价值的成分等。
3. 不锈钢电解抛光配方不锈钢电解抛光液的配方根据不同的要求和材质有所差异,下面是一个常用的配方示例:•硫酸:1000 mL•硫酸铜:10 g•磷酸:30 g•硝酸:10 mL•氟化钠:10 g•硫酸铵:30 g将以上成分按照一定比例混合,并加入适量的水稀释至所需浓度。
4. 不锈钢电解抛光的应用不锈钢电解抛光广泛应用于不锈钢制品的制造和表面处理过程中,主要包括以下方面:•厨具制造:不锈钢电解抛光可使不锈钢锅具、餐具等表面更加光滑,提高其耐腐蚀性和美观度。
•建筑装饰:不锈钢电解抛光可用于不锈钢门窗、扶手、楼梯等制品的表面处理,增加其光洁度和质感。
•医疗器械:不锈钢电解抛光可用于医疗器械的制造过程中,提高其表面的洁净度和光滑度,减少细菌滋生。
•电子设备:不锈钢电解抛光可用于电子设备外壳的表面处理,提高其外观质量和散热性能。

不锈钢电解抛光液配方 Prepared on 22 November 2020不锈钢电解抛光液配方,不锈钢电解抛光液成分,不锈钢电解抛光液,不锈钢抛光液,不锈钢光亮剂,不锈钢电解抛光液光亮剂,不锈钢电解抛光液添加剂,不锈钢电解抛光液光亮剂(PR022)产品用途1、不锈钢材质电化学抛光液的高光“光亮添加剂”;2、适用于各类不锈钢材质,对如下牌号的不锈钢可达到镜面光亮效果:201、202、304、304L、316、316L、321、410、420、430等不锈钢或相近不锈钢;3、要求电解液中不含六价铬、三价铬、总铬,且要求高光亮的场合,添加本剂配合磷酸、硫酸使用,为最佳搭配;4、要求大大延长电解液的使用寿命,使用本剂为首选;5、该技术配方是经过市场反复验证的成熟配方;6、该配方是环保化的技术;7、该配方领先于同行业技术水平;8、保证为客户带来实用性经济技术价值;性能特点1、使用本剂配合磷酸、硫酸使用,便可调配出高品质的电解液;2、清亮、高光、高亮的效果,清晰的影像镜面视觉;3、友好环保,不含铬酸酐、六价铬、三价铬、总铬等有害离子,无需复杂的水处理工艺,即可安全排放;4、内含丰富的抗氧化剂、再生剂,性能稳定,使用寿命远远大于同行业同类电解抛光液、铬系电解抛光液,维护良好的施工现场,已创下25个月换槽期的记录;5、客户无需购买成品电解液,只需购买磷酸、硫酸,添加本剂,便可调配出高品质的成品电解液,且本剂的添加量极少,大大降低了客户的生产成本;6、极低的抛光电流,电源能耗低。
7、配制工艺简单,易于操控。
理化指标注意事项1、严格按照“原料纯度含量”要求,技术调试与施工;2、对于达标300系列材质,建议按照“硫酸的配比浓度的上限”配槽;对于达标200系列、常见400牌号材质,建议按照“硫酸的配比浓度的下限”配槽;对于200、300组合材质,建议按照“硫酸的配比浓度的中值”配槽;对于耐蚀性极差的不锈钢、无镍200系列材质,建议在配方基础上继续提高磷酸含量;对于极特殊材质,可电询本公司技术研发中心,本技术中心将会推出“适配的工艺配方”;3、不建议与其它“成品电解液”混用,严禁与铬系电解液混用;4、电解槽设计优选PP材质,禁止选用金属类材质;5、配液步骤:先加磷酸,再边搅拌边缓慢添加硫酸,此时,混合液温度会升高,等待混合液温度降到35度以下添加PR光亮剂,避免温度过高,导致光亮剂失效。
不锈钢电抛光液配方
以下是一个不锈钢电抛光液的配方:
配方一:
- 醋酸:500ml
- 硝酸:100ml
-磷酸:100g
- 硫酸:200ml
- 纯净水:1200ml
将以上成分按照比例加入一个密闭容器中,然后搅拌均匀,即可得到不锈钢电抛光液。
使用时,将液体涂抹在不锈钢表面,然后用电动抛光机进行抛光操作。
配方二:
- 盐酸:200ml
- 氢氟酸:100ml
- 硫酸:300ml
-水杨酸:20g
- 纯净水:1200ml
将以上成分按照比例加入一个密闭容器中,然后搅拌均匀,即可得到不锈钢电抛光液。
使用时,将液体涂抹在不锈钢表面,然后用电动抛光机进行抛光操作。
配方三:
- 氨水:500ml
- 硝酸:100ml
-磷酸:100g
- 硫酸:200ml
- 纯净水:1200ml
将以上成分按照比例加入一个密闭容器中,然后搅拌均匀,即可得到不锈钢电抛光液。
使用时,将液体涂抹在不锈钢表面,然后用电动抛光机进行抛光操作。
这些配方只是提供了一些基础的成分组合,具体的配方比例和使用方法可能会因应用领域的不同而有所变化。
在使用这些配方前,应先了解其危险性和正确的使用方法,以保证人身安全和最佳抛光效果。
同时,还需要在使用过程中做好防护措施,如佩戴化学防护手套和护目镜等。
不锈钢电解液配方
成分:
1.硝酸
2.稀硫酸
3.氟化物
4.氯化物
5.补充剂(如有需要)
配方比例:
硝酸:10-30%
稀硫酸:10-30%
氟化物:1-10%
氯化物:1-5%
补充剂:适量
硝酸,作为主要的腐蚀剂,可以去除不锈钢表面的氧化皮和热影响区,提供更加光滑和清洁的表面。
稀硫酸则作为帮助硝酸发挥作用的剂。
氟化
物和氯化物则可以增强腐蚀效果,同时还可以防止表面的二次氧化。
在配制不锈钢电解液时,首先需要准备一个适当的容器。
然后,按照
上述配方比例,依次将硝酸、稀硫酸、氟化物和氯化物加入容器中。
在添
加过程中,需要注意搅拌均匀以确保各组分充分混合。
配制完成后,需要对电解液进行混合和搅拌,以确保各组分的均匀分布。
同时,还需要测试电解液的pH值和浓度,以确定其适用性和效果。
使用不锈钢电解液时,需要将要处理的不锈钢件浸泡在电解液中,同时加入适量的电流,可以使用直流或交流电。
在处理过程中,需要注意控制温度和时间,避免过度腐蚀和损坏。
需要注意的是,不锈钢电解液具有一定的腐蚀性,因此在使用过程中需要采取适当的安全措施,如佩戴防护手套和眼镜,确保通风良好等。
以上是一种常用的不锈钢电解液配方,可以根据实际需要进行调整和改进。
在使用时,请遵循相应的操作规程和安全指南。
不锈钢电解抛光液配方标准化工作室编码[XX968T-XX89628-XJ668-XT689N]不锈钢电解抛光液配方,不锈钢电解抛光液成分,不锈钢电解抛光液,不锈钢抛光液,不锈钢光亮剂,不锈钢电解抛光液光亮剂,不锈钢电解抛光液添加剂,不锈钢电解抛光液光亮剂(PR022)产品用途1、不锈钢材质电化学抛光液的高光“光亮添加剂”;2、适用于各类不锈钢材质,对如下牌号的不锈钢可达到镜面光亮效果:201、202、304、304L、316、316L、321、410、420、430等不锈钢或相近不锈钢;3、要求电解液中不含六价铬、三价铬、总铬,且要求高光亮的场合,添加本剂配合磷酸、硫酸使用,为最佳搭配;4、要求大大延长电解液的使用寿命,使用本剂为首选;5、该技术配方是经过市场反复验证的成熟配方;6、该配方是环保化的技术;7、该配方领先于同行业技术水平;8、保证为客户带来实用性经济技术价值;性能特点1、使用本剂配合磷酸、硫酸使用,便可调配出高品质的电解液;2、清亮、高光、高亮的效果,清晰的影像镜面视觉;3、友好环保,不含铬酸酐、六价铬、三价铬、总铬等有害离子,无需复杂的水处理工艺,即可安全排放;4、内含丰富的抗氧化剂、再生剂,性能稳定,使用寿命远远大于同行业同类电解抛光液、铬系电解抛光液,维护良好的施工现场,已创下25个月换槽期的记录;5、客户无需购买成品电解液,只需购买磷酸、硫酸,添加本剂,便可调配出高品质的成品电解液,且本剂的添加量极少,大大降低了客户的生产成本;6、极低的抛光电流,电源能耗低。
7、配制工艺简单,易于操控。
理化指标注意事项1、严格按照“原料纯度含量”要求,技术调试与施工;2、对于达标300系列材质,建议按照“硫酸的配比浓度的上限”配槽;对于达标200系列、常见400牌号材质,建议按照“硫酸的配比浓度的下限”配槽;对于200、300组合材质,建议按照“硫酸的配比浓度的中值”配槽;对于耐蚀性极差的不锈钢、无镍200系列材质,建议在配方基础上继续提高磷酸含量;对于极特殊材质,可电询本公司技术研发中心,本技术中心将会推出“适配的工艺配方”;3、不建议与其它“成品电解液”混用,严禁与铬系电解液混用;4、电解槽设计优选PP材质,禁止选用金属类材质;5、配液步骤:先加磷酸,再边搅拌边缓慢添加硫酸,此时,混合液温度会升高,等待混合液温度降到35度以下添加PR光亮剂,避免温度过高,导致光亮剂失效。
不锈钢电解抛光液配方原料:1.硫酸(浓度为98%)-500克2.氯化亚铁(浓度为10%)-250克3.温水-2500毫升4.碳酸钠(浓度为10%)-100克5.乙酸-100克6.高效消泡剂-30克7.表面活性剂-50克步骤:1.在一个大容量的容器中,加入温水。
2.将硫酸、氯化亚铁、碳酸钠、乙酸、高效消泡剂和表面活性剂逐个加入容器中,搅拌均匀。
3.将容器密封,静置约12小时,使各种成分充分混合。
4.液体变得透明后,取出上清液,即为不锈钢电解抛光液。
使用方法:1.将待抛光的不锈钢表面清洁干净,去除杂质和油脂。
2.在一个不锈钢盆中倒入足够的抛光液,使其覆盖住待抛光的不锈钢表面。
3.将不锈钢表面完全浸泡在抛光液中,确保液体与表面充分接触。
4.连接阳极和阴极电极,注入适量的直流电。
5.进行电解抛光,电流密度可根据实际情况进行调整。
一般情况下,电流密度维持在2-10安培/平方分米之间。
6.抛光操作时间一般为10-20分钟,时间过长可能使不锈钢表面腐蚀。
7.电解抛光结束后,将不锈钢表面用清水冲洗干净,去除残留的抛光液和产生的气泡。
8.将不锈钢表面用干净的布擦拭干燥即可。
注意事项:1.在使用不锈钢电解抛光液时,要佩戴适当的手套、护目镜和防护衣物,以防止化学物质的飞溅和皮肤接触。
2.不允许接触皮肤和眼睛,避免吸入气体或吞咽。
3.在使用电解抛光液时,要注意安全用电,避免电流过大造成安全隐患。
4.抛光液使用后要加密封保存,防止挥发和污染。
5.若不锈钢表面存在严重损伤或腐蚀,不宜使用电解抛光液。
不锈钢电解抛光液配方,不锈钢电解抛光液成分,不锈钢电解抛光液,不锈钢抛光液,不锈钢光亮剂,不锈钢电解抛光液光亮剂,不锈钢电解抛光液添加剂,
不锈钢电解抛光液光亮剂(PR022)
产品用途
1、不锈钢材质电化学抛光液的高光“光亮添加剂”;
2、适用于各类不锈钢材质,对如下牌号的不锈钢可达到镜面光亮效果:201、202、304、
304L、316、316L、321、410、420、430等不锈钢或相近不锈钢;
3、要求电解液中不含六价铬、三价铬、总铬,且要求高光亮的场合,添加本剂配合磷酸、
硫酸使用,为最佳搭配;
4、要求大大延长电解液的使用寿命,使用本剂为首选;
5、该技术配方是经过市场反复验证的成熟配方;
6、该配方是环保化的技术;
7、该配方领先于同行业技术水平;
8、保证为客户带来实用性经济技术价值;
性能特点
1、使用本剂配合磷酸、硫酸使用,便可调配出高品质的电解液;
2、清亮、高光、高亮的效果,清晰的影像镜面视觉;
3、友好环保,不含铬酸酐、六价铬、三价铬、总铬等有害离子,无需复杂的水处理工艺,
即可安全排放;
4、内含丰富的抗氧化剂、再生剂,性能稳定,使用寿命远远大于同行业同类电解抛光液、
铬系电解抛光液,维护良好的施工现场,已创下25个月换槽期的记录;
5、客户无需购买成品电解液,只需购买磷酸、硫酸,添加本剂,便可调配出高品质的成
品电解液,且本剂的添加量极少,大大降低了客户的生产成本;
6、极低的抛光电流,电源能耗低。
7、配制工艺简单,易于操控。
理化指标
注意事项
1、严格按照“原料纯度含量”要求,技术调试与施工;
2、对于达标300系列材质,建议按照“硫酸的配比浓度的上限”配槽;
对于达标200系列、常见400牌号材质,建议按照“硫酸的配比浓度的下限”配槽;
对于200、300组合材质,建议按照“硫酸的配比浓度的中值”配槽;
对于耐蚀性极差的不锈钢、无镍200系列材质,建议在配方基础上继续提高磷酸含量;
对于极特殊材质,可电询本公司技术研发中心,本技术中心将会推出“适配的工艺配方”;
3、不建议与其它“成品电解液”混用,严禁与铬系电解液混用;
4、电解槽设计优选PP材质,禁止选用金属类材质;
5、配液步骤:先加磷酸,再边搅拌边缓慢添加硫酸,此时,混合液温度会升高,等待
混合液温度降到35度以下添加PR光亮剂,避免温度过高,导致光亮剂失效。
6、建议在“推荐温度范围内”施工,如不在温度范围内,建议加温或降温,以维持恒定
的达标温度;
7、建议经常清理槽内杂质或沉淀物,可15天清理一次,以维持长久的使用寿命。
8、此添加剂的寿命是长久的,基本不用更换。
但在槽液极脏的情况下,就需要更换新液;
9、在加工过程中,工件会带出液体,槽液会正常消耗。
当液位明显下降时,要按原配比
例同时添加磷酸、硫酸(或稍微过量的硫酸);严禁只添加单一酸种。
10、补液步骤:电解液损耗补加新液,先清理掉槽液底部含渣滓浓的液体,约为总
量的20-50%左右。
工件是300系列不锈钢材质时,补加磷酸40%,硫酸60%,不
需补加光亮剂。
工件是200系列不锈钢材质时,补加磷酸50%,硫酸50%,不需补
加光亮剂。
当补加了磷酸和硫酸后,工件抛光不亮时,才需要添加光亮剂,补加量
为补加总量的3%;
11、停工期间,建议在电解槽上加置密封盖,防止电解液吸潮造成配方失调——带来的
电解缺陷;电解液密度为——之间,低于这个范围,表明含水量过高,应
加温蒸发掉多余的水分;高于这个范围,表明含水量过少,需补加水;工作温度或
蒸发温度控制在80度以下,避免温度过高,导致光亮剂失效。
12、阴凉通风处密封存放。
包装规格
25千克/桶
温馨推荐
本公司同时生产:不锈钢电解抛光液,不锈钢光亮除油剂、不锈钢酸洗钝化液,不锈钢酸洗抑雾剂,不锈钢酸洗添加剂,不锈钢酸洗缓蚀剂等不锈钢处理剂,感谢您的垂询!温馨提示
1、如果有生产技术难题尽可咨询我们,我们一定免费服务解答;
2、如果产品在性能、成本等方面不能达到您的满意,请告诉我们,我们可以改进;
3、祝您生意兴隆!。