焊接符号对照表
- 格式:doc
- 大小:90.50 KB
- 文档页数:4
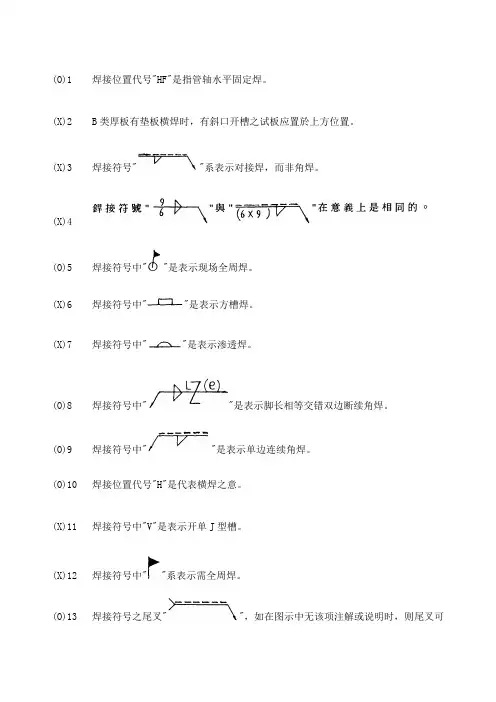
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
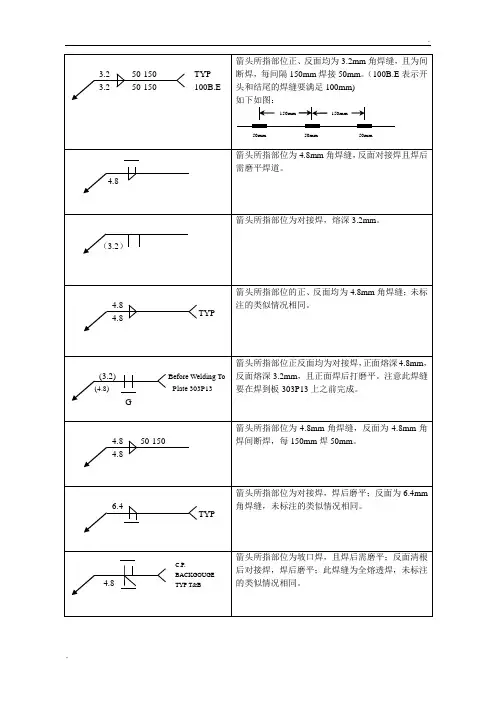
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
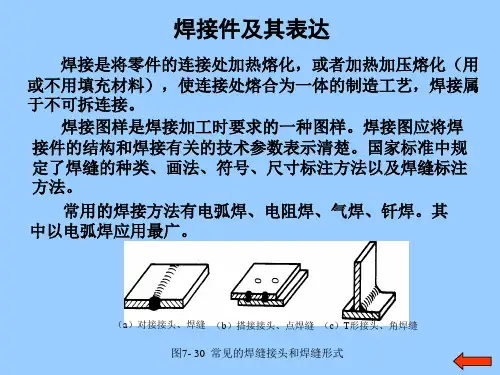
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
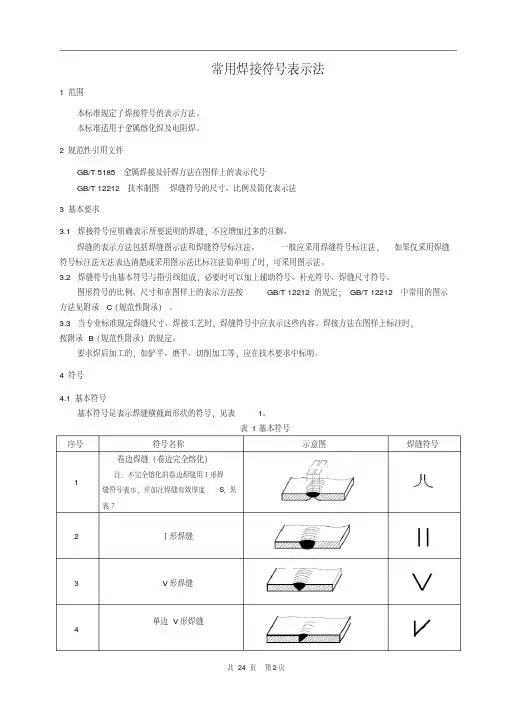
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。
2023年度焊接符号大全由于焊接是现代制造业中的重要工艺之一,因此焊接符号也成为大众关注的焦点。
为了帮助大家更好的了解焊接符号,本文将介绍2023年度焊接符号大全。
一、焊条符号1. AWS(美国焊接学会)E7018:表示一种炭钢电焊条,适用于直流电焊和交流电焊。
2. AWS E6013:表示一种碱性电焊条,可用于炭钢的所有硬度等级的焊接。
3. AWS E308L:表示一种不锈钢电焊条,适用于焊接304L和308L不锈钢材料。
4. AWS E316L:表示一种镍铬钼不锈钢电焊条,适用于焊接316和316L不锈钢材料。
二、焊接缝符号1. V型翻边焊接缝(V-groove):这种缝口形状呈V字形,适用于厚度超过6毫米的材料。
2. X型焊缝(X-groove):这种缝口形状为双面斜角,适用于厚度为8毫米以上的材料。
3. W型焊缝(W-groove):这种缝口形状为双面倒角,适用于搭接板材厚度为15毫米以上的材料。
4. U型焊缝(U-groove):这种缝口形状呈U字形,适用于厚度大于12毫米的板材和管道的连接。
三、焊接位置符号1. 1G:表示水平位置下的焊接;2. 2G:表示向上仰视时的竖直位置下的焊接;3. 3G:表示向前仰视时的竖直位置下的焊接;4. 4G:表示在向下仰视时的竖直位置下的焊接。
四、焊缝表面处理符号1. V:表示在焊接之前,要用钢刷对工件的缝口进行清洁;2. F:表示在焊接之前,先要将缝口表面打磨干净;3. G:表示在缝口中性气体焊接时,需要使用惰性气体将焊接处覆盖起来。
五、焊接质量等级符号总共有三个等级:1. A级:表示最高等级,适用于关键的焊接结构;2. B级:表示适用于普通的焊接结构,但质量仍需保证;3. C级:表示适用于非常规的焊接结构,例如对于未知材料的焊接。
以上就是2023年度的焊接符号大全,希望这篇文章能够帮助你更好地了解焊接符号。
当然,由于焊接符号会根据不同地区和不同产业有所差异,因此这份符号大全仅供参考。
常用焊接符号表示法 1 范围 本标准规定了焊接符号的表示方法。
本标准适用于金属熔化焊及电阻焊。
2 规范性引用文件 GB/T 5185 金属焊接及钎焊方法在图样上的表示代号 GB/T 12212 技术制图焊缝符号的尺寸、比例及简化表示法 3 基本要求 3.1焊接符号应明确表示所要说明的焊缝,不应增加过多的注解。
焊缝的表示方法包括焊缝图示法和焊缝符号标注法。
一般应采用焊缝符号标注法,如果仅采用焊缝符号标注法无法表达清楚或采用图示法比标注法简单明了时,可采用图示法。
3.2焊缝符号由基本符号与指引线组成,必要时可以加上辅助符号、补充符号、焊缝尺寸符号。
图形符号的比例、尺寸和在图样上的表示方法按GB/T 12212的规定; GB/T 12212中常用的图示方法见附录C(规范性附录)。
3.3当专业标准规定焊缝尺寸、焊接工艺时,焊缝符号中应表示这些内容。
焊接方法在图样上标注时,按附录B(规范性附录)的规定。
要求焊后加工的,如铲平、磨平、切削加工等,应在技术要求中标明。
4 符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号,见表1。
表1基本符号 序号 符号名称 示意图 焊缝符号 1卷边焊缝(卷边完全熔化) 注:不完全熔化的卷边焊缝用Ⅰ形焊缝符号表示,并加注焊缝有效厚度S,见表72 Ⅰ形焊缝 3 V形焊缝 4单边V形焊缝 表1(续)序号 符号名称 示意图 焊缝符号 5 带钝边V形焊缝 6 带钝边单边V形焊缝 7 带钝边U形焊缝 8 带钝边J形焊缝 9 封底焊缝 10 角焊缝 11 塞焊缝或槽焊缝 12 点焊缝 13 缝焊缝 4.2 辅助符号 4.2.1辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号 序号 符号名称 示意图 符号 说明 1 平面符号 焊缝表面平齐 2 凹面符号 焊缝表面凹陷 3 凸面符号 焊缝表面凸起 注:不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
4.2.2辅助符号应用示例见表3。

第五节焊缝代号及图样识别5.1 焊缝符号5.1.1基本符号:基本符号是表示焊缝横截面形状的符号见表一。
辅助符号是表示焊缝表面形状特征的符号,见表二不需要确切的说明焊缝表面形状时,可以不用辅助符号。
辅助符号的应用示例见表三。
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表四补充符号的应用示例见表五。
5.2 符号在图样上的位置5.2.1基本要求完整的焊缝表示方法除了上述基本符号、辅助符号、补充符号外,还包括指引线、一些尺寸符号及数据。
指引线一般由带有箭头的指引线(简称箭头线)和两条基准线(一条为实线,另一条为虚线)两部分组成。
如图一所示。
图一指引线5.2.2 箭头线和接头的关系图二和图三给出的示例说明下例术语的含义:a 接头的箭头侧b 接头的非箭头侧。
图二带单角焊缝的T型接头图三双角焊缝十字接头5.2.3箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,见图四a、b。
但是在标注V、Y、J型焊缝时,箭头线应指向带有坡口一侧的工件,见图四。
必要时,允许箭头线弯折一次,如图五。
图四箭头线的位置图五弯折的箭头线5.2.4基准线的位置基准线的虚线可以画在基准线的实线下侧或上侧。
基准线一般应与图样的底边相平行,但在特殊条件下也可与底边相垂直。
5.2.5基本符号相对基准线的位置为了能在图样上确切的表示焊缝的位置,特将基本符号相对基准线的位置作如下规定:a 如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧,见图六a;b 如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧,见图六b;c 表对称焊缝及双面焊缝时,可不加虚线,见图六c,d。
图六基本符号相对基准线的位置5.3 焊缝尺寸符号及标注位置基本符号必要时可附有带尺寸符号及数据,这些尺寸符号见表六。
焊缝尺寸符号及数据标注原则如图七。
a 焊缝横截面上的尺寸表在基本符号的左侧;b 焊缝长度方向尺寸表在基本符号的右侧;c 坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧;d 相同焊缝数量符号标在尾部;e 当需要标注的尺寸数据较多又不易分辨时,可在数据前面增加相应的尺寸符号。
(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置於上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项注解或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对於焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属於搭接接头。
(X)25(O)26 焊接符号" "表示开60度之V形槽。
(O)1 銲接位置代號"HF"是指管軸水平固定銲。
(X)2 B類厚板有墊板橫銲時,有斜口開槽之試板應置於上方位置。
(X)3 銲接符號""係表示對接銲,而非角銲。
(X)4(O)5 銲接符號中""是表示現場全周銲。
(X)6 銲接符號中""是表示方槽銲。
(X)7 銲接符號中""是表示滲透銲。
(O)8 銲接符號中""是表示腳長相等交錯雙邊斷續角銲。
(O)9 銲接符號中""是表示單邊連續角銲。
(O)10 銲接位置代號"H"是代表橫銲之意。
(X)11 銲接符號中"V"是表示開單J型槽。
(X)12 銲接符號中""係表示需全周銲。
(O)13 銲接符號之尾叉"",如在圖示中無該項註解或說明時,則尾叉可視情況予以省略。
(X)14 銲接技術員最主要是技術的熟練,對於銲接符號的瞭解並不重要。
(X)15 銲接符號"○"表示現場全周銲接。
(O)16 銲接符號""是表示塞孔銲接。
(O)17 銲接符號""是表示連續角銲,兩側腳長分別為6公厘及9公厘。
(O)18 銲接符號" "是表示單邊斷續角銲,銲接長為50公厘,銲接間距為150公厘。
(O)19 銲接符號""是表示方形槽,根部間隙2公厘。
(O)20 銲接符號""是表示V形槽銲接。
(X)21 銲接符號""是表示單側斷續角銲,腳長分別為6公厘及9公厘。
(X)22 銲接符號""是表示V形槽銲接。
(O)23 銲接符號""是表示全周銲接之意。
(X)24 ""屬於搭接接頭。
(X)25(O)26 銲接符號" "表示開60度之V形槽。
焊接标识符号大全焊接标识符号是在焊接过程中使用的一种标识符号,用来表示焊缝的类型、形式、尺寸及其它相关信息。
在焊接作业中,使用标识符号可以减少误操作,提高工作效率,降低出错率,保证焊接质量和安全等方面的要求。
本文将为大家介绍几种常见的焊接标识符号及其相关参考内容。
一、焊缝类型符号1. 直缝焊缝(I型缝)符号:I意义:表示焊缝的类型为直缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》2. 环缝焊缝(O型缝)符号:O意义:表示焊缝的类型为环缝。
参考内容:GB/T 6194-2006《焊条、焊丝及焊剂用于气焊、氩弧焊、电弧焊及电气加热的分类》3. 线脚焊缝符号:T意义:表示焊缝的类型为线脚焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》4. 角焊缝符号:T意义:表示焊缝的类型为角焊缝。
参考内容:EN ISO 6947:2011《焊接和相关工艺术语标准术语》二、焊缝形式符号1. 朝上焊接(PA)符号:PA意义:表示焊接过程中焊缝的开口朝上。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》2. 朝下焊接(PC)符号:PC意义:表示焊接过程中焊缝的开口朝下。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》3. 垂直焊接(PF)符号:PF意义:表示焊接过程中焊缝的轴线垂直于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》4. 水平焊接(PH)符号:PH意义:表示焊接过程中焊缝的轴线水平于工件表面。
参考内容:EN ISO 945-1:2011《未加工金属材料的符号表示—第1部分:焊缝表示》三、焊接尺寸符号1. 焊缝长度符号(L)符号:L意义:表示焊缝的长度尺寸。
参考内容:EN ISO 5832-2:2013《金属材料—植入式医疗器材》2. 焊缝厚度符号(t)符号:t意义:表示焊缝的厚度尺寸。
焊接标识符号大全焊接是一种常见的金属加工方法,用于将两个或更多金属工件连接在一起。
为了确保焊接质量和安全性,对于焊接过程和焊接接头,需要使用一些标识符号来进行标识和表达。
以下是焊接标识符号的大全,包括符号名称和其意义的相关参考内容。
1. 焊缝符号:- 直线- 竖线- 斜线- 弯曲线这些符号用于表示不同类型的焊接缝形状。
通过在这些线条上添加其他符号或箭头,可以进一步指示焊接过程中的具体要求。
2. 焊接位置符号:- 平焊位置- 横焊位置- 竖焊位置- 仰焊位置- 手工焊位置- 出板面上焊接- 钢面焊接这些符号用于表示焊接工件的位置和角度。
它们通常与焊接缝符号一起使用,以指示焊接的具体位置和方向。
3. 焊接材料符号:- 表示焊丝材料的符号- 表示焊剂材料的符号- 表示焊接母材的符号这些符号用于表示焊接过程中所使用的不同材料。
它们通常与焊接过程规范中的材料规格一起使用,以确保正确选择和使用焊接材料。
4. 焊接方法符号:- 手工电弧焊- 气焊- 氩弧焊- CO₂保护焊- 切割焊这些符号用于表示不同的焊接方法。
通过在焊接过程规范中指定使用的焊接方法,可以确保焊接质量和效率。
5. 焊接质量符号:- 焊接缺陷- 焊接连接- 焊缝形状这些符号用于表示焊接质量和缺陷。
焊接质量符号可用于标识焊接过程中出现的任何缺陷或问题,以便及时纠正和改进。
6. 焊接参数符号:- 焊接电流- 焊接电压- 焊接速度- 焊接温度这些符号用于表示焊接过程中的参数和条件。
它们通常与焊接工序表一起使用,以确保按照指定的参数进行焊接。
以上是焊接标识符号的大全,包括焊缝符号、焊接位置符号、焊接材料符号、焊接方法符号、焊接质量符号和焊接参数符号。
这些标识符号在焊接工艺中具有重要的作用,能够准确表达和传达焊接过程和要求,以确保焊接质量和安全性。
在实际应用中,需要遵循相应的标准和规范,以正确理解和使用这些标识符号。
焊接符号焊缝代号的定义:把在图样上用技术制图方法表示的焊缝基本形式和尺寸采用一些符号来表示的方法。
焊缝代号可以表示出:1)所焊焊缝的位置;2)焊缝横截面形状(坡口形状)及坡口尺寸;3)焊缝表面形状特征;4)焊缝某些特征或其他要求。
1.焊缝符号的组成焊缝符号一般由基本符号和指引线组成,必要时可以加上辅助符号、补充符号和焊缝尺寸及数据。
(1)基本符号表示焊缝端面(坡口)形状的符号,见表1-1。
焊缝名称焊缝横截面形状符号I形焊缝V形焊缝带钝边V形焊缝单边V形焊缝钝边单边V形焊缝带钝边U形焊缝封底焊缝角焊缝塞焊缝或槽焊缝喇叭形焊缝点焊缝缝焊焊缝(2)辅助符号表示焊缝表面形状特征的符号,如表1-2所示。
当不需要确切说明焊缝的表面形状时,可以不用辅助符号。
名称焊缝辅助形式符号说明平面符号表示焊缝表面平齐凹面符号表示焊缝表面凹陷凸面符号表示焊缝表面凸出(3)补充符号为了补充说明焊缝某些特征而采用的符号,如表1-3所示。
名称形式符号说明带垫板符号表示焊缝底部有垫板三面焊缝符号表示三面焊缝和开口方向周围焊缝符号表示环绕工件周围焊缝现场符号表示在现场或工地上进行焊接尾部符号指引线尾部符号可参照GB/T5185—1999标注焊接方法(4)焊缝尺寸符号用来代表焊缝的尺寸要求,表1-4所示为常用的焊缝尺寸符号。
当需要注明尺寸要求时才标注。
名称符号示意图标注示例工件厚度坡口角度坡口深度根部间隙钝边高度δαΗΒp焊缝段数焊缝长度焊缝间隙焊角尺寸n l e K熔核直径 d相同焊缝数量符号N图1-1 焊缝尺寸符号及数据的标准位置图1-1所示为焊缝尺寸符号及数据的标注位置。
(5)指引线由箭头线和基准线组成,箭头指向焊缝处,基准线由两条互相平等的细实线和虚线组成,如图1-2所示。
当需要说明焊接方法时,可以在基准线末端增加尾部符号。
图1-2 指引线的画法表焊接方法代号焊接方法代号电弧焊1电阻焊2焊条电弧焊111点焊21埋弧焊12缝焊22熔化极惰性气体保护焊131闪光焊24钨极惰性气体保护(MIG)141气焊3熔化极非惰性气135氧—乙炔焊311非惰性气体保护药芯焊丝电弧焊136氧—丙烷焊12压焊4其他焊接方法7超声波焊41激光焊751摩擦焊42电子束焊762.识别焊缝代号的基本方法1)根据箭头的指引方向了解焊缝在焊件上的位置。