CVC冷轧机的介绍
- 格式:pptx
- 大小:3.79 MB
- 文档页数:39
目录摘要 (I)Abstract (III)第1章绪论 (1)1.1 世界及我国钢铁工业的发展 (1)1.1.1 世界钢铁工业发展概况 (1)1.1.2 我国钢铁工业发展现状及展望 (4)1.2 世界及我国冷轧带钢的发展状况 (7)1.2.1 世界冷轧带钢的发展状况 (7)1.2.2 我国冷轧带钢的发展状况 (9)1.3 轧钢先进技术 (10)1.4 HC轧机在冷轧带钢中的应用 (11)第2章 HC轧机工作原理及结构特点 (15)2.1 HC轧机工作原理 (15)2.1.1 HC轧机工作原理 (15)2.1.2 HC轧机的板形控制 (16)2.1.2.1 横向厚度偏差的有效控制 (16)2.1.2.2 中间辊轴移对板形控制的有效性 (17)2.1.2.3 弯辊力调节板形的作用 (18)2.1.2.4 HC轧机板形控制的稳定性 (18)2.1.3 HC轧机的轧辊驱动 (19)2.1.4 HC轧机的类型 (19)2.2 HC轧机结构及特点 (20)2.2.1 HC轧机的结构 (20)2.2.2 HC轧机的特点 (20)第3章 HC轧机主要技术特性及结构说明 (23)3.1 工艺流程图 (23)3.2 轧机主要技术特性 (23)3.3 轧机关键结构说明 (24)第4章轧制规程及相关参数确定 (25)4.1 轧辊主要参数确定 (25)4.2 轧制规程制定 (25)4.3 确定各道次变形抗力 (26)I4.4 计算各道次带钢张力 (27)4.5 各道次轧制力计算 (27)4.6 确定轧制速度制度 (30)4.7 计算轧制力矩 (30)4.8 机架主要结构参数确定 (31)第5章部件校核 (33)5.1 支承辊强度校核 (33)5.2 工作辊强度校核 (34)5.3 机架强度校核 (35)第6章 HC轧机辊系稳定性分析 (39)6.1 工作辊的稳定条件 (39)6.2 中间辊的稳定条件 (41)6.3 支撑辊的稳定条件 (41)6.4 有关角度的计算 (42)6.5 辊系的稳定条件 (43)结论 (45)参考文献 (47)致谢 (50)附录1 开题报告 (I)附录2 文献综述 (V)附录3 英文翻译 (IX)II摘要摘要板带材在国民经济各部门中具有广泛而重要的应用。
UCM、CVC、VCMS六辊冷轧机机型研究[我的钢铁] 2010-01-25 08:12:29随着我国钢铁工业的迅速发展,板带材产品的比例在不断扩大,国内新建的许多先进的冷热带钢生产线,尤其是近年来所新建的大型宽带钢冷连轧机。
用户近年来所引进六辊冷轧设备绝大多数都是引进日本三菱一日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
国内非引进的国产大型六辊冷连轧机目前选用的都是中国一重自主研发、设计制造的VCMS系列冷轧机。
UCM一一日本三菱一日立公司冷轧技术代表用户及机型,有宝钢1550毫米冷连轧机、武钢2140毫米冷连轧机、宝钢1730毫米酸洗冷连轧机。
VCMS一一中国一重冷轧技术代表用户及机型,有鞍钢1780毫米、2130毫米、1500毫米冷连轧机,梅钢1420毫米冷连轧机、武钢1550毫米酸洗冷连轧机目前正在调试和制造中。
一重的VCMS机型是UCM系列的改进。
1UCM、CVC轧机UCM轧机是日本三菱一日立公司开发的一种六辊冷轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,它相比HCM轧机增加了中间辊弯曲,其中间辊不仅轴向移动还设有正弯辊,工作辊设有正负弯辊,它的进一步演变是增加工作辊轴向移动。
CVC系列六辊冷轧机是德国西马克公司开发的,其中间辊辊面有一定曲线形状(支承辊有的有,有的没有),因其辊面曲线方程由低次方(3次)发展到高次方(5次),并与相关配套的控制软件包结合,发展成了CVCplus(+)轧机,其控制板形的能力得到进一步加强。
UCM轧机与六辊CVC轧机不同在于UCM轧机的中间辊为平辊,通过适当改变中间辊和工作辊的接触长度,可改变作用于中间辊和工作辊压力分布规律,消除由于轧制力引起对带钢横向厚度差的影响。
轧辊在轧制过程中产生的弹性弯曲通过调整中间辊和工作辊的弯曲力得以补偿。
六辊CVC轧机中间辊带有高次方曲线的辊型,通过中间辊的轴向移动改善工作辊的辊缝形状来补偿轧辊弹性变形,再辅以弯曲力从而控制轧制精度。
CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
UCM和CVC系列六辊冷轧机特点初步分析随着我国钢铁业的迅速发展,板带材产品的比例不断扩大,新建了一大批先进的冷热轧带钢生产线。
这些大型的板带材轧机设备,尤其是近年来新建的大型宽带钢冷连轧机设备大多都是引进日本三菱-日立公司的UCM系列冷轧机或德国西马克的CVC系列冷轧机。
首钢京唐钢铁联合有限责任公司第一冷轧厂的冷轧机设备也是引进三菱—日立公司的UCM轧机。
表1为我国近年新建的或在建的主要冷轧宽带钢轧机情况。
从表中可以看到,采用UCM系列轧机的有5家,采用CVC 系列轧机的有6家,可见两种冷轧机型在我国市场份额相近。
除鞍钢冷轧在自主集成方面有所进展外,国内真正采用自主知识产权的大型宽带冷连轧机几乎没有。
国内在冷轧机设备设计方面与国外存在较大的差距的原因在于,除了国外冶金设备公司有其独到的先进技术和丰富的设计经验外,还与国内在引进设备的同时,对消化提升和对核心技术的研发力度重视不够有关。
就酸轧联合机组的整体设备构成与布置而言,两家公司的差别不大,但就轧机单体设备而言,则各有其特点。
本文将结合首钢有关冷轧项目的设计与建设中的实践,对UCM系列和CVC系列冷轧机部分特点进行探讨,以期对今后的冷轧机选型和设计提供借鉴。
表1 国内近年新建及改造的主要连轧机组一览表——————————————————————————————————————————————————————序号机组所建设产品规格轧机机架构成及机型与工作辊尺寸(mm)备注在地时间板宽mm 板厚mm 速度m/min №1 №2 №3 №4 №5 辊身与带宽差——————————————————————————————————————————————————————1 宝钢1420mm 1997 730~1230 0.18~0.55 1600 CVC4CVC6 1350-1230=120WR:Φ445/500×1510;WR:Φ380/420×1350;——————————————————————————————————————————————————————2 宝钢1550mm 2000 700~1430 0.30~1.6 1200 UCMW 1580-1430=150WR:Φ435×1580;——————————————————————————————————————————————————————3 鞍钢一冷轧厂 1989 750~1600 0.30~3.0 1350 UCM4H 1676-1600=76WR:Φ430/490×1700 WR:Φ520/600×1676;——————————————————————————————————————————————————————4 鞍钢二冷轧厂 2002 800~1630 0.3~3.0 1350 4HHCM 1780-1630=150WR:Φ430/490×1780;WR:Φ520/600×1780;4HWR:Φ430/490×1780;——————————————————————————————————————————————————————5 攀钢冷轧厂 1996 720~1110 0.25~2.5 1200 HCMHCM 无 1220-1110=110WR:Φ460×1220 WR:Φ430×1220;——————————————————————————————————————————————————————6 本钢冷轧厂 1996 700~1500 0.3~3.0 1000 4H 无1676-1500=176WR:Φ560×1676;——————————————————————————————————————————————————————7 武钢冷轧厂 1978 700~1600 0.3~3.0 1540 4H4H 1900-1550=350WR:Φ540/510×1900;WR:Φ610/450×1700 1700-1550=1504HWR:Φ540/510×1900;——————————————————————————————————————————————————————8 上海益昌冷轧厂1991 550~1050 0.17~1.0 1200 4H 1219.2-1050=169.2WR:Φ500/550×1280;——————————————————————————————————————————————————————9 宝钢一冷轧厂 1985 900~1850 0.30~3.5 1800 CVC4CVC4 2230-1850=380WR:Φ615/550×2030;WR:Φ615/550×2230;2030-1850=180 ——————————————————————————————————————————————————————10 宝钢四冷轧厂 2005 800~1730 0.30~2.0 1650 UCM 1850-1730=120WR:Φ445×1850;——————————————————————————————————————————————————————11 武钢二冷轧厂 2005 900~2080 0.30~2.5 1400 CVC6(plus)2180-2080=100WR:Φ480/560×2180;——————————————————————————————————————————————————————12 鞍钢股份 2006 1000~1950 0.30~2.0 1500 6辊 6辊 2130-1950=180三冷轧厂 WR:Φ485/545×2130;WR:Φ545/605×21306辊WR:Φ485/545×2130 ——————————————————————————————————————————————————————13 首钢薄板 2007 800~1870 0.20~2.5 1400 CVC6(plus)1970-1870=100生产线 WR:Φ480/560×1970;——————————————————————————————————————————————————————14 本钢浦项冷轧 2005 800~1870 0.20~2.5 1650 UCM 1970-1870=100薄板有限公司 WR:Φ475/425×1970;——————————————————————————————————————————————————————15 马钢股份 2004 900~1575 0.30~2.5 1250 HC 无1720-1575=145冷轧板厂 WR:Φ425×1720;——————————————————————————————————————————————————————16 邯钢冷轧厂 2004 900~1665 0.25~2.0 1250 CVC6 1765-1665=100WR:Φ470/420×1765;——————————————————————————————————————————————————————17 包钢冷轧 2005 900~1540 0.25~3.0 1250 CVC6 1765-1540=225薄板厂 WR:Φ470/420×1765;——————————————————————————————————————————————————————18 涟钢冷轧板厂 2006 850~1600 0.25~3.0 250 UCM 1720-1600=120WR:Φ385/425×1720;——————————————————————————————————————————————————————1. UCM和CVC系列轧机简介UCM轧机是由日本三菱—日立公司开发的一种六辊轧机,它是在HC轧机基础上发展起来的新一代冷轧机之一,相比于HCM轧机增加了中间辊弯曲,其中间辊不仅能轴向移动还设有正弯辊(见图1)。
143.什么叫HC轧机?HC轧机也叫做高性能轧辊凸度控制轧机。
在四辊轧机上,支撑辊辊身与工作辊辊身楚全长接触的,而另一边工作辊辊身仅与轧件宽度部分相接触。
工作辊与支撑辊间的受压情况和弹性压扁情况主要受带钢宽度的影响。
但是由于工作辊上、下两面的接触长度不相等,即工作辊与轧件的接触长度小于工作辊与支撑辊之间的接触长度,产生不均匀接触变形,并使工作辊产生附加弯曲,即图3-84a中指出的有害接触部分使工作辊受到悬臂弯曲力而产生附加弯曲。
如果将工作辊与支撑辊间的接触长度调整到与轧件接触长度接近,消除辊间的有害接触部分,如图3-84b所示,则工作辊由于弹性压扁分布不均匀造成的挠度将显著减小。
根据这一想法,设计出HC轧机。
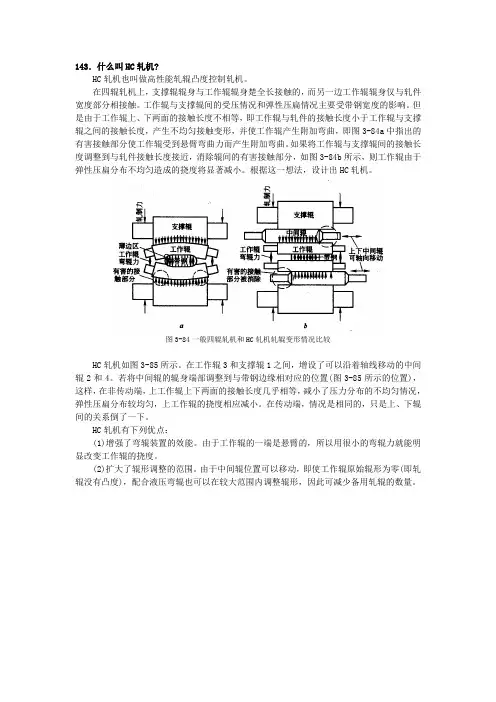
图3-84一般四辊轧机和HC轧机轧辊变形情况比较HC轧机如图3-85所示。
在工作辊3和支撑辊1之间,增设了可以沿着轴线移动的中间辊2和4。
若将中间辊的辊身端部调整到与带钢边缘相对应的位置(图3-85所示的位置),这样,在非传动端,上工作辊上下两面的接触长度几乎相等,减小了压力分布的不均匀情况,弹性压扁分布较均匀,上工作辊的挠度相应减小。
在传动端,情况是相同的,只是上、下辊间的关系倒了一下。
HC轧机有下列优点:(1)增强了弯辊装置的效能。
由于工作辊的一端是悬臂的,所以用很小的弯辊力就能明显改变工作辊的挠度。
(2)扩大了辊形调整的范围。
由于中间辊位置可以移动,即使工作辊原始辊形为零(即轧辊没有凸度),配合液压弯辊也可以在较大范围内调整辊形,因此可减少备用轧辊的数量。
图3-85 HC轧机结构简图1-支撑辊;2-上中间辊;3-工作辊;4-下中闻辊;5-工作辊正弯曲液压缸(3)带钢板形稳定性好。
实践表明,当中间辊调整到某一位置时,轧制力波动和张力变化对板形的影响很小。
这样,可减小冷轧张力,也能控制良好的板形,并减少了板形控制的操作次数。
(4)可以显著提高带钢平直度,可以减小带钢边部变薄和裂边部分的宽度,减少切边损失。