套管厂家PYP气密性扣型资料+下井手册摘要(FOX+JFEBEAR+TIGER使用最终版)
- 格式:ppt
- 大小:7.99 MB
- 文档页数:41

TPCO套管现场安全使用服务手册(第二版)天津钢管集团股份有限公司TIANJINPIPE(GROUP)CORPORATION目录第一部分 TPCO特殊螺纹油套管推荐的基本做法1.TPCO套管钢级、色环、套管标识、扣型的识别1.1 TPCO套管钢级、色环、1.2 TPCO套管标识、扣型的识别1.3 TPCO特殊螺纹油套管扣型1.3.1 TP-CQ特殊扣设计结构1.3.2 TP-NF特殊扣设计结构1.3.3 TP-FJ特殊扣设计结构1.3.4 TP-G2特殊扣设计结构1.3.5 TP-EX油管特殊螺纹设计结构1.4 附件2. 下套管前应准备的工具2.1 螺纹脂的选择2.2 吊卡、卡瓦、气动卡盘2.3 通径规2.4 动力液压大钳和下套管人员2.5 螺纹联接监视系统2.6 套管使用性能、上扣扭矩值和扭矩图2.7 上扣速度2.8 对扣器2.9 鼠洞3. 液压动力钳的安装和扭矩修正3.1 液压动力钳的安装3.2 扭矩修正4. 现场套管的摆放、检查、清洗、测量和通径4.1 摆放4.2 外观检查4.3 卸护丝帽4.4 清洗4.5 螺纹的检查4.6 密封面检查4.7 通径4.8 管子的测长5. 下套管5.1 吊运前5.2 通径5.3 吊运5.4 套管螺纹和密封部位的检查5.5 丝扣油的涂抹5.6 液压动力大钳操的夹持位置5.7 扭矩值确定和液压动力大钳扭矩控制值5.8 对扣5.9 引扣6. 上扣和完成上扣及验收6.1 上扣6.1.1 上到位置判断及扭矩曲线的变化6.1.2 上紧位置判断及扭矩曲线的变化6.1.3 验收检查7. 异常情况处理第二部分 TPCO系列园螺纹、偏梯螺纹油套管推荐的基本做法1. 上紧位置1.1. 圆螺纹上紧位置1.2 偏梯螺纹上紧位2. 上紧扭矩2.1 圆螺纹上紧扭矩2.2 偏梯螺纹上紧扭矩3. 异常情况处理附录附录 1. TPCO 套管上扣损失长度表附录 2.TPCO 特殊接头油套管使用性能及扭矩表附录 3.本手册常用单位换算表再版前言2006年10月天津钢管集团股份有限公司(英文简称TPCO)为了更好的服务于油田,编写并出版了《TPCO套管现场安全使用服务手册》(简称手册)。

3pe热缩套施工相关参数3PE(三层共聚乙烯)热缩套施工是一种常用的防腐工艺,适用于管道、阀门、法兰等设备的防腐。
在进行3PE热缩套施工时,需要注意一些相关参数,以确保工艺的有效性和施工质量。
1.温度控制:热缩套施工中,温度的控制是非常重要的。
在安装热缩套之前,需要将管道进行预热,达到一定的温度。
通常预热温度为80℃~120℃。
在套管使用过程中,也需要控制温度,在施工说明书中有明确的温度要求。
一般情况下,套管的收缩温度为120℃~180℃。
2.热缩比:热缩比是指热缩套的外径与管道外径之间的比值。
一般情况下,热缩比为2:1,即热缩套的外径是管道外径的两倍。
热缩比的选择应根据具体的工程情况和管道的特点进行。
3.套管厚度:套管的厚度是指热缩套的墙厚。
一般情况下,套管厚度为1.5mm~3.0mm。
套管厚度的选择要根据管道的使用环境和防腐要求来决定。
在海洋环境或者腐蚀性较强的介质中,通常需要选择较厚的套管。
4.套管长度:套管长度是指热缩套的长度。
在实际施工中,套管的长度应根据管道的外径和所需的覆盖面积来确定。
一般情况下,套管的长度要超过管道的两端,以确保完全覆盖。
5.热风枪功率:热风枪是热缩套施工中常用的工具,用于加热套管,促使其收缩。
热风枪的功率直接影响到加热速度和效果。
一般情况下,热风枪的功率应在1500W~2000W之间。
6.施工速度:施工速度也是影响热缩套施工效果的重要因素之一。
在施工过程中,应尽量保持适当的施工速度,不能过快或过缓。
过快的施工速度可能导致热缩套无法充分收缩,影响防腐效果;过缓的施工速度可能导致套管热变形或燃烧。
7.施工环境:热缩套施工需要在相对干燥且无风的环境下进行。
湿度过高或者风大会影响施工质量。
同时,在施工过程中要注意火源和其他易燃物的防护,以避免火灾和安全事故。
总之,3PE热缩套施工涉及的参数较多,需要细心和专业的操作。
施工人员应根据具体工程要求和相关规范,合理选择温度、热缩比、套管厚度和长度,并控制好热风枪功率和施工速度,确保施工质量和防腐效果。
内燃机与配件0引言石油钻井工艺中特殊扣不同于API 扣,它由连接螺纹、密封面和扭矩肩3部分组成。
虽然特殊扣扣型很多,但基本结构大体相近。
接头螺纹连接管体和接箍,主密封面阻断金属表面粗糙度造成的泄漏通道,台肩部分保证上扣位置的准确控制,以及提供辅助密封[1]。
因此,这三部分相关参数直接影响了套管特殊扣的结构完整性与气密封性。
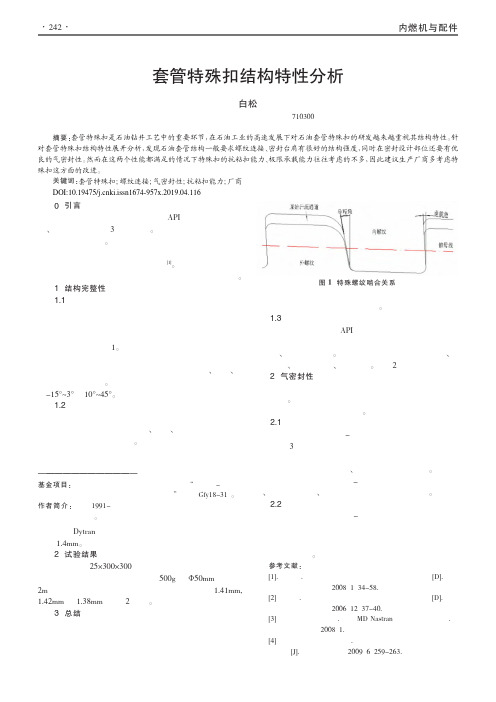
1结构完整性1.1齿形目前,为了防止套管特殊扣在连接使用过程中出现脱扣,一般尽量使接头的连接效率等于或大于管体的连接效率,故一般螺纹牙齿采用偏梯形,仅在少数情况下采用其他形状的螺纹,如图1。
为了使螺纹连接的应力分布更加均匀,避免出现应力集中,同时能够承受更高的复合抗载能力,一般在螺纹形状的设计加工中,对其齿高、锥度、螺距等参数作以改变。
而承载面角与导向面角范围一般分别在-15°~3°和10°~45°。
1.2螺纹参数螺纹牙上应力分布情况直接影响着接头的连接强度,一般特殊扣设计从螺纹的螺距、锥度、啮合长度等方面入手改善应力集中,延长寿命。
而在众多参数中紧密距一般较难测量,其对螺纹连接承载面干涉状态影响最为明显,每次接头上扣位置的不同对接头螺纹啮合造成的过盈量也是不同的,所以接头螺纹紧密距大小的设计及具体的配合状态是影响接头性能的重要参数。
1.3台肩特殊扣明显不同于API 接头的结构特征就在于存在台肩,因为有了台肩而使特殊扣上扣更加精准,防止出现过扭矩、欠扭矩等现象。
常见几种台肩类型有直角台肩、逆向斜台肩、直角双台肩、圆弧台肩。
(图2)2气密封性在特殊扣开发过程中,接头的气密封性是必须考虑的一个问题。
当前,对特殊扣的气密封设计主要考虑密封结构的设计和密封过盈量的设计。
2.1密封结构特殊扣一般采取金属-金属的密封结构,常见的结构形式如图3所示,在选择密封结构时,不仅关注该密封形式的密封效果是否良好,而且也要注意该结构形式是否易于加工,密封长度是否足够、制造成本如何等因素。

无红磷超薄热缩套管无红磷超薄热缩套管介绍无红磷超薄热缩套管由辐射交联聚烯烃材料制成,理化电气性能优异,适用于高端防火安全与环保要求高的连接件的电绝缘、焊点防锈防腐、机械防护和线束防护等,无红磷超薄热缩套管广泛应用于轨道交通、航空、电子数码产品制造等现代高科技领域,是热缩管的最新型环保升级产品。
无红磷超薄热缩套管特点执行标准:NF F 16-101兼容UL 224无红磷超薄热缩套管热缩倍率:2:1无卤、无红磷、低烟、无毒、柔软、阻燃烟密度≤0.017,毒性指数≤1低阻燃(无磷)和高阻燃(红磷≤1000ppm)两种型号无红磷超薄热缩套管收缩温度:84℃~120℃无红磷超薄热缩套管使用温度:-55℃~125℃环保标准:RoHS、IPC/JEDEC-J-STD-709无红磷超薄热缩套管标准颜色:黑、白、红、黄、绿、蓝,其它颜色可定制无红磷超薄热缩套管技术指标性能指标测试方法/条件拉伸强度≥10.4MPa ASTM D 2671断裂伸长率≥200% ASTM D 2671热老化后拉伸强度≥7.3MPa 158℃×168h热老化后断裂伸长率≥100% 158℃×168h轴向变化率-5%~+5% ASTM D 2671阻燃性VW-1(高阻燃型) UL224耐电压(额定电压300V)1500V,1min不击穿UL 224热冲击无裂纹,无滴落UL 224,250℃×4h 击穿强度≥15kV/mm ASTM D 149体积电阻率≥1014Ω.cm IEC 60093无红磷超薄热缩套管结构示意图无红磷超薄热缩套管规格表规格内径D(mm) 全缩后尺寸(mm) 标准包装(米/盘) 内径d 壁厚wΦ 0.6CB 0.90±0.20.15±0.05≤0.400.25±0.10Φ 0.8CB 1.10±0.20.15±0.05≤0.500.25±0.10Φ 1.0CB 1.40±0.20.15±0.05≤0.650.25±0.10Φ 1.5CB 1.90±0.20.15±0.05≤0.850.25±0.10Φ 2.0CB 2.40±0.20.15±0.05≤1.000.28±0.10Φ 2.5CB 2.90±0.20.15±0.05≤1.300.28±0.10Φ 3.0CB 3.40±0.20.15±0.05≤1.500.28±0.10Φ 3.5CB 3.90±0.20.15±0.05≤1.800.28±0.10Φ 4.0CB 4.40±0.20.15±0.05≤2.000.30±0.10Φ 4.5CB 4.90±0.20.15±0.05≤2.300.30±0.10Φ 5.0CB 5.50±0.20.15±0.05≤2.50.32±0.10Φ 6.0CB 6.50±0.20.15±0.05≤3.00.32±0.10Φ 7CB 7.50±0.30.15±0.05≤3.50.32±0.10Φ 8CB 8.50±0.30.15±0.05≤4.00.32±0.10Φ 9CB 9.50±0.30.15±0.05≤4.50.35±0.10Φ 10CB 10.5±0.3 0.15±0.05≤5.00.35±0.10Φ 11CB 11.5±0.30.18±0.05≤5.50.40±0.10Φ 12CB 12.5±0.30.20±0.05≤6.00.40±0.10Φ 13CB 13.5±0.30.20±0.05≤6.50.40±0.10Φ 14CB 14.5±0.30.20±0.05≤7.00.40±0.10Φ 15CB 15.5±0.40.20±0.05≤7.50.40±0.10Φ 16CB 16.5±0.40.22±0.05≤8.00.40±0.10Φ 17CB 17.5±0.40.22±0.05≤8.50.40±0.10Φ 18CB 18.5±0.40.22±0.05≤9.00.42±0.10Φ 20CB 20.5±0.50.25±0.05≤10.00.45±0.10Φ 22CB 22.5±0.50.25±0.05≤11.00.45±0.10Φ 25CB 25.5±0.50.25±0.05≤12.50.45±0.10注:可按要求订制无红磷超薄热缩套管特殊尺寸及包装。

1.范围1.1本推荐做法是TPCO所产TP系列和API系列套管的起下作业推荐做法。
提供了套管起下作业相对规范作业方法,对避免套管由于不适当使用和不适当的井台操作所造成的绝大部分损坏提供了一个帮助,本推荐做法最终解释权归TPCO所有。
1.2本推荐作法可任何使用TPCO所产的套管的用户使用。
1.3相关标准API SPEC5CT:套管和油管规范最新版API BUL5A2:套管、油管和输送管螺纹脂通报最新版API STD5B:套管、油管和输送管螺纹加工、测量和检验最新版API RP5C1:套管和油管的维护及作用推荐作法最新版API BUL5C2:套管、油管和钻杆使用性能通报是最新版API BUL5C3:套管、油管和钻杆使用性能通报最新版TPCO与油田的相关技术协议TPCO相关内控标准2.套管下井前的准备和套管检验首先是井眼准备:下套管前充分循环清洗井眼,调整处理发送钻井液性能;对易漏井眼提剪报采取预堵漏措施;后效明显的情况下要采取加重措施油气层;井身质量差的井眼下入大直径钻铤钻具组合通井,必要时可以下钻头扩眼,消除阻、卡等复杂情况。
满足以上条件的情况下,方可开展下套管施工。
特别大斜度定向井、水平井、分支井下套管前钻井液加入润滑剂处理,同时在套管中加入套管滚子扶正器非常必要。
2.1到井队现场的所有套管应无API SPEC5CT、API STD5B 以及技术协议所规定的有害缺陷。
2.2套管摆放:到井队现场的所有套管应放在无石头、沙子或污泥(正常钻井泥浆除外)的台架上。
为慎把套管拖入泥土中应重新清洗螺纹。
2.3检查所有的附件(如:转换短节、分级箍、浮鞋、浮箍、悬挂器)应与管柱设计的要求相同。
对来自不同制造厂家的附件,应仔细检查,并且附件材质应与套管材质相同,避免油井后斯作业过程中,因管柱各段材质不同造成管柱腐蚀。
2.4下套管前,应仔细检查吊卡,应仔细检查支承面,是否有均匀磨损。
因为这种磨损可级导致接箍一侧升高,有接箍脱出的危险。
下FOX扣油管-气密封检测作业井场施工程序一、准备工作(一)、油管准备:1、油管到井后,由油管队提前把油管用吊车吊起使接箍朝下,用液压钳按标准扭矩将工厂端丝扣上扣检查,上不动者为合格,否则为不合格,不得入井;2、对合格的油管在场地上按钢级、壁厚,用枕木铺垫摆放整齐,接箍朝向井架,层间错落一个半接箍长度,每根之间用木块隔开,每层摆好后,由井队工程师和油管队人员丈量每根油管的长度且复查两遍,并编制场地号;3、油管队按标准对油管进行通径后将油管的公、母丝扣清洗干净,带上清洗干净的公、母护丝;4、油管入井前,由厂家人员用公、母扣规进行公、母扣满扣定位,并分别做出明显标记,以便在上扣时参考对照。
(二)、设备准备:1、由气密封检测人员和井队人员配合将气密封仪器的定滑轮固定在井架天车下的第一道横梁上,用直径IOmm的钢绳穿过,并与高压氨气管线并联在一起,再用低压软胶管(2Om左右)套上后连接测试仪器2、摆放气密封检测设备的动力部分及氯气瓶在钻台下面,(最好在氢气瓶与动力部分之间安装一套氯气增压装置),离井口10-2Om处,仪表部分安放在钻台的耳房内,操作部分安放在钻台左边气动绞车前面Im处。
安装、检查、连接全套气密封装置(井队提供水源和电源)且调试合格3、油管队人员在井架左边离钻台面高约IOm处安装油管扶正台(即猴台)并固定牢靠,要求扶正台的操作栏可上、下,前、后移动。
4、油管队人员安装液压动力泵及液压钳(井队液气大钳吊下钻台),扭矩仪安放在钻台的耳房内,把下卡盘操作台安放在钻台左侧的架腿边。
检查、连接并调试合格。
待完井工具全部入井后正式下油管时,再安装液动下卡盘及井口操作平台。
5、50t吊车就位,调好起吊高度后待令,油管队准备好两根布吊带,一端固定在吊车的小钩上待用,备一根长30m的导向绳连接在一根吊带的另一端。
6、井队把压缩空气及水管线拉上钻台备用。
(三)、工具准备:1、由华油技术人员与井队工程师做好管柱设计并由监督审核、签字批准,华油公司的入井工具串在天津按上扣标准将工具本身的连接丝扣上紧,并做气密封试压合格。