统计公差分析方法概述
- 格式:docx
- 大小:10.66 KB
- 文档页数:2
统计公差分析方法概述公差分析是设计和制造过程中的重要环节,用于评估产品的尺寸和形状的变化并确定其质量要求。
它帮助确定制造过程中允许的变化范围,以确保产品的功能和性能满足设计要求。
下面是公差分析方法的概述:1.公差概念和术语:公差是表示产品尺寸和形状变异的一种度量,是设计要求和制造能力之间的差异。
了解公差的基本概念和术语对于进行有效的公差分析非常重要。
例如,公差带、公差上限、公差下限、公差等级等。
2.公差链:公差链是将不同部件的公差延伸到整个产品装配中的一种方法。
通过分析公差链,可以确定整个装配的总体公差,并评估其对产品性能的影响。
公差链分析通常采用功能环或冗余环的方法。
3.公差配合:公差配合是指零件之间在装配时的相互作用。
公差配合分析可以确定零件之间的配合方式,并对其作用进行评估。
常见的公差配合包括配合间隙、过盈配合和间隙配合等。
4. 公差分析工具:公差分析通常使用一些专门的工具来辅助。
例如,一维公差分析工具(如Matlab、Excel等)用于分析单个尺寸的公差,根据统计数据计算出尺寸的上下限。
使用二维和三维CAD软件进行公差堆叠分析,可以在装配设计阶段模拟零件堆叠时产生的误差变化。
5.公差分配:公差分配是将总体公差分配给不同的零件以实现装配要求的过程。
公差分配通常基于设计要求、制造能力和装配要求等考虑因素。
公差分配需要根据装配关系和功能要求来确定每个零件的公差。
6.公差检验:公差分析的最后一步是进行公差检验,以确保产品的尺寸和形状在规定的公差范围内。
公差检验可以通过测量和检测工具来进行,例如卡尺、测量仪器、投影仪等。
公差检验是确保产品质量和性能的关键步骤。
7.公差优化:公差优化是指通过优化公差的分配和设计来最小化产品的尺寸和形状变化,以提高产品的质量和性能。
公差优化可以通过使用计算机辅助设计(CAD)软件和专业的公差优化工具来实现。
总之,公差分析是设计和制造中的关键环节,有助于确保产品质量和性能满足要求。
统计公差分析方法概述(2012-10-23 19:45:32)分类:公差设计统计六标准差统计公差分析方法概述一.引言公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
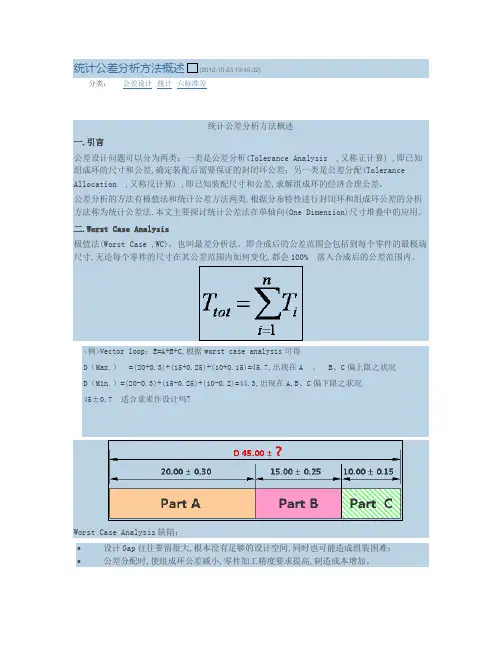
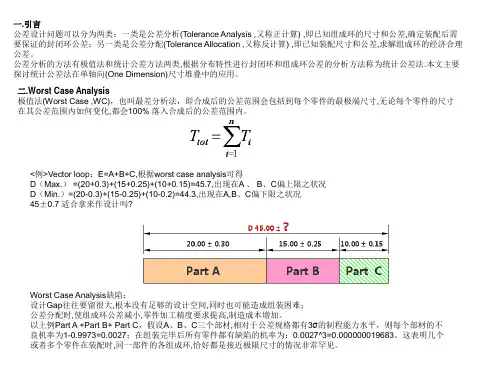
二.Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况45±0.7适合拿来作设计吗?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。
统计公差分析方法概述一、引言公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。
公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
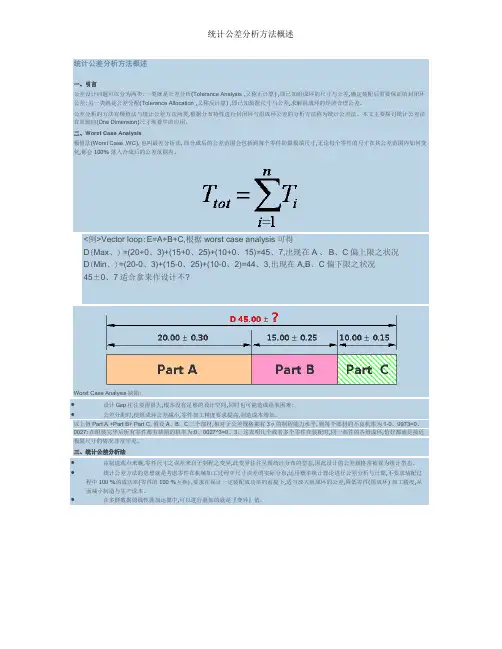
二、Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况45±0、7适合拿来作设计不?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。
三、统计公差分析法•由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
公差分析报告基本知识公差分析是工程设计中非常重要的一项技术,它主要用于确定产品制造过程中所允许的尺寸变差范围,以保证产品在使用过程中的正常功能。
本篇文章将介绍公差分析的基本知识,包括公差的定义、公差的类型、公差的表示方法、公差链和公差分析方法等内容。
一、公差的定义公差是指将产品实际尺寸与设计尺寸之间的差值,它是制约产品功能和性能的重要因素。
公差是在设计阶段就需要考虑和确定的,通过公差的控制可以保证产品在制造和使用过程中的稳定性和可靠性。
二、公差的类型1.一般公差:是指对于产品的一般尺寸,根据所处的尺寸量级和表面质量要求而规定的公差。
2.几何公差:是指控制产品几何形状和位置关系的公差,包括平面度、圆度、圆柱度、直线度、平行度、垂直度等。
3.形位公差:是指产品形状和位置关系的公差,包括位置公差、姿态公差、形位公差、轴向公差等。
4.配合公差:是指对于产品的配合尺寸,根据配合要求而规定的公差,包括间隙、过盈和配合紧度等。
三、公差的表示方法公差的表示方法主要有四种:1.加减公差法:即在设计尺寸基础上,通过加减法确定上下限公差。
2.限界公差法:即在设计尺寸基础上,通过上限和下限值确定公差范围。
3.基础尺寸法:即以一个基础尺寸作为基准,通过加减公差法确定其他尺寸的上下限公差。
4. 数值公差法:即通过数值来表示公差的大小,如0.01mm、0.1mm 等。
四、公差链公差链是指产品由多个零件组成时,各个零件公差相加所形成的总公差。
在进行公差分析时,需要考虑到各种公差之间的相互关系和叠加效应,以保证整体装配的精度和可靠性。
五、公差分析方法公差分析有多种方法,主要包括:1.构造法:根据零件的功能要求,通过构造关系和尺寸链的分析,确定零件的公差。
2.统计法:通过对产品和工艺数据的统计分析,确定公差的适用范围和控制要求。
3.模拟法:通过建立数学模型,模拟产品在设计和制造过程中的变化和误差,分析公差对产品性能的影响。
4.比较法:通过对已有样品或标准件的测量和分析,确定公差的适用范围和控制要求。
公差数据处理与分析技巧公差数据处理与分析技巧公差是指在制造过程中,由于各种原因造成的产品尺寸、形状、位置等方面的偏差。
准确地处理和分析公差数据对于确保产品质量和满足设计要求至关重要。
下面将介绍一些公差数据处理与分析的技巧。
首先,对于公差数据的处理,我们需要进行数据的收集和整理。
在制造过程中,我们需要收集每个产品的测量数据,包括尺寸、形状、位置等方面的数据。
这些数据需要按照一定的规范进行整理和记录,以便后续的分析和处理。
其次,我们需要对公差数据进行统计和分析。
统计分析能够帮助我们了解产品的制造过程中存在的问题,并找到解决问题的方法。
常用的统计分析方法包括均值、标准差、概率分布等。
通过对公差数据的统计分析,我们可以了解产品的尺寸偏差的分布情况,以及存在的异常情况。
此外,我们还需要进行公差数据的可视化处理。
可视化处理可以帮助我们更直观地了解公差数据的分布情况和变化趋势。
常用的可视化处理方法包括绘制直方图、散点图、箱线图等。
通过对公差数据的可视化处理,我们可以更加清楚地了解产品的尺寸偏差的分布情况,以及存在的异常情况。
最后,我们需要对公差数据进行合理的解释和应用。
在处理和分析公差数据的过程中,我们需要根据产品的设计要求和使用环境,对公差数据进行合理的解释。
通过合理解释公差数据,我们可以为产品的制造过程提供合理的指导和改进措施。
综上所述,公差数据处理与分析技巧对于确保产品质量和满足设计要求至关重要。
通过对公差数据的收集、整理、统计、分析和可视化处理,我们可以更好地了解产品的尺寸偏差情况,为产品的制造过程提供合理的指导和改进措施。
公差数据处理与分析技巧不仅可以提高产品的质量,还可以提高制造效率,降低成本,提升企业的竞争力。
公差计算方法在工程设计和制造过程中,公差是一个非常重要的概念。
公差是指零件尺寸和形状的允许偏差范围,它能够确保零件在装配时能够正常工作。
因此,正确的公差设计和计算对于产品质量和性能至关重要。
本文将介绍公差的基本概念以及常见的公差计算方法。
一、公差的基本概念。
1. 公差的定义。
公差是指零件尺寸和形状允许的最大偏差范围,通常用上下偏差表示。
上偏差是指零件尺寸允许的最大偏大值,下偏差是指零件尺寸允许的最大偏小值。
公差一般由基本尺寸、上偏差和下偏差三部分组成。
2. 公差的作用。
公差的作用是确保零件在装配时能够正常工作。
合理的公差设计能够保证零件的互换性和装配性,避免因尺寸偏差过大而导致的装配困难或功能失效。
二、公差计算方法。
1. 最大材料条件法。
最大材料条件法是一种常用的公差计算方法。
它是根据零件的最大材料条件来确定公差的上下偏差。
最大材料条件是指零件尺寸取最大值时的状态,通常用最大实体尺寸表示。
2. 最小材料条件法。
最小材料条件法是另一种常用的公差计算方法。
它是根据零件的最小材料条件来确定公差的上下偏差。
最小材料条件是指零件尺寸取最小值时的状态,通常用最小实体尺寸表示。
3. 统计公差法。
统计公差法是一种基于统计学原理的公差计算方法。
它通过对零件尺寸的统计分析,确定公差的上下偏差,以确保在一定的概率范围内零件能够正常工作。
4. 累积公差法。
累积公差法是一种考虑多个零件装配后公差叠加影响的公差计算方法。
它通过对多个零件公差的叠加影响进行分析,确定装配后零件的总公差范围。
三、公差计算的注意事项。
1. 根据零件的功能和装配要求确定合理的公差范围。
2. 考虑材料和加工工艺的影响,选择合适的公差计算方法。
3. 在公差设计和计算中,应充分考虑装配误差和使用环境的影响。
4. 对于关键零件和高精度零件,应进行严格的公差控制和检验。
结语。
公差的正确设计和计算对于产品质量和性能具有重要影响。
合理的公差范围能够确保零件在装配和使用过程中能够正常工作,提高产品的可靠性和稳定性。
统计公差分析方法概述公差分析方法是一种用于确定产品或系统中各种因素之间的相互关系和限制的工程方法。
它被广泛应用于各种制造和设计领域,包括机械、电子、航空航天、汽车等。
公差分析的目标是确保产品或系统在正常运行条件下能够满足设计要求。
本文将概述几种常见的公差分析方法。
一、基本术语和概念在介绍具体的公差分析方法之前,有必要先了解一些基本术语和概念。
1. 公差(Tolerance):公差是指在设计和制造过程中所允许的误差或偏差范围。
公差可以是线性的,也可以是角度的。
2. 上限(Upper Limit)和下限(Lower Limit):上限是指公差范围的最大值,下限是指公差范围的最小值。
3. 偏差(Deviation):偏差是指产品或系统与其设计要求之间的差异。
4. 平均值(Mean):平均值是指一系列测量值的算术平均数。
5. 标准偏差(Standard Deviation):标准偏差是指一系列测量值与其平均值之间的平均差异。
6. Cp和Cpk指数:Cp指数是指一个过程的上下限规格范围与标准差之比。
Cpk指数是指一个过程的上限或下限与该过程能够达到的最大或最小值之间的差异与三倍的标准差之比。
二、公差分析方法1. 极差法(Range Method)极差法是一种简单直观的公差分析方法。
它通过测量一系列零件或产品的最大值和最小值来确定公差范围。
极差(Range)= 最大值 - 最小值优点:简单易懂,容易理解。
缺点:只考虑了最大值和最小值,没有考虑其他测量值的变化情况。
2. 平均偏差法(Average Deviation Method)平均偏差法是一种计算平均偏差和标准偏差的公差分析方法。
它可以提供关于产品或系统的整体偏差情况的信息。
平均偏差(Average Deviation)= 所有测量值的总和 / 测量值的个数标准偏差(Standard Deviation)= 各个偏差值与平均偏差之差的平方和的平均数的平方根优点:考虑了所有测量值的变化情况,能够提供更准确的分析结果。
公差计算方法
公差计算方法是算数统计中重要的计算概念。
它是用来描述一个等差数列的连续的差值的一种计算方法。
一般而言,公差的计算可以是:令t1, t2, t3... tn(n≥2)为一个等差数列中的n个项,则t2-t1,t3-t2,…,tn-tn-1所表示的n-1个差值都相等,这n-1个相等的差值即为该等差数列的公差。
若要根据一个等差数列中的任意两项计算出公差,可以首先把等差数列表示为:t1,t1+d,t1+2d,t1+3d,...,t1+nd,其中d即为公差,然后根据实际已知的数据,把其中的两项替换为所给的任意两项,将其根据等式的形式表示出,最后以d的形式解出,即可求出该数列的公差。
例如,有等差数列3,5,7,9,11,要求其公差,可以把上述数列表示为t1,t1+d,t1+2d,t1+3d,t1+4d,则把t1=3,t1+4d=11替换为给定数列中的两项,即3+4d=11,以d的形式解出,得到d=2,即该数列的公差为2。
由此可见,计算公差的方法有多种,但最重要的是要根据实际情况确定计算方式,并用公式正确表示,将求出的公差应用到实际生活当中,为精确地计算出数据服务。
统计公差分析方法概述(2012-10-23 19:45:32)分类:公差设计统计六标准差统计公差分析方法概述一.引言公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况45±0.7适合拿来作设计吗?Worst Case Analysis缺陷:•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。
分类:?公差设计统计六标准差
统计公差分析方法概述
一.引言
公差设计问题可以分为两类:一类是公差分析(Toleranee Analysis ?,又称正计算),即已知组成环的尺寸和
公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Toleranee Allocation ?,又称反计算),即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统
计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis
极值法(Worst Case,WC ),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸无论
每个零件的尺寸在其公差范围内如何变化,都会100% ?落入合成后的公差范围内。
<例>Vector loop : E=A+B+C,根据worst ease analysis 可得
D( Max.)?=(20+0.3)+(15+0.25)+(10+0.15)=45.7,岀现在A?、?B、C 偏上限之状况
D ( Min.) =(20-0.3)+(15-0.25)+(10-0.2)=44.3, 岀现在A,B、C 偏下限之状况
45 士0.7 ?适合拿来作设计吗?
Worst Case An alysis 缺陷:
•设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
•公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C ,假设A、B、C三个部材,相对于公差规格都有 3 的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027 ;在组装完毕后所有零件都有缺陷的机率为:
0.0027人3=0.000000019683 。
这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限
尺寸的情况非常罕见。
三.统计公差分析法
•由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
•统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换),要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环)?加工精度,从而减小制造和生产成本。
• 在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
四.方和根法
计算公式(平方相加开根号)
假设每个尺寸的?Ppk?指标是1.33并且制程是在中心
•公差合成后所得的公差范围缩小了,对设计者而言,较小的公差范围意味着较准确的组装与配合,累积下来的误差也会减少。
•在公差分配的情况时,每个零件所得到的公差范围变大了,对制造者而言,较大的公差范围意味着较容易制作及控制生产质量,有利于制造者。
使用RSS的假设条件
•使用RSS统计公差分析方法的前提是,制造加工出来的零件尺寸数值是比较集中于中心值,输出呈正态
分布
• ?如果公差叠加分析里面一个单独的公差是在土 3 b的过程控制下生产的,那么RSS公差叠加分析的结果也是代表了土3b也就是说,输入的过程控制等级也代表了输出的工程控制等级
五.六标准差分析
•在实际当中,更加有可能的是用来制造公差叠加分析里面的特征的制程通常都没有控制在同一个等级
.
公差分析里面的公差有可能是有几个是土 2 b,有几个是土 3 b。
•六标准差分析:允许每个组立部件有不同的制程水平,甚至是不同的分布型态。