锡炉操作规程
- 格式:xls
- 大小:1.85 MB
- 文档页数:2
锡炉作业操作规程(ISO9001-2015/ISO45001-2018)一、目的规范锡炉之使用。
二、范围凡本作业提及之锡炉均属之。
三、使用步骤1.操作前二小时,须将锡电热开关打开,使其加热,有铅温控开关设定为250℃±5℃。
实际锡温须为设定值的±5℃之间,作业前须使用仪器测量锡面温度是否在设定值的±5℃之内。
2.操作前二小时,须将锡电热开关打开,使其加热,无铅温控开关设定为260℃±5℃。
实际锡温须为设定值的±5℃之间,作业前须使用仪器测量锡面温度是否在设定值的±5℃之内。
3.操作前三十分钟,须将电热器打开,以温度电表测试PCB之板温达到客户产品之要求,并使锡炉内之PCB能达到工作温度,并记录于《锡炉使用记录表》内。
4.为免洗制程,则须调整喷头往反速度之压力及喷头喷雾压力和喷量及FLUX 之酸值,并记录于《锡炉使用记录表》。
5.使用时依各机板之需求调整各项参数,使成品达到最佳状况。
6.使用二小时后,需将锡槽中之锡渣捞除,并加入适量锡条,使锡面维持正常高度。
7.1使用完毕后:首先将锡波关闭,捞除锡渣并加入适量之锡条,使第二日能立即使用,然后泄下助焊剂、清洗助焊剂槽,再将滚筒净泡于纯稀释中。
7.2使用完毕后:首先将锡波关闭,捞除锡渣并加入适量之锡条,使第二日能立即使用。
然后泄下喷头,用清洁剂+AIR清洁并检查滤心是否需要更换及拆下吸风罩滤网,将吸风罩滤网净泡于纯稀释中。
8.关闭电热器开关。
并依需求设定定时开关,使其能自动工作,以发挥减少人力之能力。
9.各项范围值配合客户需求或视机种如下:a、转速:1.3M/min-2.3M/min。
b、流量:40CC/MIN-60CC/MIN。
c、喷头往返速度压力:0.2㎏/cm2-0.8㎏/cm2(适用于B线)。
d、喷头喷雾压力:0.05㎏/cm2-0.15㎏/cm2(适用于B线)e、预热温度前段300℃±50℃;后段330℃±50℃。
锡炉操作规程一、引言锡炉是一种重要的工业设备,被广泛应用于电子、五金、化工等行业。
为了确保操作安全、提高生产效率,制定锡炉操作规程非常必要。
本文将详细介绍锡炉操作规程,以指导操作人员正确使用锡炉,确保操作的安全和高效。
二、操作前准备1. 巡检:操作人员在每次使用锡炉之前,必须进行全面巡检,检查炉体、电源、传感器、控制器等是否正常工作,并确保没有异常或损坏。
2. 清洁:清洁锡炉内部和外部表面,确保无杂物和污垢,以免影响正常运转和产品质量。
3. 供应电源:确认电源稳定,电压符合锡炉要求,并进行接地保护。
三、开机操作1. 打开电源:按照电源开关上的标识操作,确保电源供应稳定。
2. 预热:根据生产要求和锡炉型号,设定预热温度和时间。
在预热过程中,不要打开锡炉门,以免影响温度稳定性。
3. 装载材料:根据产品要求,将需要处理的材料放入锡炉,并确保材料均匀摆放,避免互相堵塞。
4. 关上锡炉门:确保锡炉门紧密关闭,以防止热能的损失。
四、生产操作1. 温度调节:根据产品要求,设置合适的温度和时间。
在操作过程中,应逐步增加或减少温度,避免温度变化过大。
2. 熔化锡液:在达到设定温度后,锡炉开始熔化锡液。
操作人员应时刻关注锡液的温度,避免过热或过冷。
3. 添加助剂:根据工艺要求,按指定比例和时机,添加必要的助剂。
操作人员必须确保添加过程准确、安全,以避免损坏锡炉和影响产品质量。
4. 观察和控制:操作人员应时刻观察锡炉内的运行情况,并根据需要调整温度和时间,确保产品的质量和生产效率。
5. 安全保护:在操作过程中,操作人员必须穿戴好防护装备,特别是对于熔化锡液的操作,需要佩戴耐高温手套和护目镜等防护用具。
五、关机和维护1. 关机前准备:在关闭锡炉前,将温度调节至适宜的范围,以免过快冷却或过度加热。
将锡炉内的未使用完的锡液储存起来,避免浪费。
2. 关闭电源:按照操作要求,依次关闭锡炉各项电源和控制设备。
3. 清洁和维护:关机后,及时清洁锡炉内外表面的残留物和杂质。
熔锡炉安全操作规程
1、首先插好电源AC220V,熔锡炉上温度时间:春、夏为50分钟,秋、冬为60分钟.熔锡炉的温度规定在260℃--280℃时方可浸焊,如有起温现象请速加未熔化焊锡条1---2根,观察熔锡炉温控表如果出现异常现象立即切断电源进行维修。
严格控制熔锡炉温度、过高过低时要及时调整
2、当熔锡炉得温度处在260℃--280℃时、首先将插好的灯板、按不同的分类进行浸焊。
3、将助焊剂到人专用的盆子里、要求装好助焊剂的盆与熔锡炉相隔距离20---30mm。
4、熔锡炉温度达到260℃以上时将插好的灯板用夹子夹稳灯板、然后浸入助焊剂(要求插好灯板的灯脚朝下与PCB板浸入助焊剂深度为1.5mm灯板浸入助焊剂时间为1—2秒钟。
5、将浸好助焊剂的灯板在再熔锡炉里进行上锡、上锡时要求手拿稳夹子、夹稳灯板不能抖动、灯板上锡时间为1—4秒钟灯板上好锡后迅速回到助焊剂进行降温处理。
然后放入周转筐,做好记录和标识、打扫干净工作台面及熔锡炉周边卫生后关掉熔锡炉电源开关。
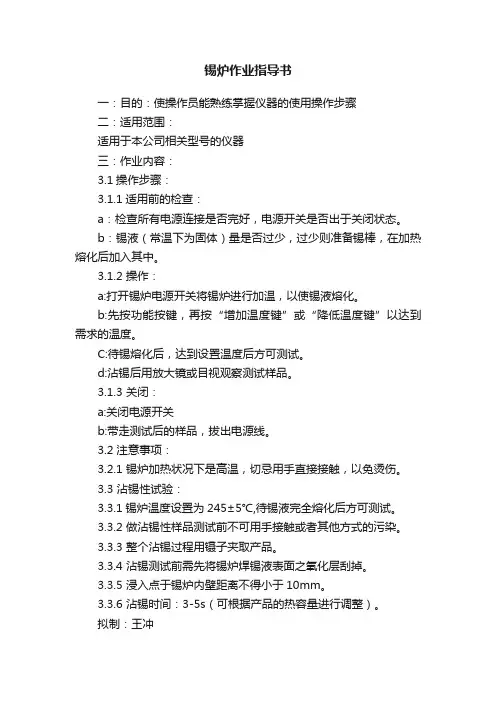
锡炉作业指导书
一:目的:使操作员能熟练掌握仪器的使用操作步骤
二:适用范围:
适用于本公司相关型号的仪器
三:作业内容:
3.1操作步骤:
3.1.1适用前的检查:
a:检查所有电源连接是否完好,电源开关是否出于关闭状态。
b:锡液(常温下为固体)量是否过少,过少则准备锡棒,在加热熔化后加入其中。
3.1.2 操作:
a:打开锡炉电源开关将锡炉进行加温,以使锡液熔化。
b:先按功能按键,再按“增加温度键”或“降低温度键”以达到需求的温度。
C:待锡熔化后,达到设置温度后方可测试。
d:沾锡后用放大镜或目视观察测试样品。
3.1.3 关闭:
a:关闭电源开关
b:带走测试后的样品,拔出电源线。
3.2 注意事项:
3.2.1 锡炉加热状况下是高温,切忌用手直接接触,以免烫伤。
3.3 沾锡性试验:
3.3.1锡炉温度设置为245±5℃,待锡液完全熔化后方可测试。
3.3.2 做沾锡性样品测试前不可用手接触或者其他方式的污染。
3.3.3 整个沾锡过程用镊子夹取产品。
3.3.4 沾锡测试前需先将锡炉焊锡液表面之氧化层刮掉。
3.3.5 浸入点于锡炉内壁距离不得小于10mm。
3.3.6 沾锡时间:3-5s(可根据产品的热容量进行调整)。
拟制:王冲
电源开关
电源指示灯
锡炉
温度显示屏
功能键降低温度键增加温度键。
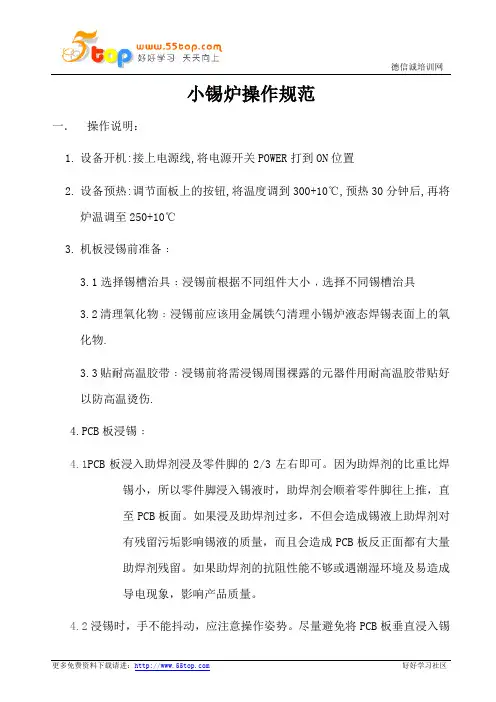
小锡炉操作规范一.操作说明:1.设备开机:接上电源线,将电源开关POWER打到ON位置2.设备预热:调节面板上的按钮,将温度调到300+10℃,预热30分钟后,再将炉温调至250+10℃3.机板浸锡前准备﹕3.1选择锡槽治具﹕浸锡前根据不同组件大小﹐选择不同锡槽治具3.2清理氧化物﹕浸锡前应该用金属铁勺清理小锡炉液态焊锡表面上的氧化物.3.3贴耐高温胶带﹕浸锡前将需浸锡周围祼露的元器件用耐高温胶带贴好以防高温烫伤.4.PCB板浸锡﹕4.1PCB板浸入助焊剂浸及零件脚的2/3左右即可。
因为助焊剂的比重比焊锡小,所以零件脚浸入锡液时,助焊剂会顺着零件脚往上推,直至PCB板面。
如果浸及助焊剂过多,不但会造成锡液上助焊剂对有残留污垢影响锡液的质量,而且会造成PCB板反正面都有大量助焊剂残留。
如果助焊剂的抗阻性能不够或遇潮湿环境及易造成导电现象,影响产品质量。
4.2浸锡时,手不能抖动,应注意操作姿势。
尽量避免将PCB板垂直浸入锡液,当PCB板垂直浸入锡面时,易造成元件浮高。
另外容易产生“锡爆”(轻微时会有“扑”“扑”的声音,严重的会有锡液溅起。
主要原因是PC板浸锡前未经预热。
当PCB板上有零件较为密集时,会有冷空气遇热迅速膨胀。
从而产生锡爆现象)。
正确操作应是将PCB板与锡液表面呈30°斜角浸入,当PCB板与锡液接触时,慢慢向前推动PCB板,使PCB板与液面呈垂直状态,然后以30°角拉起.如果元件不规整、不到位,则用手加以调整后再上锡。
用夹子夹紧板,不能将板掉入锡炉4.3浸板时间约1~2秒钟。
浸锡完毕后﹐待机板冷却25-35秒钟后,拆下所贴防焊胶带.二.注意事项:1易燃易爆物品严禁靠近小锡炉.2操作时,配带静电手环,高温手套及护目眼镜.3操作时,人员保持与锡炉20CM的距离,以防烫伤.4注意做好小锡炉7S,以确保PCBA的焊接质量.5浸锡时注意不要将松香水滴入浸锡炉内,以免引起火灾6.工作完毕及时断电停炉,清理卫生。
编号:GR-QS-05
浸锡操作规范
一、目的:
为了明确生产设备的使用规范,保证生产安全有保障,确保生产产品的质量合符有关标准。
二、适用范围:
浸锡工序。
三、操作规程:
1.锡炉每天定时在上班前1小时自动开机。
2.检查锡炉各电器是否能正常工作,锡炉地线连接是否良好,各相关指示灯亮是否点亮,保证生产的安全。
3.将助焊剂倒入容器中,助焊剂距离浸锡炉20公分,保证生产环境通风、排气避免因过热引起助焊剂燃烧。
4.将锡炉温度调节器调到240-300℃之间,浸锡不得超过3秒,避免对不耐热元件的损坏。
5.定期一天清洁一次锡炉,每天最后一次下班为清洁时间。
6.每天两次用温度检测仪检测锡炉中的温度是否符合生产要求。
7.每天生产时必须戴上劳工手套。
编制:审核:批准:。
锡炉安全操作规程
编号:
1、锡炉操作人员必须经过培训,考核合格,持上岗证上岗作业。
2、锡炉为高温仪器作为可焊性试验的使用设备,在做可焊性测试时温度高达288℃,在使用时或添加锡条时必须戴好围裙、袖套、口罩、面罩、防烫手套等劳保用品。
未经管理负责人允许,不得私自操作锡炉。
3、测试过程中需要将试样完全浸入助焊剂5-10S,垂直放置约30-60S,然后用碎布除掉表面多余的助焊剂,在1-5min 的时间内按照客户需要参数进行可焊性测试。
刮净锡渣将试样水平夹住,稍微倾斜,进入锡槽,浸入锡约10mm,然后水平缓缓移动,至稍微倾斜移动出锡槽。
待样板冷却至室温后,洗净﹑吹干方可作目视检查。
4、锡炉使用完后,需等待温度降低到常温,才能清理锡渣和设备保养。
5、锡炉使用完需要将炉内浮在助焊剂残留清洁干净避免持续产生烟雾。
6、在进行上锡作业过程中,应缓慢将测试品放入锡炉,如需翻动应缓慢,以免锡水溅出伤人。
7、有铅锡板严禁在无铅锡炉中做试验;金板、抗氧化板等严禁在有铅锡炉中试验;试验用的相关工具必须严格区分开,防止交叉感染锡炉,添加锡条注意不可加错。
8、在作业过程中清理锡渣时要小心,不能大意及用力过大铲到锡缸中的锡水,避兔锡水飞溅,灼伤身体。
9、锡炉锡料添加量不得超过锡炉设计容量的80%
10、作业前必须打开抽风。
11、锡炉周边不得放置水、可燃物等物品,作业前必须检查。
12、下班或放假前,应提前关闭锡炉电源,检查锡炉周边环境,清理可燃物,待温度降低到安全温度,方可下班离开。
*** 有限公司
2023年09月08日
编制:会签:审核:批准:
编号:XDGC-060-A01。
喷流式锡炉安全操作规程
安全操作规程是防止人身、设备事故发生,使生产顺利进行的必要措施。
凡本工种操作人员,必须严格遵守下列规定:
1.使用前检查接地是否良好和电缆有无破损,在确认正常后,方可合上供
电开关进行操作。
2.向右转动电源开关锁,电源指示灯亮(红色)表示电源已接通,此时电
压表读数为380V。
3.把自动-手动转换开关手柄置于手动位置,此时加温指示灯亮(绿色)表示开始加温。
4.按产品操作说明书设定温度控制器的温控值,一般在230℃~270℃范围
内;温控器上排数字为实际值,数值下排数字为设定温度值。
5.当熔锡指示灯亮后,可按下蓝色按钮启动喷流电机,喷流系统开始工作,
旋转喷流电机旁的调速手柄可调节喷流的高低。
(顺时针加高)当按下蓝色按钮后电机不转,要立即按下红色按钮切断喷流电机电源,待故障
排除后,再行开机操作。
6.由于欠温保护的作用,熔锡指示灯未亮前,即使用按下蓝色按钮,喷流
电机不起动以及在操作过程中,当实际温度低于设定10℃时,熔锡指示
灯熄灭。
喷流电机停转均是正常现象;同时喷流电机未起动前勿转动调
速手柄。
7.关机时要先按红色按钮,让喷流电机停止运转后,才能切断电源关机。
8.如要使用自动档时,可按操作说明书设定时间控制器的控制程序,其余
操作按1~7条进行。
锡炉安全操作规程
1.操作规程及注意事项:
1-1、调节锡炉高度为80cm,对准抽烟斗放置;
1-2、闭合总电源开关,然后将锡炉开关及定时器开关调节至“ON”位置上,再进行定时调节。
使用到下班时关闭,上班前60分钟启动。
1-3、观其电流表指针指向15A位置上,则为正常发热状态。
1-4、调节锡炉温控为260℃~280℃。
1-5、把锡条放置锡炉内,但锡不宜太满,应离炉面10mm为宜。
1-6、操作之前必须用量程高于300℃的温度计进行温度检测;
1-7、锡炉操作员每天对使用的锡炉温度进行周期测量,即每隔4小时测量一次并记录测量结果,以保证锡炉运转符合规定要求;
1-8、在操作过程中因锡条内焊有杂质,造成炉面不干净,须予清除后才可进行。
2.维护保养:
2-1、定期检查定时功能,温控温度是否正常;
2-2、视其电流表指针是否指向10A的位置上,假使指向8A的位置上,证明发热丝被烧断一条,应进行更换;
2-3、要注意炉面周围清洁,要远离易燃物品。
版本号:A0文件编号:WI-SC-006主题锡炉的操作规程页改次:1页码:第1页共1页编制审核批准受控印章4.4.作业时,手不能抖动,如果试样不规整、不到位,则用手加以调整后再浸锡,可用夹子夹紧试样, 不能将试样掉入锡炉中;A、可焊性:检测试样是否好上锡,实测温度控制在250°~270°之间;B、耐焊性:检测试样的镀层是否耐温,在高温下做业是否掉镀层、或严重起泡、发黄,试验温度 控制在320°~350°之间;3.2.操作员在做完试验后需清走仪器表面的锡渣,时刻保持仪器的表面卫生,增加其使用寿命;4.操作方法及注意事项3.3.用完后归位放置,如使用的过程中发现仪器出现故障,第一时间上报,并填写《设备维修单》进 行维修。
4.3.插上电源约40分钟,浸锡炉内的锡块已经熔化,用探温计点检锡炉内的温度,是否达到设定温度;4.7.作业时,类似玻璃管等易出现爆破的物品禁止投入锡炉中;2. 使用范围1、图示: 该设备适用于测试需上锡产品的可焊性、耐焊性。
3. 职责3.1.每天对仪器进行点检、保养,以确保其准确性;4.2.根据试样的要求、温度标准,将温度参数调到所需温度:4.10.工作完毕及时断电停炉,清理作业台面的锡渣及其四周卫生,保持现场整洁、安全。
4.1.开始工作前,将电源插插在220V的电源插座中,打开电源开关,检查锡炉是否加上电,红灯是否 闪亮,闪亮则表示正常运转,正在升温。
4.5.做好“首三检”,确定试样件符合质量要求后再开始正常操作,坚持自检,发现问题及时改进 或调整;4.9.锡炉温度限制:该仪器的使用温度控制在≥230°≤450°范围内,禁止违法操作;4.8.锡炉工作时,试验员不得离开工作现场做其它事情,避免长时间高温溶烧至锡炉烧干而损坏仪器, 严重时可能导致仪器爆炸;4.6.浸锡时,试样不要粘过多的松香水,以免因松香水太多,引起溶锡外溅,而造成高温烫伤;锡炉实温电源开关自动保护保险管位参数微调温度点测、试样浸锡处电源插座。
2023年焊锡炉操作规程第一章总则第一条为了保障焊工和设备的安全,提高焊接质量和效率,制定本操作规程。
第二条本规程适用于2023年开始使用的所有焊锡炉的操作。
第三条焊锡炉的操作人员必须接受相关培训,熟悉本规程的要求,并执行。
第四条操作人员必须遵守相关国家和地方的安全、环保和劳动法规。
第五条操作人员必须熟悉焊锡炉的结构和性能,了解焊接工艺参数和操作方法。
第二章设备安全第六条操作人员在操作焊锡炉前,必须检查设备的工作状态,确保设备正常。
第七条操作人员必须定期保养焊锡炉,确保设备的正常运行,包括清洁和润滑等。
第八条操作人员必须确保焊锡炉周围的通风环境良好,防止有害气体对人体的危害。
第九条操作人员必须遵循焊锡炉的安全操作规程,减少事故和火灾的发生。
第十条操作人员在离开焊锡炉时,必须关闭所有电源,避免电器事故的发生。
第三章焊接操作第十一条操作人员在进行焊接操作前,必须确保工作区域整洁,消除安全隐患。
第十二条操作人员必须穿着适合的个人防护装备,如防火服、防护面罩等。
第十三条操作人员必须选择适当的焊接工艺参数,确保焊接质量和效率。
第十四条操作人员必须将焊件固定在焊架上,以确保焊接过程的安全和稳定。
第十五条操作人员必须使用适当的焊接材料和焊接剂,避免对人体和环境造成危害。
第十六条操作人员必须掌握焊锡炉的操作方法,包括温度调节、焊接时间控制等。
第十七条操作人员必须严格遵守焊接操作规程,不得擅自调整焊接参数。
第十八条操作人员在焊接过程中必须保持专注,防止疲劳和distraction。
第十九条操作人员在焊接过程中必须遵守相关安全规范,如禁止在焊接区域吸烟等。
第四章废弃物处理第二十条废弃焊锡必须按照相关规定进行分类、包装和标识。
第二十一条废弃焊锡必须存放在专用储存区域,避免对环境造成污染。
第二十二条废弃焊锡必须由专业单位进行处理、回收和处置。
第五章操作人员培训第二十三条新进操作人员在接受操作培训前,必须了解本规程的要求,并签署保证书。
锡炉操作规程锡炉是一种用于加热或熔化锡的设备,通常用于制造或修理锡片、铅板等。
使用锡炉需要遵守一定的操作规程,以确保安全和效率。
以下是一份锡炉操作规程,供参考。
一、锡炉的准备工作1. 确认锡炉周围没有易燃物品,保持通风良好。
2. 检查锡炉的工作状态,确保其正常运转。
3. 检查锡炉内的燃料供应情况,必要时加燃料。
4. 准备好需要加工的锡片或铅板等材料。
二、锡炉的操作1. 开启锡炉的电源或气源,调节燃料供应量,使锡炉内火焰达到合适的温度。
2. 将需要加工的锡片或铅板等材料放入锡炉内,注意不要将材料放得过多或过少,以免影响加工效率。
3. 监测锡炉内的温度,调节火焰大小和燃料供应量,以确保温度稳定在所需范围内。
4. 当锡片或铅板等材料熔化后,使用适当的工具进行加工,如将铅板浇注成型等。
5. 在加工过程中,要保持锡炉周围干燥,避免材料熔化后产生水分蒸发导致环境潮湿。
6. 当工作结束时,关闭锡炉的电源或气源,清理锡炉内的残留材料和灰烬。
三、安全措施1. 使用锡炉必须穿戴适当的防护装备,如手套、面罩等。
2. 锡炉周围不得堆放易燃物品或易爆物品。
3. 在使用锡炉时,要随时关注锡炉内的火焰是否正常,是否有异常情况发生。
4. 在灭火器、扑克等消防工具附近设置易于取用的位置。
5. 在炉子下面放置防火物资,随时做好应急处理准备。
总之,使用锡炉需要严格遵守操作规程,以确保操作的安全和效率。
如果发现任何异常情况,要及时采取措施,以便及时排除隐患。
同时,使用锡炉的过程中还需要注意环境保护问题,以确保锡炉的使用对环境造成的污染最小化。
只有通过合理的操作和有效的安全防护措施,才能确保锡炉的有效使用和操作人员的安全。
XX有限公司
SHEN ZHEN TUNG SHUN TAI MANUFACTURING LIMITED 文件编号:QB-制(装)-001-009 版本:A版制订:2009-8-31
锡炉操作规程修订:第0次发行:2009-8-31
页次:第1页页数:共1页
1、目的
1.1为确保锡炉正常工作,满足生产的需要并制定本规程
2、职责
2.1由插机拉长负责监督浸锡工按正确的规程操作
2.2由检测员负责进行日常的维护和保养
3、操作规程
3.1 电源部分
3.1.1 将定时器电源插头通电,锡炉插头插在定时器输出插座上,锡炉电源开关打至开状态
3.2 定时器设置(详线设定参考说明书)
3.2.1 先检查时钟的时间是否与当前一致,如需调整,按住“时钟”键的同时,分别按住“校星期”“校时”“校分”键,将时钟调到当前准确的时间
3.2.2 按一下“定时”键,显示屏的左下方会出现“1开”的字样,然后按“校星期”键选择每周
的工作天数,再按下“校时”和“校分”键输入所需开机的时间
3.2.3 再按一下按一下“定时”键,显示屏的左下方会出现“1关”的字样,然后按“校星期”键
选择每周的工作天数,再按下“校时”和“校分”键输入所需关机的时间
3.2.4 正常的开关机时间为:早上6:50分开,中午11:55分关,中午12:30,下午17:25分关3.3 温度设置
3.3.1 按一次“SET”键,绿色数字闪动
3.3.2 按选择温度的单位
3.3.3 选择好单位后按和选择适当的温度范围
4、维护保养
4.1由检测员进行日常的保养的维护
5、记录表格
5.1《设备维护保养记录》
编制黄志榕审核黄志榕批准梁瑞刚。
焊锡炉操作规程一、工作原则:1. 统一领导,责任到人。
2. 事故防范,安全第一。
3. 严格操作,精细管理。
二、操作规程:1. 开机准备(1)检查设备及工具是否正常,保证无故障。
(2)清理工作区域,保持整洁。
(3)穿戴工作服和劳保用品,确保个人安全。
2. 加热操作(1)取出锡丝,按需求切割成适当长度。
(2)将锡丝放入锡丝篮中。
(3)将锡丝篮放入焊锡炉加热区域。
(4)调节焊锡炉温度至适当范围。
3. 焊接操作(1)将需要焊接的物品放置在工作台上。
(2)调整焊锡炉的温度和锡丝供给速度,确保焊接温度和速度的一致性。
(3)用焊锡炉加热的锡丝对焊接物进行加热,使其达到熔点。
(4)在焊接物达到熔点后,迅速进行焊接操作,将锡丝涂抹在焊接物表面。
(5)焊接完成后,等待焊接物冷却,确保焊点固定牢固。
4. 关机和清洁(1)焊接完成后,关闭焊锡炉电源。
(2)待焊锡炉冷却至安全温度后,进行清洁工作。
(3)用清洁剂和刷子清洗焊锡炉内外的附着物,保持干净。
(4)存储焊锡炉于指定位置,以保证安全和方便使用。
5. 安全注意事项(1)禁止在焊锡炉周围堆放易燃物品。
(2)操作过程中,禁止用手直接接触焊锡炉和熔化的锡丝。
(3)严禁使用带有损坏的焊锡炉。
(4)操作人员必须穿戴劳保用品,如防护手套、防护眼镜等。
(5)操作人员离开工作岗位时,必须关闭电源和气阀等设备。
三、事故处理1. 烧伤事故(1)立即停止操作,确保个人安全。
(2)用冷水迅速冲洗烧伤部位,降低温度。
(3)尽快寻求医疗救助。
2. 火灾事故(1)立即使用灭火器将火灾扑灭。
(2)如无法控制火势,立即报警并撤离现场。
(3)通知相关领导进行事故处理。
3. 电器故障事故(1)立即停止使用故障设备,并切断电源。
(2)通知维修人员进行检修。
四、操作纪律1. 必须经过培训及考核合格后方可上岗操作。
2. 操作时必须佩戴劳保用品,如防护眼镜、防护手套等。
3. 严禁乱翻设备按钮和随意调节设备参数。
4. 严禁在操作中吃喝、吸烟。
版本号:A0文件编号:主题
锡炉的操作规程页改次:1页码:第1页共1页
编制审核批准袁灶娣
受控
印章4.4.作业时,手不能抖动,如果试样不规整、不到位,则用手加以调整后再浸锡,可用夹子夹紧试样, 不能将试样掉入锡炉中;
A、可焊性:检测试样是否好上锡,实测温度控制在250°~270°之间;
B、耐焊性:检测试样的镀层是否耐温,在高温下做业是否掉镀层、或严重起泡、发黄,试验温度 控制在320°~350°之间;
3.2.操作员在做完试验后需清走仪器表面的锡渣,时刻保持仪器的表面卫生,增加其使用寿命;
4.操作方法及注意事项
惠州奥华电子有限公司
2. 使用范围
1、图示:3. 职责
3.1.每天对仪器进行点检、保养,以确保其准确性;
3.3.用完后归位放置,如使用的过程中发现仪器出现故障,第一时间上报,并填写《设备维修单》进 行维修。
4.3.插上电源约40分钟,浸锡炉内的锡块已经熔化,用探温计点检锡炉内的温度,是否达到设定温度;
该设备适用于测试需上锡产品的可焊性、耐焊性。
4.2.根据试样的要求、温度标准,将温度参数调到所需温度:
4.10.工作完毕及时断电停炉,清理作业台面的锡渣及其四周卫生,保持现场整洁、安全。
4.1.开始工作前,将电源插插在220V的电源插座中,打开电源开关,检查锡炉是否加上电,红灯是否 闪亮,闪亮则表示正常运转,正在升温。
4.5.做好“首三检”,确定试样件符合质量要求后再开始正常操作,坚持自检,发现问题及时改进 或调整;
4.9.锡炉温度限制:该仪器的使用温度控制在≥230°≤450°范围内,禁止违法操作;
4.8.锡炉工作时,试验员不得离开工作现场做其它事情,避免长时间高温溶烧至锡炉烧干而损坏仪器, 严重时可能导致仪器爆炸;
4.6.浸锡时,试样不要粘过多的松香水,以免因松香水太多,引起溶锡外溅,而造成高温烫伤;
4.7.作业时,类似玻璃管等易出现爆破的物品禁止投入锡炉中;
锡炉实温
电源开关
自动保护
保险管位参数微调温度点测、
试样浸锡处电源插座。