焊接电弧
- 格式:pptx
- 大小:952.66 KB
- 文档页数:62


焊接电弧的动特性名词解释一、引言焊接电弧是一种在焊接过程中产生的强烈光辐射和高温的等离子体现象,其动特性是指电弧在焊接中所表现出的各种物理和化学特性。
理解电弧的动特性对于掌握焊接工艺和提高焊接质量具有重要意义。
二、电弧长度电弧长度是指焊接电弧的摆动范围,通常以电弧焊接过程中两电极之间的距离衡量。
电弧长度的控制对于焊接过程的稳定性和熔深的控制至关重要。
较大的电弧长度可使焊缝充满,提高焊接质量,但同时也会降低焊接速度。
较小的电弧长度可以加快焊接速度,但有时会导致焊缝不充分的问题。
三、电弧功率密度电弧功率密度是指单位面积上电弧所输出的功率。
它的大小决定了焊接热量的分布和焊接效果。
较高的电弧功率密度可产生较高的焊接温度,有助于更好地熔化焊材和基材,但同时也会带来较大的熔散和气孔的形成。
适当控制电弧功率密度是保证焊接质量的关键。
四、电弧稳定性电弧稳定性是指电弧在焊接过程中的稳定性能。
稳定的电弧有利于焊缝的均匀成形和气孔的排除,其输出的热量也会更加均匀。
电弧的稳定性受到多种因素的影响,如电弧长度、电弧电流和焊接材料的性质等。
良好的焊接参数的选择和提高焊工的操作技术都可以提高电弧的稳定性。
五、电弧形态电弧形态是指焊接电弧在形态上的表现。
电弧形态可以通过感知电弧辉光的形状、颜色和闪烁频率等进行判断。
不同的电弧形态对焊接过程有着不同的影响。
一般来说,稳定的直流等离子体电弧形态有利于均匀的熔化焊材和基材,而闪烁频率高、形态不稳定的电弧则可能导致焊接质量问题。
六、电弧电流电弧电流是指焊接电弧传递的电流大小。
电弧电流的选择直接影响着焊接的热量和熔深。
过大的电弧电流会导致焊接过程中热量过大,容易产生焊缝熔穿等问题,而过小的电弧电流则可能导致焊缝不充分的现象。
合理选择电弧电流是协调熔化和焊接速度的关键。
七、电弧温度电弧温度是指焊接电弧的温度高低。
电弧温度的升高会导致更高的焊接温度,有助于焊接金属的熔化,但同时也可能对金属的组织产生不利影响。

焊接电弧的分类及特点焊接电弧可以根据其性质和特点进行分类。
下面将介绍几种常见的焊接电弧分类及其特点。
1. 直流电弧焊(DC ARC welding)直流电弧焊是指电流在焊接过程中只沿一个方向流动。
直流电弧焊具有电弧稳定、温度均匀、焊缝质量高的特点。
由于直流电流可以根据其极性的不同而进行变化,因此直流电弧焊可分为直流正极性(DCEP)和直流负极性(DCEN)两种。
直流正极性焊接时,电流主要通过焊丝流向焊件,适用于焊接大型构件;直流负极性焊接时,电流主要通过焊件流向焊丝,适用于焊接具有良好导电性质的金属。
2. 交流电弧焊(AC ARC welding)交流电弧焊是指电流在焊接过程中反复改变流动方向。
交流电弧焊具有热量可控、焊缝均匀、适用于厚板焊接等特点。
相比直流电弧焊,交流电流的结构更为复杂,焊接效率较低。
交流电弧焊通常使用频率较高且波形更稳定的电源进行。
3. 气体保护电弧焊(Gas Shielded ARC welding)气体保护电弧焊是指在焊接过程中,通过向焊缝区域提供保护气体来防止氧气、氮气等有害气体对焊缝的影响。
常见的气体保护电弧焊包括二氧化碳保护焊(CO2 welding)、氩弧焊(argon welding)以及氩气和氦气混合气体保护焊等。
气体保护电弧焊具有焊缝质量高、焊接速度快、操作方便等特点。
4.特殊气体保护电弧焊特殊气体保护电弧焊是指在保护电弧焊的基础上使用了特殊气体来改变焊接过程中气体环境。
常见的特殊气体包括活性气体(如氢气、氮气)和惰性气体(如氦气、氩气)。
特殊气体保护电弧焊具有焊丝溶敷率高、返修率低、适用于高速焊接等特点。
5. 手工电弧焊(Manual ARC welding)手工电弧焊是指焊工通过手持焊接枪对焊接工件进行焊接的一种电弧焊方法。
手工电弧焊具有操作简单、灵活性高、适用于各种焊接位置等特点。
手工电弧焊常用于焊接小型结构、修补工作以及不易通过自动化方法实现的焊接任务。

焊接电弧名词解释
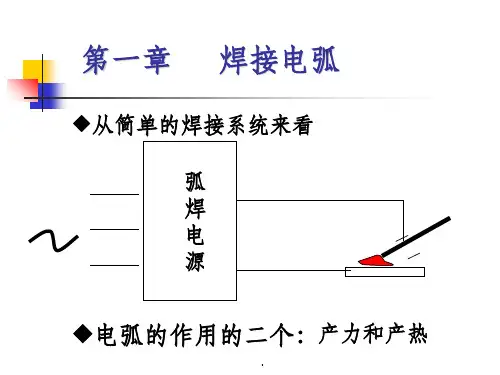
电弧焊接(Arc Welding)是目前主流焊接方式,是将电路通过
焊接材料间的金属丝或焊条,通过电弧的放射和熔融而产生的一种热
焊接方法,是目前居于焊接的高位,应用最为广泛的工艺。
电弧焊接,主要由焊材料、焊带、电源和焊枪等部分组成,它们
之间经电弧放电时产生一定的电磁感应,也产生电磁环流,带入作用
力把熔融焊接金属推向焊接面。
通过电弧输出,使焊接材料处于融合、熔化状态,然后形成残余金属熔渣,最后经冷却时,就形成了一段完
整的焊接件。
电弧焊接有以下几个基本步骤:第一步,爆跳时,电流流经电极
出发火花,改变初始位置的材料,以合金两个被加工体; 第二步,电
弧热量使被加工体,部分材料进入熔化状态,热量进入到焊接材料表面,冷却后形成一块完整的焊缝; 第三步,在焊接过程中持续产生不
同深度夹层层次,使材料表面和内部与焊接件具有完全连接,熔渣从
中形成夹层后,与焊接件具有真空密封后结合完成焊接。
电弧焊接的主要优点是操作简单、有效,是聚焦点易控制,焊缝
密度高,焊接成型灵活;聚焦点可调整范围广,不易脆性,焊缝宽度
可通过控制焊接参数进行调节;还有特点是体积小、不偏差,可以在
非常小的空间中进行焊接,给用户提供更多的灵活性;焊接速度快,
焊接部位自动熔化,大大降低了功耗,提高了环境友好性。
电弧焊接作为目前最发展的焊接方法,应用范围广,技术先进,
无论从加工工艺精度,还是从焊缝性能,有着许多优点,尤其是在车
辆制造等行业的应用最为广泛,给使用者带来了极大的便利和效率。
焊接电弧的名词解释焊接电弧是一种通过高电压和电流产生的气体放电现象,通常用于焊接过程中加热和熔化金属。
在焊接中,焊极和焊件之间产生的电弧能量被用于使焊件表面升高到足够的温度以实现材料熔化和连接。
1. 电弧的形成焊接电弧的形成是通过在电极和焊件之间建立电流通路,利用电流经过气体空气中的阻抗,产生高温和高能量的现象。
当电流通过电极,并遇到空气中的阻抗时,电子的能量会从电流中释放出来,形成电弧。
2. 电弧的特性焊接电弧具有多种特性,其中包括:2.1 高温:焊接电弧的温度可以达到数千度,使得金属能够熔化并形成连接。
2.2 高能量密度:焊接电弧能够提供高能量密度,将焊件的表面加热到足够的温度。
2.3 高亮度:焊接电弧本身是明亮且具有强光的。
2.4 强风:焊接电弧产生的气流可以对周围的环境产生干扰,需要注意安全和舒适度。
3. 焊接电弧的应用焊接电弧是现代工业中广泛应用的一种技术。
其主要应用有:3.1 金属焊接:通过焊接电弧,可以将金属件进行连接,如钢铁结构、汽车制造和航空航天部件的制造等领域。
3.2 焊接修复:焊接电弧广泛应用于金属修复领域,能够修复和加固破损的金属件。
3.3 电弧切割:焊接电弧可以用于金属切割,通过在金属表面生成高温电弧,将金属融化并切割。
3.4 表面处理:焊接电弧也可以用于改变金属表面的特性,如表面硬化和改变金属结构等。
4. 焊接电弧的不同类型焊接电弧可以根据其形成的方式和材料使用进行分类。
以下是一些常见的焊接电弧类型:4.1 气体保护焊电弧:在焊接过程中,通过向电弧周围提供气体保护,以避免氧化和污染现象。
4.2 电弧焊接:传统的电弧焊接使用焊条或焊丝作为电极,并通过电弧加热和熔化焊件的表面。
4.3 电弧气体化学焊接:通过在电弧中引入反应性气体,实现金属熔化和连接。
4.4 感应电弧焊接:利用电磁感应的原理,在工件中产生电流并生成电弧。
5. 焊接电弧的安全注意事项在使用焊接电弧过程中,必须注意以下安全事项:5.1 穿戴个人防护设备,如护目镜、手套和耳塞。
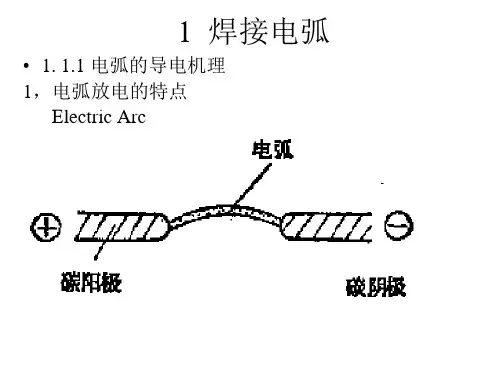
焊接电弧一.焊接电弧的产生焊接电弧是由焊接电源供电的,具有一定电压的两电极间或电极与焊件间在气体介质中产生的强烈而持久的放电现象。
1气体电离。
气体分子常态下是由原子核及带负电荷的电子组成的稳定系统,呈中性。
当它受到外来能量(如加热)作用时,分子被电离,产生导电现象,即气体放电。
电弧放电是气体放电现象中电压最低、电流最大、发光最强、温度最高的一种放电现象。
2电子发射。
当阴极或阳极表面接受一定的外加能量作用时,电极内部的电子有可能冲破金属电极表面的约束而飞到电弧空间,这就是电子发射。
电子发射的类型分为热发射、电场发射、撞击发射。
(1)热发射。
焊接时,阴极表面受到热的作用,温度很高,内部的自由电子运动速度加快,飞出金属表面,产生热发射。
(2)电场发射。
在电场作用下,金属表面的电子获得足够的动能,从表面飞出来,形成电场发射。
(3)碰撞发射。
高速运动的粒子碰撞金属表面时,将能量传递给金属表面的电子,使其能量增加飞出金属表面,产生电子的碰撞发射。
二.焊接热过程电弧焊时,焊件及填充金属受热融化形成熔池,随着焊接热源移开后又冷却结晶形成焊缝,这种加热与冷却过程称为焊接热过程。
1特点。
热过程是在焊件的局部进行的。
加热极不均匀。
升温速度快,高温停留时间短,冷却速度快。
加热温度高。
热源不断运动,热传递不均匀。
2焊接热循环。
在焊接热源作用下,温度由低到高,再由高到低的过程叫焊接热循环。
焊接热循环对焊缝及热影响区的组织和性能具有重要影响,调整和控制热循环主要是使焊接变形和焊接残余应力最小,焊缝及热影响区有良好的性能和组织。
比如采用多层多道,后焊的焊缝对前道焊缝有热处理作用,提高焊缝质量。
焊前预热、后热等措施,可以降低脆硬倾向及冷却速度。
也可通过采用合适的焊接参数进行调整。
3一般来说,焊接热过程对接头性能的影响主要体现在焊接热输入、焊接加热速度和冷却速度。
因此必须严格执行焊接工艺。
2011.7。