MC206控制的飞锯机原理及控制
- 格式:pdf
- 大小:430.90 KB
- 文档页数:8
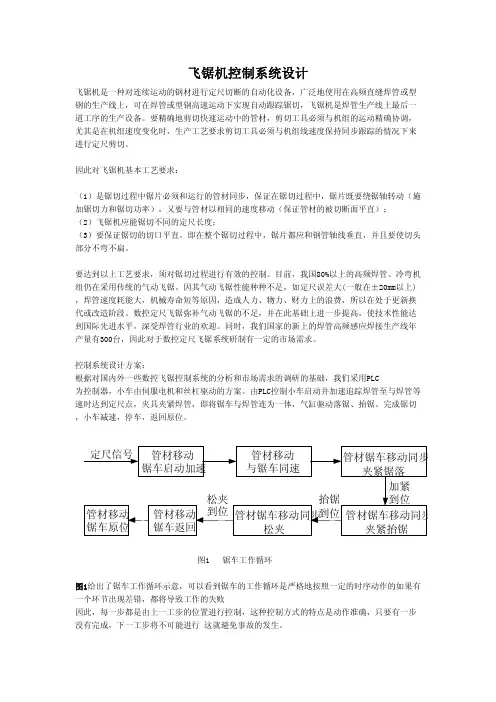
0.前言:仿形铣切飞锯机用于焊管生产线上,当焊管成型工序完成之后,在线检测焊管生产的速度和长度,并且仿照焊管的外形(圆管或方管)切割成规定的长度。
工作过程是:以装载切割装置的飞锯车进行追踪运动,当飞锯车的速度与焊管生产速度同步,且焊管头端距离飞锯锯片的长度正好等于设定的定尺长度时开始切割,实现动态的按设定长度进行在线切割。
它的控制系统是一种典型的多轴控制系统,本文介绍了一种基于Trio控制器MC206控制的仿形铣切飞锯机的各阶段的运动,尤其是对于飞锯车正向追踪段S曲线运动的实现和切割过程中对于方矩管的仿形切割。
控制器MC206采用Trio高性能32位DSP技术,具有4轴伺服或步进功能的控制器,此外还有一个编码器输入轴。
它所采用的软件Motion Perfect2中共有8个轴的配置,可以达到对四个伺服或步进轴的程序设置,实现对飞锯机中飞锯车、转盘、两个锯片的控制。
在程序设计中主要运用Table区存储曲线运动方程所生成的数据,并通过CAMBOX命令来调用Table数据实现对飞锯机各运动阶段的逐步控制,使得能够按照给定的运动曲线进行。
1仿形铣切飞锯机的运动系统分析仿形铣切飞锯机的运动系统主要有两部分:飞锯车牵引装置的追踪运动和锯片锯切装置的仿形运动。
其中飞锯车追踪运动实现与焊管同步运动以及精确定尺长度控制,而仿形锯切为极坐标模式,其运动分为径向进给运动和转盘装置的旋转运动(见图一)。
径向进给和转盘旋转的组合运动可形成各种切割轨迹,实现对圆、方矩形管的切割,锯片在随转盘公转的同时,还有本身的自转和径向运动。
图一极坐标式仿形铣切飞锯机锯切结构1.1飞锯车的追踪运动飞锯车的一个运动周期可分为5个阶段(如图二):等待段(AB)、正向追踪段(BC)、正向同步段(CD)、正向减速段(DE)、反向运行段(EF)。
其中正向追踪段BC是飞锯车追踪焊管的过程,直至达到与焊管同步。
同步段CD段是飞锯车的运行速度和焊管的生产速度相同,锯片的切割运动相对于焊管横向是静止的,只做径向切割运动,这样可以提高切割质量,尤其是提高了切割端面的平整度和端面垂直度。
在正向减速段DE飞锯车由与焊管同步减速到零,其运动曲线与正向追踪段是对称的。
而反向运行段EF可采用和正向运行段相同的运行轨迹,这样正向运行和反向运行所接受的脉冲相同,当一个运动周期结束时,飞锯车正好停在零位,不存在二次运行的误差。
图二飞锯车的运动周期1.2锯切装置(锯片)的运动锯片的运动如上所述主要有三部分,其中最主要的是径向运动,需要根据切割管的形状的不同,径向运动所采用的运动方式也不相同,在切割圆管时(见图三),在初始状态,转盘还没有开始运动的时候,锯片径向走到切割焊管的位置即可,开始切割的时候,锯片的径向运动只是切透管的厚度,不存在方向的变化以及速度的突变;切割方管时(见图四),锯片的径向运动是随着锯片公转到焊管的不同位置,径向运动的位移大小以及方向都会随时改变。
因此对于切割不同形状的焊管,需要设计不同的运动程序。
图三锯切圆管的运动图四锯切方管的运动2实现正向追踪段S 曲线运动飞锯车正向追踪段的速度运动曲线对于同步切割以及系统的稳定运行至关重要,MC206控制的飞锯车在正向追踪段以sin 2α曲线升速,因该曲线看上去像S ,故又称为S 曲线。
升速过程中随时监测焊管运行速度,以保证飞锯车运行到同步段时正好加速到了与焊管传递速度相同,且焊管相对于锯切点的伸出量达到设定值。
采用S 曲线的行走轨迹可减小启动加速度,降低同步超调量,从而提高了系统运行的稳定性,关于这一部分的论证见参考文献[1]。
2.1S 曲线的数学建模飞锯车正向追踪段走S 形曲线的轨迹时,速度的运动轨迹为sin 2α曲线,而加速度运动轨迹为sinα曲线,其位移、速度、加速度的数学表达式为:)]sin([2t t xms ωπωππωΦ-ΦΦ=(1))2(sin 2t xm dt ds v ωπΦ⋅==(2))sin(2t xm dt dv a ωπωπΦ⋅Φ==(3)由(1)~(3)画出的运动曲线见图五,从加速度曲线可以看出:在追踪段的起始点和最终点加速度值都为零,这使得飞锯车在追踪段的运动中既无刚性冲击又无柔性冲击。
图五S形运动曲线2.2对S曲线编程MC206的运动控制程序采用Trio BASIC多任务语言编制,通过运行在PC机上的Motion Perfect软件将编制好的运动控制程序下载到MC206内即可脱机运行,其中TABLE 区通常是用于存储CAM/CAM BOX指令曲线的存储区,它主要是根据程序中的曲线运动程序生成,通过CAM或CAMBOX命令再调用Table数据,以实现对飞锯机运动的控制。
以下程序用于对飞锯车追踪段S曲线的生成以及调用。
运动程序如下:.........................................................................FOR i=0TO450s1=(8/6)*(i*i/900-SIN(PI*i/450)*SIN(PI*i/450)*450/(2*PI*PI))TABLE(i,s1)NEXT iCAMBOX(0,450,1000,300,0)WAIT LOADEDWAIT LOADEDMOVELINK(300,1000,0,0,0)WAIT LOADEDFOR j=0TO450x=SIN(PI*(450-j)/450)*SIN(PI*(450-j)*450/(2*PI*PI))s2=(8/6)*((450-j)*(450-j)/900+x)TABLE(j+1000,s2)NEXT jCAMBOX(1000,1450,1000,300,0)………………………………………..3实现对方管的在线切割方管的切割采取了数控原理中的插补方法,对锯片的径向运动采取逐点插补的思路,另外在切割运动中需要考虑到随着转盘转到不同的角度,即锯片公转到一定的角度,锯片径向运动的方向以及位移的大小都会改变。
以此建立相关的数学模型以及运动程序。
3.1锯切运动的数学建模图六锯切方管运动示意图一图七锯切方管运动示意图二设方管的边长为a ,方管壁厚为δ,锯片直径为d ,方管对角线的一半长度是R =2*a/2,锯片的径向位移为s。
运动状态分四个状态:状态一:从0°到45°角一(如图六)两锯片径向运动方向均向里(即半径减少方向)。
径向位移为:s1=)45cos(2)2(θ-︒*--d a R (4)状态二:从45°角到90°角时,(如图七)两锯片径向运动方向均向外(即半径增大方向)。
径向位移为:s2=)45cos(2)2(︒-*--θd a R (5)状态三:从90°角到135°角时(如图六)两锯片径向运动方向均向里(即半径减少方向)。
径向位移为:s3=)135cos(2)2(θ-︒*--d a R (6)状态四:从135°角到180°角时(如图七)两锯片径向运动方向均向外(即半径增大方向)。
径向位移为:s4=)135cos(2)2(︒-*--θd a R (7)3.2径向运动的编程在这个程序中对于Table 表的生成主要是依据径向运动的四个状态,根据锯片公转的角度为变量,采用IF…ENDIF 循环命令,对运动到不同的角度时,径向位移值的大小进行定义,最后通过CAMBOX 命令调用Table 数据,来实现对锯片径向运动的控制。
主要程序如下:………………………………………..FOR i=0To 900angle=(PI/900)*iIF angle<=PI/4THENr=a/(2*COS(PI/4-angle))ENDIFIF (angle>PI/4)AND (angle<=PI/2)THEN r=a/(2*COS(angle-PI/4))ENDIFIF (angle>PI/2)AND (angle<=PI*3/4)THEN r=a/(2*COS(PI*3/4-angle))ENDIFIF (angle>PI*3/4)AND (angle<PI)THEN r=a/(2*COS(angle-PI*3/4))ENDIFTABLE(i+100,(oa-r))CAMBOX(0,900,1000,300,0)………………………………………..3.3数据处理以及误差补偿图八径向位移状态从上图可以看到在90°角的左右两侧,锯片的径向位移方向突然改变,并且此刻的速度处于最大值(单位时间的位移变化量),这样的剧烈运动不仅会损坏锯片,而且还会使得切割运动不稳定,同时还会产生很大的误差。
为避免这种情况,可在切割0°、90°等方管的四个转角处时切割成微小的圆弧,即在不影响切割质量的情况下,可在转角的一小段时间内径向位移相同,使得在位移方向突然改变的情况下,速度值不至于处于最大状态,有利于系统的稳定运行。
可以直接通过修改Table 表中在0°、90°等四个转角附近的位移值,来实现这样的情况。
而不用具体修改设计的程序。
(1)对于400*400的方形管,d=10mm 。
在Table 表中修改0°~3°、87°~90°的实验数据如下:其中S1为实际位移、S2为修改后的值、△S 为其相差大小,单位(mm )表一方形管的实验数据0°1°2°3°…87°88°89°90°S114.099418.668923.007827.1298…27.129823.007818.668914.0994S227.129827.129827.129827.1298…27.129827.129827.129827.1298△S13.03048.46094.122…4.1228.460913.0304(2)此方法也适合于其它的矩形管(a*b ),不过图8中2位置为baarctg ,4位置为2ba arctg ,因此对于300*80的矩形管,d=10mm 。
在Table 表中修改0°~3°、147°~150°的实验数据如下:其中S1为实际位移、S2为修改后的值、△S 为其相差大小,单位(mm )表二矩形管的实验数据0°1°2°3°…147°1488°149°150°S139.330646.403052.632658.1597…39.330646.403052.632658.1597S258.159758.159758.159758.1597…58.159758.159758.159758.1597△S18.829111.75675.5271…5.527111.756718.82914总结采用MC206控制的仿形铣切飞锯机,实现了飞锯车正向追踪段的S 形曲线升速,提高了系统运行的稳定性以及速度和位移的精度;建立了锯片切割方管径向运动的数学模型,实现了对方管的切割,此方法也适合于其它的矩形管,并且锯切焊管的定尺精度比国际通用的BS 标准还要高,达到了(0~5mm )。