连接器常用塑胶材料
- 格式:pdf
- 大小:142.94 KB
- 文档页数:2
连接器生产工艺连接器是一种用于连接电子设备和电路的零部件,广泛应用于电子、通信、汽车等领域。
连接器的生产工艺决定了连接器的质量和性能,下面将介绍连接器的一般生产工艺。
连接器的生产工艺通常包括以下几个主要步骤:1.材料准备:连接器的主要材料包括金属、塑料和电子元件。
金属材料通常是铜合金,塑料材料通常是工程塑料。
在生产之前,需要根据产品设计要求选择合适的材料,并进行材料预处理,如切割、研磨和除锈等。
2.注塑成型:连接器的壳体和插针部分通常是通过注塑成型来生产的。
在注塑成型过程中,需要将预处理好的塑料颗粒放入注塑机中,加热熔化后注塑到模具中,经冷却后得到连接器的塑胶部分。
注塑成型的关键是保持模具的温度和压力的稳定,以确保产品的外观和尺寸精度。
3.金属加工:连接器的金属零件通常需要进行一系列的加工和处理,如冲压、切削、焊接和电镀等。
冲压是连接器生产中常用的金属加工方法,通过模具将金属板料按照要求的形状冲压成型。
切削是用于加工连接器的细小零件,如插针。
焊接是将连接器的金属零件进行连接的一种方法,主要用于连接壳体和插针。
电镀是对连接器的金属零件进行表面处理的一种方法,可以提高连接器的外观和耐腐蚀性能。
4.组装和测试:连接器的组装是将各种零件组装成完整的连接器的过程。
组装通常包括将塑胶部分和金属零件进行插接和固定,然后进行压合和焊接等操作。
组装完成后,还需要对连接器进行功能和性能测试,以确保连接器的质量和性能符合要求。
5.质量控制:连接器生产过程中还需要进行严格的质量控制,以确保连接器的质量和性能。
质量控制包括原材料的检验、过程控制、成品检验和不良品处理等。
其中,成品检验通常包括外观检查、尺寸测量和功能测试等。
以上是连接器的一般生产工艺,每个连接器的生产工艺可能会有细微的差异,具体的工艺流程还需要根据产品的不同要求进行调整。
连接器的生产工艺对连接器的质量和性能至关重要,良好的生产工艺能够保证连接器具有稳定的性能和可靠的品质。
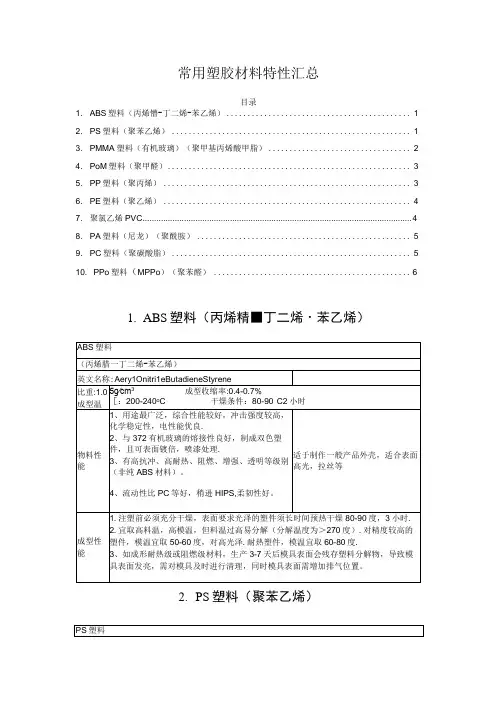
常用塑胶材料特性汇总目录1. ABS塑料(丙烯懵-丁二烯-苯乙烯) (1)2. PS塑料(聚苯乙烯) (1)3. PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂) (2)4. PoM塑料(聚甲醛) (3)5. PP塑料(聚丙烯) (3)6. PE塑料(聚乙烯) (4)7. 聚氯乙烯PVC (4)8. PA塑料(尼龙)(聚酰胺) (5)9. PC塑料(聚碳酸脂) (5)10. PPo塑料(MPPo)(聚苯醛) (6)1.ABS塑料(丙烯精■丁二烯・苯乙烯)2.PS塑料(聚苯乙烯)3.PMMA塑料(有机玻璃)(聚甲基丙烯酸甲脂)8.PMMA的玻璃转化温度为大约105o Co4.POM塑料(聚甲醛)5.PP塑料(聚丙烯)1 .结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.2 .流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.3 .冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形4 .塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.6 .PE 塑料(聚乙烯)7 .聚氯乙烯PVC成型性能1 .无定形料,吸湿小,流动性差.为了提高流动性,防止发生气泡,塑料可预先干燥.模具浇注系统宜粗短,浇口截面宜大,不得有死角.模具须冷却,表面镀铭.2 .极易分解,在200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体.成型温度范围小.3 .采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料.好不带镶件,如有镶件应预热.8. PA 塑料(尼龙)(聚酰胺)9. PC 塑料(聚碳酸脂)PC 塑料成型性能10.PPO塑料(MPPO)(聚苯醴)温度下使用的齿轮、风叶、阀等零件,可代替不锈钢使用。
3、可制作螺丝、紧固件及连接件。
4、电机、转子、机壳、变压器的电器零件。
5、PPO和MPPo主要用于电子电器、汽车、家用电器、办公室设备和工业机械等方面,利用MPPo耐热性、耐冲击性、尺寸稳定性、耐擦伤、耐剥落。
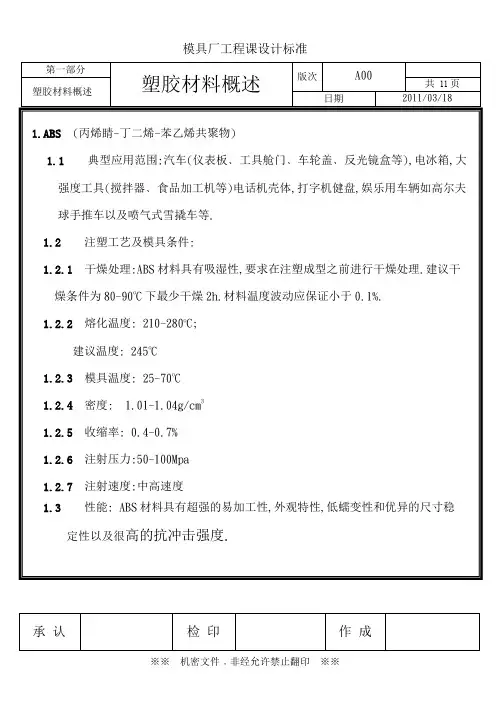
塑胶材料概述塑胶材料概述共11页日期2011/03/181.ABS(丙烯睛-丁二烯-苯乙烯共聚物)1.1典型应用范围:汽车(仪表板﹑工具舱门﹑车轮盖﹑反光镜盒等),电冰箱,大强度工具(搅拌器﹑食品加工机等)电话机壳体,打字机健盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等.1.2注塑工艺及模具条件:1.2.1干燥处理:ABS材料具有吸湿性,要求在注塑成型之前进行干燥处理.建议干燥条件为80-90o C下最少干燥2h.材料温度波动应保证小于0.1%.1.2.2熔化温度: 210-280o C;建议温度: 245o C1.2.3模具温度: 25-70o C1.2.4密度: 1.01-1.04g/cm31.2.5收缩率: 0.4-0.7%1.2.6注射压力:50-100Mpa1.2.7注射速度:中高速度1.3性能: ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度.承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/182.POM(聚甲醛)1.1典型应用范围: POM具有很低的摩擦系数和很好的几何稳定性,特别适用于制作齿轮和轴承.由于它还具有耐高温特性,因此还用于管道器件(管道阀门﹑泵壳体),草坪设备等.1.2注塑工艺及模具条件:1.2.1干燥处理:如果材料储存在干燥环境中,通常不需要干燥处理.1.2.2熔化温度: 均聚POM为190-230o C;共聚POM为190-210o C.1.2.3模具温度: 80-105o C1.2.4密度: 1.42g/cm31.2.5收缩率: 1.8-2.0%1.2.6注射压力:70-120MPa1.2.7注射速度:中等或偏高的注射速度.1.3 性能: POM是一种坚韧有弹性的材料,即使在低温下仍有很好的抗蠕变特性,几何稳定性和抗冲击性能.POM的高结晶程度导致它有相当高的收缩率,可高达2.0%-3.5%.对于各种不同的增强型材料有不同的收缩率.3. PMMA(聚甲基丙烯酸甲酯)承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/181.1典型应用范围: 汽车工业(信号灯设备﹑仪表盘等),医药行业(储血容器等),工业应用(影碟﹑灯光散射器),日用消费品(饮料杯﹑文具等).1.2注塑工艺及模具条件:1.2.1干燥处理:PMMA具有吸湿性,因此注塑成型前必须进行干燥处理.建议干燥条件为90o C,2-4h1.2.2熔化温度: 240-270o C1.2.3模具温度: 35-70o C1.2.4密度: 0.94 g/cm31.2.5收缩率: 0.3-0.4%1.2.6注射速度:中等1.3性能: PMMA具有优良的光学性质及耐气候变化特性.白光的穿透性高达92%.PMMA制品具有很低的双折射,特别适合制作影碟等.PMMA具有室温蠕变特性.随着负荷加大﹑时间增长,可导致应力开裂现象.PMMA具有较好的抗冲击特性.4.PBT(聚对苯二甲酸丁二醇酯)1.1典型应用范围: 家用器具(食品加工刀片﹑真空吸尘器组件﹑电风扇﹑头发承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/18干燥机壳体﹑咖啡器皿等),电器组件(开关﹑电机壳﹑保险丝盒﹑计算机健盘按键等),汽车工业(散热器格窗﹑车身嵌板﹑车轮盖﹑门窗部件等).1.2注塑工艺及模具条件:1.2.1干燥处理:这种材料在高温下很容易水解,因此注塑成型前的干燥处理很重建议在120o C的空气中干燥6-8h或者在150o C的空气中干燥2-4h.湿度必须小于0.03%.如果用吸湿干燥,建议干燥条件为150o C,2.5h.1.2.2熔化温度: 225-275o C1.2.3模具温度: 40-60o C1.2.4密度: 1.2-1.3 g/cm31.2.5收缩率: 0.6%1.2.6注射压力:中等(最大到150MPa)1.2.7注射速度:应使用尽可能快的注射速度.1.3性能: PBT具有非常好的化学稳定性,机械强度,电绝缘性能和热稳定性能. 由于PBT的结晶速度很高,它的粘性很低,因此塑件成型的周其时间一般都很短.5. PP(聚丙烯)1.1典型应用范围: 汽车工业(主要使用含金属添加剂的PP:通风管﹑风扇等),承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/18器械(干燥机通风管﹑冰箱门衬垫等).1.2注塑工艺及模具条件:1.2.1干燥处理:材料储存在干燥环境中,通常不干燥处理.1.2.2熔化温度: 220-275o C1.2.3模具温度: 40-80o C1.2.4密度: 0.89-0.91 g/cm31.2.5收缩率: 1-2.5%1.2.6注射压力:可大到180MPa1.2.7注射速度: 通常使用高速注塑可以使内部压力减小到最小.如果制品表面出现了缺陷,那幺应采用较高温度下的低速注塑工艺.1.3性能: 由于结晶,PP的收缩率相当高,一般为1.8%-2.5%.并且收缩率的方向均匀性比LDPE等材料要好得多.加入30%的玻璃纤维可以使收缩率降到0.7%.均聚物型和共聚物型的PP材料都具有优良的抗吸湿性,抗酸碱腐蚀性,抗溶解性.然而它对于芳香烃溶剂,氯化烃溶剂等没有抵抗力.PP也不像PE那样在高温下仍具有抗氧化性6.PC (聚碳酸酯)1.1典型应用范围: 电气和商业设备(计算机元器件﹑连接器等),家电器具,交通运输(车辆的前后灯﹑仪表板等).承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/181.2注塑工艺及模具条件:1.2.1干燥处理: PC材料具有吸湿性,注塑成型前的干燥很重要,建议干燥条件为100-200o C,3-4h.加工前的湿度必须小于0.02%.1.2.2熔化温度: 260-340o C1.2.3模具温度: 70-120o C1.2.4密度: 1.2 g/cm31.2.5收缩率: 0.5-0.7%1.2.6注射压力:应尽可能使用高的注射压力.1.2.7注射速度: 对于较小的胶口使用低速注射,对于其它类型的胶口使用高速注射.1.3性能: PC是一种非结晶工程材料,具有特别好的抗冲击强度,热稳定性,光泽度,抑制细菌特性,阻然特性及抗污染性.PC有很好的机械性能,但流动性差,因此这种材料的注塑填充过程较困难.在选用PC材料时,要以产品的最终期望为基准.如果塑件要求有较高的抗冲击性,那幺采用低熔体流动速率的PC材料;反之,可以使用高熔体流动速率的PC材料,这样可以优化注塑填充过程.7.PVC (聚氯乙烯)1.1典型应用范围: 供水管道,家用管道,房屋墙板,商用机器壳体,电子产品包装,医疗器械,食品包装等.1.2注塑工艺及模具条件:承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/181.2.1干燥处理: 通常不用干燥处理.1.2.2熔化温度: 180-205o C1.2.3模具温度: 20-50o C1.2.4密度: 1.35-1.45 g/cm3 (硬质)1.2.5收缩率: 0.1-0.5% (硬质)1.2.6注射压力:可大到150MPa保压压力:可大到100MPa1.2.7注射速度: 为避免材料降解,一般要用相当低的注射速度.1.3性能: PVC材料具有阻然性,高强度,耐气候变化性以及优良的几何稳定性.流动特性相当差.8.PS (聚苯乙烯)1.1典型应用范围:产品包装,家庭用品(餐具﹑托盘等),电气(透明容器﹑光源散射器﹑绝缘薄膜等).1.2注塑工艺及模具条件:1.2.1干燥处理:如果材料储存在干燥环境中,通常不需要干燥处理.承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/181.2.2熔化温度: 180-280o C,对于阻然性材料其上限为250o C.1.2.3模具温度: 40-50o C1.2.4密度: 1.1 g/cm31.2.5收缩率: 0.2-0.6%1.2.6注射压力: 20-60MPa1.2.7注射速度: 建议使用快速的注射速度.1.3性能: 大多数商业用的PS都是透明的,非结晶材料.PS具有非常好的几何稳定性,热稳定性,光学透过特性,电绝缘特性以及很小的吸湿倾向.它能够抵抗水,稀释的无机酸,但能够被强氧化物如浓硫酸所腐蚀,并且会在一些有机溶剂中发生溶胀变形.9.PA66 (尼龙66)1.1典型应用范围: 同PA6相比,PA66更广泛用于汽车工业,仪表壳体以及其它需要有抗冲击性和高强度要求的产品.1.2注塑工艺及模具条件:1.2.1干燥处理: 如果加工前材料是密封的,那幺没有必要干燥.然而,如果贮存容器被打开,那幺建议在85o C的热空气中进行干燥处理.如果湿度大于0.2%,承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/18则需要在105o C的温度下进行12h的真空干燥.1.2.2熔化温度: 260-290o C1.2.3模具温度: 建议80o C.模具温度将影响塑件的结晶度,而结晶度将影响着塑件的物理特性.对于薄壁塑件,如果采用低于40o C的模具温度成型,则塑件的结晶将随着时间而变化,为了保持塑件的几何稳定性,需要进行退火处理.1.2.4 密度: 1.13-1.15 g/cm31.2.5收缩率: 0.8-1.5%1.2.6注射压力:75-125MPa1.2.7注射速度: 高速1.2.8 流道和浇口:由于PA66的凝固时间很短,因此浇口的位置非常重要.浇口孔径不要小于0.5t(t 为塑件厚度).采用热流道时,浇口尺寸应比冷流道小一些,因为热流道能够防止熔融树脂过早凝固.如果采用潜伏工浇口,浇口的最小直径应当不小于0.75mm.1.3性能: PA66熔点较高,他在较高温度下也能保持较高的强度和刚度. PA66在成型后仍具有吸性,其程度主要取决于材料的组成成分,塑件壁厚及环境条件.在进行塑件设计时,一定要考虑吸湿性对几何稳定性的影响.PA66的粘度较低,因此流动性很好(但不如PA6).利用这个性质可以成型很薄的塑件.它的粘度对温度很敏感.承认检印作成塑胶材料概述塑胶材料概述共11页日期2011/03/1810.PA6 (尼龙6)1.1典型应用范围: 由于有很好的机械强度和刚度,被广泛用于结构部件.由于有很好的耐磨损特性,还用于制造轴承.1.2注塑工艺及模具条件:1.2.1干燥处理: 由于PA6很容易吸收水份,因此特别要注意注塑成型前的干燥.如果材料是用防水材料包装供应的,则容器应保持密闭.如果湿度大于0.2%建议在80o C以上的热空气中干燥16h.如果材料已经在空气中暴露超过8h,建议进行105o C,8h 以上的真空烘干.1.2.2熔化温度: 230-280o C1.2.3模具温度: 80-90o C.模具温度很显蓍地影响结晶度,而结晶度又影响着塑件的机械特性,对于结构部件来说结晶度很重要,因此建议模具温度为80-90o C.对于薄壁的,流程较长的塑件也建义采用较高的模具温度.增高模具温度可以提高塑件的强度和刚度,但会降低塑件的韧性.如果塑件壁厚大于3mm,建议模具温度为20-40o C.成型玻璃增强材料的塑件时模具温度应大于80o C.1.2.4密度: 1.12-1.14 g/cm31.2.5收缩率: 0.8-1.5%1.2.6注射压力:75-125MPa承认检印作成模具厂工程课设计标准 承 认检 印 作 成 第一部分塑胶材料概述 版次 A00 塑胶材料概述 共 11页 日期 2011/03/18※※ 机密文件﹐非经允许禁止翻印 ※※ 1.2.7 注射速度: 高速1.2.8 流道和浇口:由于PA6的凝固时间很短,因此浇口的位置非常重要.浇口孔径不要小于0.5t(t 为塑件厚度).采用热流道时,浇口尺寸应比冷流道小一些,因为热流道能够防止熔融树脂过早凝固.如果采用潜伏工浇口,浇口的最小直径应当不小于0.75mm.1.3 性能: PA6的熔点较低,且工艺温度范围较宽.它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强.因为塑件的许多品质特性都受到吸湿性的影响,因此设计采用PA6成型的塑件时,要充分考虑到这一点.。
常用端子类型及选用参考一、接线端子的分类:1、接线端子有欧式接线端子系列、插拔式接线端子系列、栅栏式接线端子系列、弹簧式接线端子系列、轨道式接线端子系列、穿墙式接线端子系列,光电耦合型接线端子系列等等2、插拔式系列接线端子:由两部分插拔连接而成,一部分将线压紧,然后插到另一部分,这部分在焊接到PCB板上。
此接底部机械原理,此防振动设计确保了产品长期的气密连接和成品的使用可靠性。
插座两端可加装配耳,装配耳在很大程度上可以保护接片并且可以防止接片排列位置不佳,同时这种插座设计可以保证插座可以正确的插进母体。
插座也可以有装配扣位和锁定扣位。
装配扣位可以起到更加稳固地固定到PCB板上,锁定扣位可以在安装完成后锁定母体和插座。
各种各样的插座设计可以搭配不同母体的插入方法,比如说:水平、垂直或倾斜向印刷电路板等,可以根据客户的要求选择不同的方式。
既可以选择公制线规也可以选择标准线规。
3、欧式系列接线端子是现有接线科技中成本效益最高的形式4、栅栏式系列接线端子是能够实现安全、可靠、有效的连接,特别是在大电流,高电压的使用环境中应用比较广泛。
5、弹簧式接线端子是利用弹簧性装置的新型接线端子,已广泛应用于世界电工和电子工程工业:照明、电梯升降控制、仪器仪表、电源、化学和汽车动力等。
6、轨道安装式接线端子:采用了可靠的螺纹连接技术、电子容断技术和最新的电连接技术,广泛用于电力电子、通讯、电气控制和电源等领域。
轨道式系列接线端子采用压线和独特的螺纹自锁设计,使得接线连接可靠、安全。
该系列接线端子外观设计美观大方,可配用多种附件,如短路片、标识条、挡板等。
7、H型穿墙式接线端子采用螺钉连接线技术,绝缘材料为PA66(阻燃等级:UL94,V-0),连接器采用优质的高导电金属材料。
H型穿墙式接线端子可并排安装在为1mm到10mm等厚度的面板上,可自动补偿调整面板厚度的距离,组成任意极数的端子排,而且可以使用隔离板来增加空气间隙和爬电距离。
超声波焊接塑料材料对照表一、引言超声波焊接是一种常用的塑料材料连接方法,它利用超声波震动产生的热量将两个塑料件焊接在一起。
超声波焊接具有焊接速度快、焊接质量高、环境友好等优点,因此在汽车制造、电子设备制造、医疗器械制造等领域得到了广泛应用。
二、超声波焊接塑料材料对照表以下是常见的塑料材料及其适用于超声波焊接的情况对照表:1. ABS(丙烯腈-丁二烯-苯乙烯共聚物)超声波焊接适用性:适用ABS是一种常见的工程塑料,具有良好的耐冲击性和强度,适用于超声波焊接。
2. PVC(聚氯乙烯)超声波焊接适用性:适用PVC是一种常见的塑料,具有良好的耐腐蚀性和电绝缘性,适用于超声波焊接。
3. PP(聚丙烯)超声波焊接适用性:适用PP是一种常见的塑料,具有良好的耐化学性和热稳定性,适用于超声波焊接。
4. PE(聚乙烯)超声波焊接适用性:适用PE是一种常见的塑料,具有良好的耐热性和耐化学性,适用于超声波焊接。
5. PC(聚碳酸酯)超声波焊接适用性:适用PC是一种常见的工程塑料,具有良好的耐热性和透明性,适用于超声波焊接。
6. PMMA(聚甲基丙烯酸甲酯)超声波焊接适用性:适用PMMA是一种透明的塑料,具有良好的耐候性和光学性能,适用于超声波焊接。
7. PA(聚酰胺)超声波焊接适用性:适用PA是一种常见的工程塑料,具有良好的耐磨性和耐化学性,适用于超声波焊接。
8. POM(聚甲醛)超声波焊接适用性:适用POM是一种常见的工程塑料,具有良好的耐磨性和耐化学性,适用于超声波焊接。
9. PET(聚对苯二甲酸乙二醇酯)超声波焊接适用性:适用PET是一种常见的塑料,具有良好的耐热性和透明性,适用于超声波焊接。
10. PS(聚苯乙烯)超声波焊接适用性:不适用PS是一种常见的塑料,但其低熔点和脆性使其不适合超声波焊接。
11. PTFE(聚四氟乙烯)超声波焊接适用性:不适用PTFE是一种具有低表面能和低摩擦系数的塑料,不适合超声波焊接。
交流接触器塑料外壳什么材料
交流接触器塑料外壳通常采用具有良好绝缘性能和耐高温特性
的工程塑料材料制成。一种常用的材料是聚酰胺类塑料,如尼
龙(nylon)或聚酰亚胺(polyimide)材料。这些塑料材料具
有较高的绝缘电阻和强度,能够有效地阻止电流和热量的传导,
确保电气设备的安全运行。此外,这些材料还具有较好的耐化
学腐蚀性能,能够抵御酸、碱等环境中的腐蚀,延长产品的使
用寿命。除了聚酰胺类塑料,还有一些聚烯烃类塑料如聚丙烯
(polypropylene)和聚乙烯(polyethylene),它们具有低密度、
耐热、机械强度高等特点,也常被用于接触器外壳的制造。总
体来说,交流接触器塑料外壳的选择应根据具体的应用需求和
要求进行,确保外壳材料能够满足电器设备的安全性和性能要
求。
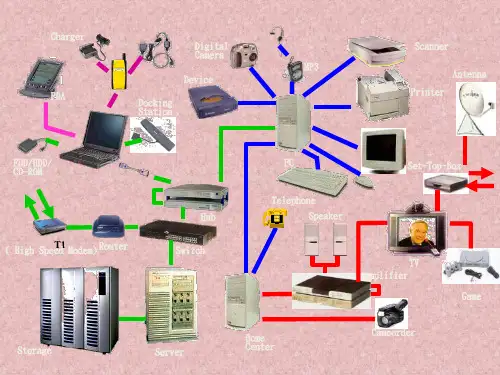
连接器基础知识◆1、连接器的定义◆2、连接器的结构◆3、连接器的主要性能◆4、连接器的分类◆5、连接器的应用技术◆6、连接器的制造◆7、连接器的MPN解释举例◆8、连接器的电镀指导1、连接器的定义连接器是电路中连接两个导体的装置,能够让电流和光波(光学纤维)从一个导体流向另一个导体。
2、连接器的结构连接器一般由三部分组成,即接触件、基座和外壳;外壳基座接触件也有很多连接器由两部分组成,即接触件和基座。
连接器有没有外壳由使用情况所决定,需要完全屏蔽或者使用环境非常恶劣的情况下一般需要使用外壳接触件接触件的作用是导通信号,一般所用材料为铜,因为铜同时具有优良的导电性能、导热性能及机械加工性能。
基座基座的作用是支撑接触件及绝缘,一般所用材料为各种树脂,树脂具有优良的电性能、热性能、质量轻。
外壳外壳的作用是屏蔽及保护基座,所用材料比较多,有铜、钢、铝等。
3、连接器的主要性能连接器的主要性能有电气性能、机械性能、环境性能1、电气性能2、机械性能3、环境性能电气性能◆*接触电阻(Contact resistance)◆*额定电流(Current rating)◆*最大电压(Max.voltage)◆*绝缘电阻(Insulation resistance)◆*端子接触顺序(Contact sequencing(hat pluging))◆*噪音(Noise)◆*信号延迟(Delay)◆* 阻抗(Impedance)◆*串扰(Screw)◆*插入及拔出力(Insertion force and withdraw force)◆*矫正能力(Alignment◆*保持力(Retentions)◆*刮痕(Wiping)◆*振动及冲击(Shock and vibration exposure)◆*防误插(Polarization capabilities)◆*耐久性(Durability)◆*工作温度(Operating temperature)◆*耐高温性(High temperature resistance)◆*湿度(Humidity)◆*化学腐蚀(Atmospheric contamination)◆*焊锡性(Solderability)◆*塑胶焊锡抵抗(Soldering heat resistance)◆*耐溶性(Solvent resistance)◆*防锈保护(Corrosion protection)4、连接的种类(Type of interconnection)连接器的分类◆连接器分为六种不同的工业等级。
常用塑胶的种类用途及性能密度聚乙烯(LDPE)Low density polymerize ethene 特征无味、无臭、无毒、柔韧耐冲击;易燃,有烧滴现象,燃烧时,火焰下蓝上红、烟呈青蓝色、味是蜡烛味,拉丝好,丝呈直线状。
用途包装胶袋、购物袋、玩具、塑料花、电线电缆、薄膜、管材、中空容器板材、片材等制品。
高密度聚乙烯(HDPE)High density polymerize ethene 特征跟LDPE比,拉伸强度、刚性和硬度要优于LDPE,但透明度比LDPE要低;燃烧时烟呈灰白色,一般不易拉丝,不成单丝,具刺鼻的蜡烛味。
用途小机器零件、汽车、电器零件、工业周转箱、化妆品等容器、薄膜、中空容器、绳索和管材;部分用途同LDPE。
聚丙烯(PP)polymerize propylene 特征拉伸强度比PE高,在高温下拉伸性能优异;耐弯曲疲劳性优异;燃烧时火焰下红上蓝、有清香味、拉丝弯曲。
用途编织袋、绳索、管材、中空容器、拉伸薄膜、机械、汽车用零件、电子电器部件、日用品、周转箱、工具箱、包装袋等。
乙烯-乙酸乙烯共聚物(EVA) ethane acetic acidaltogether 特征材料柔软、有橡胶弹性;燃烧时火焰呈红色,有酸味。
用途电缆护套、密封、容器、医动导管、人造革、发泡制品、软管、日用品、玩具、粘合剂、涂料、各种薄膜等。
通用级聚苯乙烯(GPPS)特征质轻坚硬、有较高的刚性、表面有硬度和光泽度、但性能较脆、燃烧时冒较浓的黑烟、味道清甜。
用途日用品、包装材料、建材、家用电器零件部件、玩具、录音录象带壳体等。
高抗冲聚苯乙烯(HLPS)特征硬度不如GPPS,但韧性优于GPPS、冒黑烟、黑灰向上扩散、呈线状。
有良好热定性和剪切稳定性。
用途玩具、包装材料、装饰材料、食品容器、电器、电子部件、箱包、盒等可发性聚苯乙烯(EPS)特征发泡、白色或透明珠状、易燃、起黑烟灰。
用途隔热材料、建筑材料、包装材料、食品容器等。
连接器材料介绍
考试试题
一、填空题:(30分)
连接器零件主要三大类材料:工程塑胶、铜合金、硅橡胶
端子电镀的主要材料:锡、银、金
材料的主要性能要求:机械性能、电性能、环境性能
二、选择题:(40分)
1.常用端子铜合金有:(A、B )
A. 黄铜、磷铜
B. 高性能合金铜、铍铜
2.C2600是什么铜,常用来做什么端子( B )
A.是磷铜,用来做母端子
B.是黄铜,用来做公端子
3.端子推荐镀锡厚度通常范围为:( A )
A.2~7um
B.1um以下
4.一个连接器housing上有弹性锁扣,最好选择以下哪种材料( A )
A. PA66
B. PBT GF30
5. 公母端子的对配力与镀层是没关系的,只与基材相关:( B )
A. 正确
B. 错误
三、问答题:(30分)
1.尼纶料(Nylon)的主要特点及应用?
答案提示:
PA66 HS IM 热稳定冲击改性尼龙66适合弹性结构
PA 66 33% Glass filled 含33%玻璃纤维尼龙66适合没有弹性结构密封的塑壳
尼龙容易吸湿变软或干燥变脆
2.三种端子镀层(Sn, Ag, Au)的主要应用?
答案提示:
Sn: 应用于常规连接器:低插拔次数,普通应用环境(低振动、125℃下)Ag: 应用于大电流、高温环境,插拔次数较多
Au: 应用于特殊环境(高振动,高温,),多插拔次数,正压力较小的情况。
聚苯醚(PPO - polyphenylene oxide)polyphenyl ether多酚氧化酶polyphenol oxidase,PPO优先提供者组织PPO,(preferred provider oganization)聚苯醚简介聚苯醚是本世纪60年代发展起来的高强度工程塑料,化学名称为聚2,6—二甲基—1,4—苯醚,简称PPO(Polyphenylene Oxide)或PPE(Polypheylene ether),又称为聚亚苯基氧化物或聚苯撑醚。
聚苯醚是一类耐高温的热塑性树脂。
市场上通用的主要为改性的聚苯醚(Modified Polyphenylene Oxide),简称MPPO,或者MPPE(Modified Polypheylene ether)。
PPO,中文名称叫聚苯醚。
是世界五大通用工程塑料之一。
它具有刚性大、耐热性高、难燃、强度较高电性能优良等优点。
另外,聚苯醚还具有耐磨、无毒、耐污染等优点。
PPO的介电常数和介电损耗在工程塑料中是最小的品种之一,几乎不受温度、湿度的影响,可用于低、中、高频电场领域。
PPO的负荷变形温度可达190℃以上,脆化温度为-170℃。
PPO材料作为世界五大通用工程塑料之一,无毒,相对密度小,(PPO/PA同类产品也仅为1.10-1.13g/cm3),是五五大通用工程塑料中密度最小的,具有良好的机械强度,抗蠕变性,耐应力松弛,抗疲劳强度高。
PPO/PS合金耐热性突出,热变形温度在1.82MPa下,可以从75-170℃连续变化,随着PPO 含量增加,材料的热变汽车工业形温度不断升高,用于满足不同场合的性能需求。
PPO及其合金可以采用注塑、挤出、模压、发泡和电镀、真空镀膜、印刷机加工等各种加工方法。
[1] 纯的PPO料具有熔融流动性较差、价格高的缺点,市场出售的产品均为其改良的产品,具有优良的综合性能,它们广泛运用于:电子电气:能够满足在潮湿、负载、高温的条件下具有优良的电绝缘性,运用制备电视积机调谐片、线圈芯、微波绝缘件、屏蔽套、高频印刷电路板,各种高压电子元器件,电视机、电脑、传真机、复印机外壳等。
常用塑胶缩水率常用塑胶缩水率塑料名称:PCTA实际开模缩水率:0.003开模产品类型:化装品塑料名称:PETG实际开模缩水率:0.004开模产品类型:化装品塑料名称:AS实际开模缩水率:0.005开模产品类型:化装品PBT+30%GF实际开模缩水率:0.004保安器上下盖,支架塑料名称:ABS实际开模缩水率:5/1000开模产品类型:电器外壳塑料名称:PP实际开模缩水率:16/1000开模产品类型:餐具塑料名称:POM实际开模缩水率:16/1000开模产品类型:胶轮塑料名称:PC实际开模缩水率:8/1000开模产品类型:手机水晶壳塑料名称:PA6实际开模缩水率:0.020开模产品类型:闭锁器摇臂塑料名称:TPR实际开模缩水率:0.015开模产品类型:车仔轮胎看来这里面多数是做壳子类的高温阻燃材料用得极少塑料名称:LCP实际开模缩水率: 1.5~2/%0开模产品类型:连接器塑料名称:PA6T实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:PA9T实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:PC940实际开模缩水率: 8/%0开模产品类型:各式插头座外壳塑料名称:NTF FR52实际开模缩水率: 3~5/%0开模产品类型:连接器塑料名称:pom实际开模缩水率:0.018开模产品类型:遥控-开关-支架==塑料名称:POM M90-44实际开模缩水率:0.018开模产品类型:小齿轮塑料名称:POM TR-20实际开模缩水率:0.015开模产品类型:机芯塑料名称:TPR实际开模缩水率:0.012开模产品类型:软胶塑料名称:PPS+30%GF实际开模缩水率:0.0045开模产品类型:测距仪机芯塑料名称:PP实际开模缩水率:0.016开模产品类型:汽车配件(反光镜)塑料名称:PA+30%GF实际开模缩水率:0.0035开模产品类型:汽车配件(反光镜)塑料名称:ABS+PA实际开模缩水率:0.007开模产品类型:汽车配件(反光镜)塑料名称:PVC实际开模缩水率:0.025开模产品类型:汽车配件塑料名称:LCP实际开模缩水率: 0.001-0.002开模产品类型:电脑连接器塑料名称:POM实际开模缩水率:0.018开模产品类型:小齿轮塑料名称:PVC实际开模缩水率:0.020开模产品类型:医疗器材塑料名称:ABS实际开模缩水率:0.005开模产品类型:医疗器材塑料名称:PP实际开模缩水率:0.020开模产品类型:医疗器材塑料名称:PC实际开模缩水率:0.005开模产品类型:医疗器材塑料名称:PA66实际开模缩水率:0.009开模产品类型:扎带塑料名称:LCP实际开模缩水率:0.002开模产品类型:线圈骨架,电脑连接器塑料名称:H161实际开模缩水率:0.008开模产品类型:电表底壳塑料名称:POM实际开模缩水率:0.025开模产品类型:塑料齿轮塑料名称:PVC实际开模缩水率:0.03开模产品类型:密码箱手柄塑料名称:ABS实际开模缩水率:0.005开模产品类型:汽车配件塑料名称:PP实际开模缩水率:0.025开模产品类型:密码箱塑料名称:PC实际开模缩水率:0.0055开模产品类型:汽车配件塑料名称:PA66实际开模缩水率:0.018开模产品类型:锁具塑料名称:ABS实际开模缩水率:0.0025开模产品类型:伟易达的子母机的支架塑料名称:PA6+35%GF实际开模缩水率:0.004开模产品类型:汽车配件(内部功能件)塑料名称:pom实际开模缩水率:0.018开模产品类型:齿轮,齿条塑料名称:PC+ABS实际开模缩水率:0.045开模产品类型:光驱托盘PMMA(亚加力):5/1000 POM(赛钢):20/1000 PS(硬胶):5/1000 PP(百折胶):16/1000PC(防弹胶):5/1000 ABS(超不碎胶):5/1000HIPS(不碎胶):5/1000 AS(透明大力胶):5/1000GPPS:5/1000 PBT:15/1000PA66(尼龙):16/1000 PA6(尼龙):9/1000TPR(软胶):18/1000 TPU(软胶) 18/1000PE:(软胶)20/1000 KVA(橡皮胶):20/1000GP(硬胶):5/1000 CA(酸性胶):5/1000K唐(KRATON):20/1000 ACETAL(AC):20/1000PU:20/1000 PVC(软):20/1000PC+ABS:5/1000 BDS(K-RESIN0)/K料:7/1000PA66+50%GPT:2/1000 PA66+30%GPT:3/1000PA66+15%GPT:8/1000 PBT+30%GPT:3/1000PP+20%GPT:5/1000 PP+30%GPT:3/1000以上收缩率经过几年实践得来,在产品不超过300mm平均胶厚不超过3MM以内绝对可靠(产品尺寸有超过300mm的要小计0.0005,产品长宽高尺寸差异太大的要X轴,Y轴,Z轴分开来计算,遇到产品平均胶位过厚,过薄(0.5以下)及产品尺寸大都要特别注意) 塑料名称:RUBBER实际开模缩水率:0.030开模产品类型:手机RUBBER键塑料名称:ABS实际开模缩水率:0.0045开模产品类型:打印机壳塑料名称:ABS实际开模缩水率:0.005开模产品类型:手机壳塑料名称:PP实际开模缩水率:0.015开模产品类型:美的电水壶塑料名称:ABS实际开模缩水率:0.005开模产品类型:美的饮水机塑料名称:PP实际开模缩水率:0.0155开模产品类型:本田汽车壳塑料名称:PA+30%GF实际开模缩水率:0.013开模产品类型:宗申摩托车配件塑料名称:PS实际开模缩水率:0.005开模产品类型:东芝,华凌冰柜抽屉塑料名称:H-PE实际开模缩水率:0.018开模产品类型:美的电水壶塑料名称:ABS实际开模缩水率:0.005开模产品类型:美的饮水机塑料名称:PP实际开模缩水率:0.0155开模产品类型:本田汽车壳塑料名称:PA+30%GF塑料名称:PP实际开模缩水率:0.016开模产品类型:厨房用品塑料名称:EVA实际开模缩水率:0.025开模产品类型:厨房用品塑料名称:SAN实际开模缩水率:0.004开模产品类型:厨房用品塑料名称:POM实际开模缩水率:0.025开模产品类型:厨房用品塑料名称:ABS实际开模缩水率:0.005开模产品类型:厨房用品塑料名称:ABS实际开模缩水率:0.003开模产品类型:键帽塑料名称:PPR实际开模缩水率:0.017开模产品类型:水管接头塑料名称:pom实际开模缩水率:0.02开模产品类型:调火环塑料名称:pp实际开模缩水率:0.018开模产品类型:托盘塑料名称:ABS实际开模缩水率:0.005开模产品类型:机壳塑料名称:AS实际开模缩水率:0.004开模产品类型:机壳塑料名称:PA66+30%GF实际开模缩水率:0.005开模产品类型:办公椅的椅脚塑料名称:PP实际开模缩水率:0.016开模产品类型:汽车配件(反光镜)塑料名称:PA+30%GF实际开模缩水率:0.0035开模产品类型:汽车配件(反光镜)塑料名称:ABS+PA实际开模缩水率:0.007开模产品类型:汽车配件(反光镜)塑料名称:PVC实际开模缩水率:0.025开模产品类型:汽车配件塑料名称:ABS+PC实际开模缩水率:0.004开模产品类型:手机面盖底盖塑料名称:PC实际开模缩水率:0.005开模产品类型:手机装饰件塑料名称:TPU实际开模缩水率:0.010开模产品类型:手机胶塞USB接口胶塞PA+30%GF实际开模缩水率:0.007电源插头内架。