J606物位仪表调校记录
- 格式:doc
- 大小:803.50 KB
- 文档页数:15
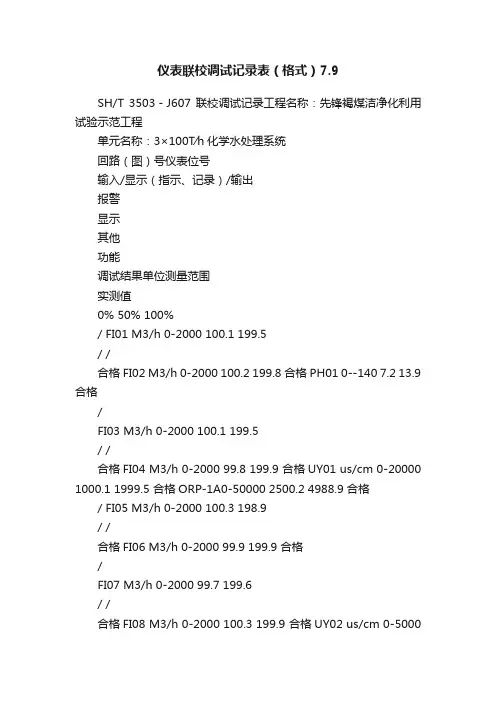
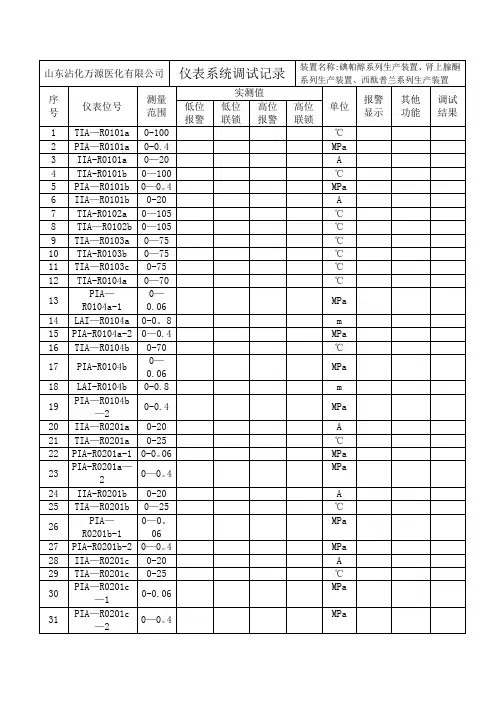
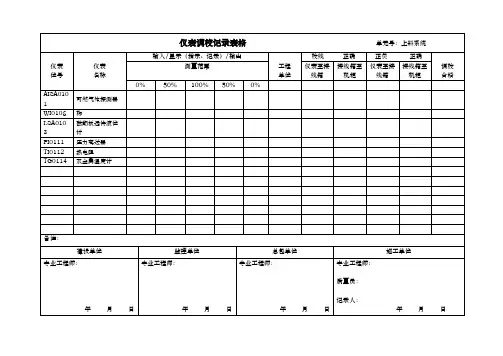
仪表联校调试记录表(格式)7.9SH/T 3503-J607 联校调试记录工程名称:先锋褐煤洁净化利用试验示范工程单元名称:3×100T∕h化学水处理系统回路(图)号仪表位号输入/显示(指示、记录)/输出报警显示其他功能调试结果单位测量范围实测值0% 50% 100%/ FI01 M3/h 0-2000 100.1 199.5/ /合格FI02 M3/h 0-2000 100.2 199.8 合格PH01 0--140 7.2 13.9 合格/FI03 M3/h 0-2000 100.1 199.5/ /合格FI04 M3/h 0-2000 99.8 199.9 合格UY01 us/cm 0-20000 1000.1 1999.5 合格ORP-1A0-50000 2500.2 4988.9 合格/ FI05 M3/h 0-2000 100.3 198.9/ /合格FI06 M3/h 0-2000 99.9 199.9 合格/FI07 M3/h 0-2000 99.7 199.6/ /合格FI08 M3/h 0-2000 100.3 199.9 合格UY02 us/cm 0-5000249.9 498.7 合格/FI09 M3/h 0-2000 100.1 199.5/ /合格FI010 M3/h 0-2000 99.8 199.9 合格UY03 us/cm 0-5000 249.8 499.7 合格/ FI011 M3/h 0-2000 100.1 199.2/ /合格FI012 M3/h 0-2000 100.2 199.8 合格UY04 us/cm 0-5000 250.3 499.8 合格/ FI013 M3/h 0-2000 100.1 199.9/ /合格RI-01MΩ0-1000 59.8 99.9 合格合格/ FI014 M3/h 0-2000 99.7 199.5/ /合格RI-02MΩ0-1000 60.1 99.5 合格合格/ FI015 M3/h 0-2000 100.3 199.0/ /合格RI-03MΩ0-1000 49.8 99.4 合格PH-021--140 7.2 13.8 合格/ LS-1m0-100 4.89 9.96报警连锁合格LS-2m0-100 5.21 9.92 合格LS-3m0-100 5.08 9.89 合格LS-4m0-100 5.13 9.97 合格/ TI-01℃0~1000 50.2 99.9/ /合格TI-02℃0~1000 49.6 99.6 合格TI-03℃0~1000 50.3 98.9 合格备注:建设/ 监理单位总承包单位施工单位专业工程师:日期:年月日专业工程师:日期:年月日专业工程师:质量检查员:调校人:日期:年月日。
电容式料位计打点调试记录一、引言电容式料位计是一种常用的工业自动化仪表,用于测量和监控储料容器中的物料水平。
在使用电容式料位计之前,需要进行打点调试,以确保其准确可靠地工作。
本文将详细介绍电容式料位计打点调试的过程和注意事项。
二、打点调试过程2.1 准备工作在进行电容式料位计的打点调试之前,需要进行一些准备工作: 1. 确定料位计的安装位置和固定方式; 2. 连接料位计的电源和信号线; 3. 确保料位计的周围环境干净整洁,无杂物干扰; 4. 查阅料位计的使用说明书,了解其工作原理和调试方法。
2.2 调试步骤根据料位计的使用说明书,进行以下步骤进行打点调试: 1. 打开料位计的电源,确保其正常工作; 2. 将料位计的探头浸入物料中,确保探头与物料充分接触; 3. 调节料位计的灵敏度,使其能够准确地测量物料的水平; 4. 根据料位计的显示或输出信号,记录物料的实际水平; 5. 将料位计的测量结果与实际物料水平进行比对,以验证其准确性; 6. 如有需要,调整料位计的位置或参数,直到满足测量要求; 7. 完成打点调试后,关闭料位计的电源。
三、注意事项在进行电容式料位计的打点调试过程中,需要注意以下事项: ### 3.1 安全防护1. 在操作过程中,要注意个人安全,避免触电和其他危险; 2. 如有需要,佩戴个人防护用品,如手套、护目镜等。
3.2 环境条件1.料位计的周围环境应保持干净整洁,避免杂物干扰测量结果;2.如有需要,可以采取防护措施,如防尘罩、防水罩等。
3.3 探头安装1.探头应与物料充分接触,确保测量准确性;2.探头的安装位置应选择在物料水平变化较大的区域,以提高测量灵敏度。
3.4 调节灵敏度1.根据实际情况,调节料位计的灵敏度,使其适应不同物料的测量要求;2.灵敏度过高可能会导致误报警,灵敏度过低可能会导致漏报警,需要根据实际情况进行调整。
四、总结通过以上的打点调试过程和注意事项,我们可以确保电容式料位计的准确可靠地工作。
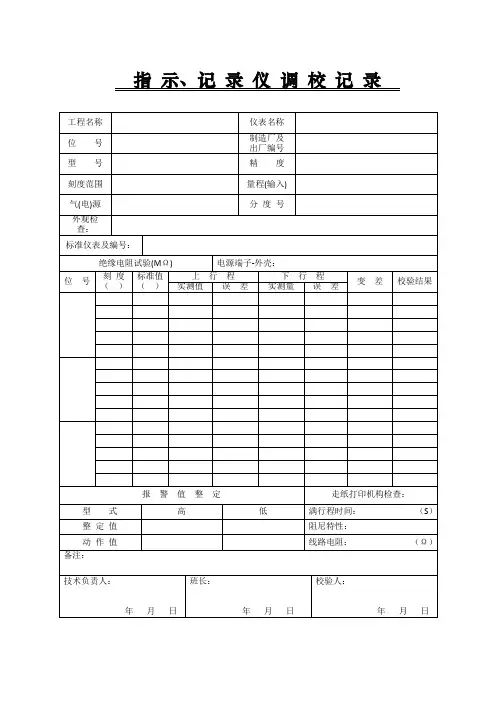
调节器调校记录二
调节器调校记录
(二)
工程名称:单元名称:仪表名称仪表型号仪表位号制
造厂精确度出厂编号刻度范围允许误差电/气源输入
输出作用方向标准表名称/编号/精度控制点调校 P= TI= TD= 比例度P试验 TI= TD= 给定测量输出偏差刻度实测误差
积分时间TI试验 P= TD= 刻度实测误差微分时间TD试验 P= TI= 报警调校刻度报警设定值 H= L= 实测报警动作值 H= L= 误差输出表指示值调校:精度:允许误差:刻度 % 标准值()实测值()上行误差下行误差回差 050100 手动.自动双向切换检查软手动M/自动 A/硬手动 H/切换检查:P= TI= TD= 切换形式A→M M→A A→H H→A 输出变化值
第 1 页共 1 页。