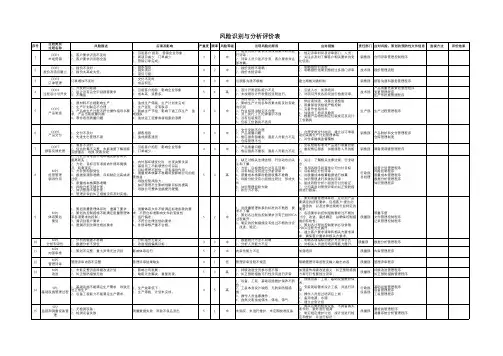
风险分析评价表
- 格式:doc
- 大小:121.50 KB
- 文档页数:4
(风险管理)风险分析表风险评价的目的风险评价目的是通过事先分析、评价,制定风险控制措施,实现事前预防,达到消减危害,控制风险目的。
风险评价组织组长: 副组长: 组员:风险评价程序1、组织有关人员对全公司存在的危害形式及所在部位进行识别和分析。
从企业从事的活动,使用的设备设施中选取分析对象,对作业活动、设备设施、工艺过程、作业场所等方面进行危害识别。
2、确定风险评价范围3、确定风险评价方法4、按事件发生的可能性、事故后果严重性的判断准则,对己确定的重点部位、关键装置、作业活动等进行评价,划分风险等级5、评价过程如下图所示:风险评价范围Array通过全公司存在的危害形式和存在的场所,作业活动。
见下表风险评价方法从本公司的实际情况出发,风险评价方法采用工作危害分析法(JHA)、安全检查表分析法(SCL)和预危险性分析法(PHA)。
1、工作危害分析法(JHA)工作危害分析(JHA)是一项系统的分析程序,它将普遍接受的安全健康原则和惯例纳入特定的作业,在JHA分析过程中,对每一项基本的工作步骤都要,以便识别潜在危害,找出做这项工作的最安全途径。
这一程序用的其它说法是工作安全分析(JSA)和工作危害分解。
工作危害分析(JHA)较适用于检修、入罐(釜)清洗、折除等作业活动。
2、安全检查表分析法(SCL)安全检查表分析法是基于经验的方法。
由分析人员列出一些项目,识别与一般工艺设备和操作有关的已知类型的危害、设计缺陷以及事故隐患,查出各层次的不安全因素,然后确定检查项目。
并以提问的方式把检查项目按系统的组成顺序编制成表,以便进行检查或评审。
安全检查表分析可用于对物质、设备或操作规程的分析。
安全检查表分析法(SCL)较适用于关键装置的风险评价。
3、预危险性分析法(PHA)预危险性分析法是在项目发展的初期,特别是在概念或设计的开始阶段,对系统存在危害类别、出现条件、事故后果等进行分析,尽可能评价出潜在的危险性。
预危险性分析法可对现有及已建成的装置进行粗略的危害和潜在的事故分析。
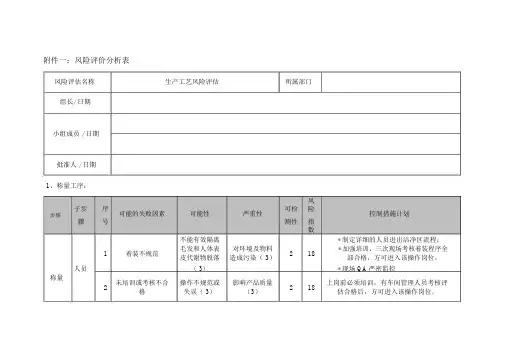
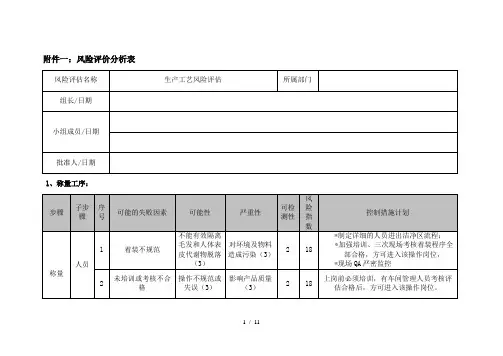
附件一:风险评价分析表风险评估名称生产工艺风险评估所属部门组长/ 日期小组成员 / 日期批准人 / 日期1、称量工序:风子步序可能的失败因素可能性严重性可检险控制措施计划步骤号测性指骤数不能有效隔离* 制定详细的人员进出洁净区流程;1着装不规范毛发和人体表对环境及物料218* 加强培训、三次现场考核着装程序全皮代谢物脱落造成污染( 3)部合格,方可进入该操作岗位,人员( 3)* 现场 QA严密监控称量未培训或考核不合操作不规范或影响产品质量上岗前必须培训,有车间管理人员考核评2218格失误( 3)(3)估合格后,方可进入该操作岗位。
步骤子步序可能的失败因素骤号台秤量程、精度不3能满足称重物品的要求台秤无自动打印功4能可能性严重性无法准确称量投料不准确物料( 4)(5)记录填写时会记录不准确出现笔误( 3)(4)风可检险控制措施计划测性指数360购买量程和精度符合称量要求的台秤224购买带自动打印的台秤工具工具称量5台秤未经校验6不在校验有效期内称量前未用标准砝7码进行校准8捕尘器未开启9称量工具未清洗消容器具未按品种使10用未按批生产指令规11定量进行称量复核物料品名、规格、批号、检验单号与12生产指令规定不一致称量数值不准量值传递不准确( 3)确( 4)称量数值不准量值传递不准确( 3)确( 4)不能及时捕捉影响操作间环物料粉尘( 2)境( 3)可能污染称量造成物料报废物料( 3)(4)物料称量出现造成产品不合错误( 3)格( 4)所称量的物料造成产品不合与批生产指令格( 5)不符( 1)224在岗位操作规程中规定并严格执行336212捕尘器与空调系统连锁开启336使用前检查称量工具清洁状态336按标识分类使用336称量前必须核实批生产指令规定量420称量前必须双人复核物料标识风步骤子步序可能的失败因素可能性严重性可检险控制措施计划骤号测性指数操作未按规定先称辅主料的生物活造成物料报废13性会污染辅料220严格执行《称量岗位操作规程》料、后称主料称量(5)( 2)操作称量出现的错称量物料量不称量14未经双人复核误不能及时发330称量时双人复核, QA现场监督准确( 5)现( 2)15称量时未戴无菌手可能会污染到造成物料报废110称量前戴无菌手套套物料( 2)(5)16剩余物料未及时退可能会造成物造成物料报废210剩余物料及时退回暂存间回料混淆( 1)(5)称量好的较少物料可能会造成物造成产品不合17称量后无专用容器336称量后的物料专容器存放料混淆( 3)格( 4)存放记录称量记录和物料台造成记录和台不能准确反映18账填写有误称量操作过程318操作完毕及时填写记录和台账填写帐未及时准确填写( 3)(2)清场19称量结束,未及时造成操作间环影响到下批次224操作完毕及时清洁,并由 QA人员检查清场境不清洁( 4)操作( 3)风步骤子步序可能的失败因素可能性严重性可检险控制措施计划骤号测性指数2、包装工序人员12包装3设备4未培训或考核不合操作不规范或影响产品质量格失误( 2)(3)压力表未经校验无法真实反映无法按工艺要压缩空气压力求正常生产压力表校验不在有( 1)(5)效期内贴签质量不合标签粘贴位置不干胶贴标机参数格,缺乏生产不准确、标签设置不当批次的可跟踪缺失( 2)性( 4)222上岗前必须培训,有车间管理人员考核评12估合格后,方可进入该操作岗位。
XXXXX有限公司 文件编号:
QR 0003-02
资源管理
控制
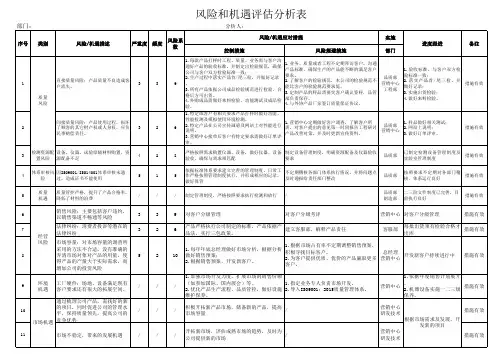
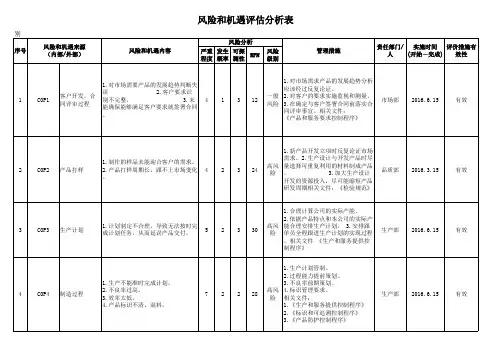
内部对潜在的不合格没有采取预防措施。
5210一般风险
充分掌握质量体系过程,以及各个过程之间的关系,并按《纠正和预防措施控制程序》
515低风险质量部长有效内部对不合格的纠正预防措施没有进行有效性检查评定。
5210一般风险按《纠正和预防措施控制程序》执行515低风险质量部长有效内部对于产品设计或过程设计有影响的纠正预防措施未纳入FMEA,不合格易重复发生。
5210一般风险按《纠正和预防措施控制程序》执行515低风险质量部长有效内部管理者代表对改进活动的策划、实施工作,没有有效评价。
428一般风险按《持续改进控制程序》执行414低风险质量部长有效内部
对重大改进项目提供的资源不充分。
428一般风险按《持续改进控制程序》执行414低风险总经理
有效内部没有持续改进工作计划。
313低风险313低风险有效内部改进项目没有改进的计划。
313低风险
313低风险有效
内部
对改进项目的最终效果没有验证及评价。
4
2
8
一般风险对改进项目进行效果分析,投入产出的经济
成本分析,以总结经验,找出差距达到持续
改进。
4
1
4
低风险
总经理有效有效
编制:审
风险和机遇评估小组:
严重度判断准则发生频度判断准则
29
7.纠正和预防
措施
质量部
31
8.持续改进
管代。


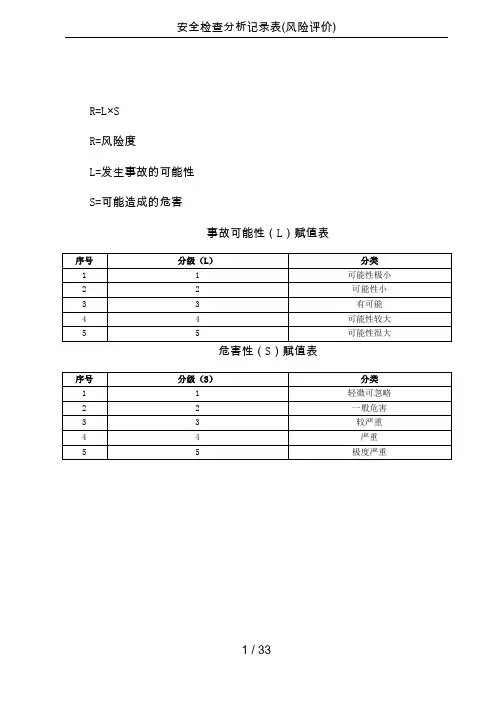
安全检查分析记录表(风险评价)R=L×SR=风险度L=发生事故的可能性S=可能造成的危害事故可能性(L)赋值表危害性(S)赋值表1 / 33安全检查(SCL)分析记录表编号:SB011设备名称:丙烷机分析人员:分析日期:2010.4.7单位:聚丙烯车间审核人:审核日期:2 / 33安全检查(SCL)分析记录表编号:SB013 设备名称:分液罐分析人员:分析日期:2010.4.73 / 33单位:聚丙烯车间审核人:审核日期:4 / 33编号:SB004设备名称:原料罐分析人员:分析日期:2010.4.8单位:聚丙烯车间审核人:审核日期:5 / 33编号:SB003设备名称:精制塔分析人员:郭立杰沙林赵博孙亚强分析日期:2010.4.8单位:聚丙烯车间审核人:审核日期:6 / 33编号:SB009设备名称:原料泵分析人员:分析日期:2010.4.8单位:聚丙烯车间审核人:审核日期:7 / 33编号:SB001 设备名称:聚合釜分析人员:分析日期:2010.4.88 / 33单位:聚丙烯车间审核人:审核日期:9 / 33安全检查(SCL)分析记录表编号:SB002 设备名称:闪蒸釜分析人员:分析日期:2010.4.810 / 33单位:聚丙烯车间审核人:审核日期:11 / 33安全检查(SCL)分析记录表编号:SB017 设备名称:气柜分析人员:分析日期:2010.4.812 / 33单位:聚丙烯车间审核人:审核日期:13 / 33安全检查(SCL)分析记录表编号:SB006设备名称:起重机分析人员:分析日期:2010.4.13单位:聚丙烯车间审核人:审核日期:14 / 33安全检查(SCL)分析记录表编号:SB012设备名称:氮气加热炉分析人员:分析日期:2010.4.12单位:聚丙烯车间审核人:审核日期:15 / 33安全检查(SCL)分析记录表编号:SB019设备名称:活化剂储罐分析人员:分析日期:2010.4.1216 / 33单位:聚丙烯车间审核人:审核日期:17 / 33安全检查(SCL)分析记录表编号:SB021 设备名称:碱罐分析人员:分析日期:2010.4.14单位:聚丙烯车间审核人:审核日期:18 / 33安全检查(SCL)分析记录表编号:SB007 设备名称:真空泵分析人员:分析日期:2010.4.15单位:聚丙烯车间审核人:审核日期:19 / 33安全检查(SCL)分析记录表编号:SB018设备名称:丙烯换热器分析人员:分析日期:2010.4.15单位:聚丙烯车间审核人:审核日期:20 / 33安全检查(SCL)分析记录表编号:SB014设备名称:集中供油分析人员:分析日期:2010.4.15单位:聚丙烯车间审核人:审核日期:21 / 3322 / 33安全检查(SCL)分析记录表编号:SB008设备名称:热水泵分析人员:分析日期:2010.4.8单位:聚丙烯车间审核人:审核日期:23 / 33安全检查(SCL)分析记录表编号:SB010 设备名称:碱渣泵分析人员:分析日期:2010.4.15单位:聚丙烯车间审核人:审核日期:24 / 33安全检查(SCL)分析记录表编号:SB015设备名称:甲醇,MTBE罐分析人员:分析日期:2010年4月1525 / 33单位:聚丙烯车间审核人:审核日期:安全检查(SCL)分析记录表编号:SB020 设备名称:电离器分析人员:分析日期:2010年4月14日26 / 33单位:聚丙烯审核人:审核日期:27 / 33安全检查(SCL)分析记录表编号:SB016设备名称:配碱罐分析人员:分析日期:2010年4月8日单位:聚丙烯审核人:审核日期:28 / 33安全检查(SCL)分析记录表编号:SB024 设备名称:无碱脱臭塔分析人员:分析日期:2010年4月5日29 / 33单位:聚丙烯审核人:审核日期:30 / 33安全检查(SCL)分析记录表编号:SB027设备名称:安全用品分析人员:分析日期:2010年4月22日单位:聚丙烯审核人:审核日期:31 / 33安全检查(SCL)分析记录表编号:SB027设备名称:安全用品分析人员:分析日期:2010年4月22日单位:聚丙烯审核人:审核日期:32 / 33安全检查(SCL)分析记录表编号:SB028设备名称:聚丙烯自动包装分析人员:分析日期:2010年4月22日单位:聚丙烯审核人:审核日期:33 / 33。
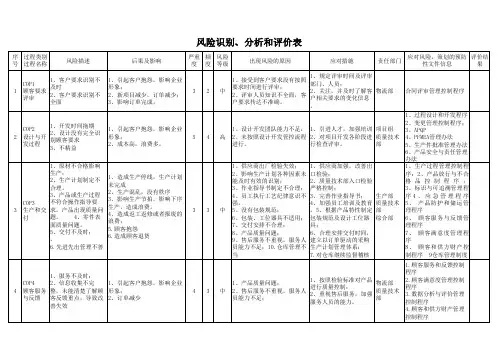
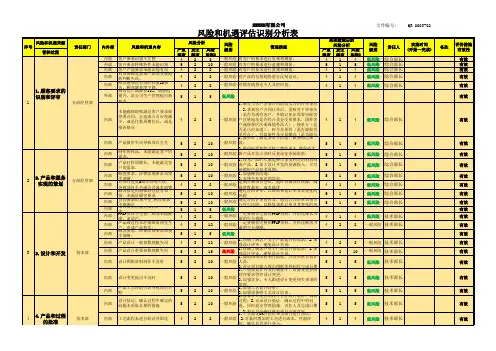
4风险和机遇评估分析表(综合表)风险和机遇识别分析评价表序号过程风险+机遇描述严重程度发⽣频次风险系数风险级别风险对策策划的控制措施责任部门完成时间措施有效性检查⼈/⽇期1组织环境管理组织内外部环境识别不全、信息不准确,使企业对⾃⾝的优势、劣势、机遇和风险不清楚或误判313低降低严格按照《MCS-N365组织环境与相关⽅要求控制程序》,充分识别组织环境,按规定进⾏监视和评审;GMD2018.04有效2相关⽅管理相关⽅需求和期望识别不完整、不正确,影响企业与相关⽅合作212低降低按照《MCS-N365组织环境与相关⽅要求控制程序》,充分识别相关⽅要求并采取相应对策。
GMD2018.04有效3环境因素对环境因素和重要环境因素识别不充分,引起环境事件发⽣。
313低降低执⾏相应程序⽂件,组织各部门⼈员参与岗位环境因素识别,加强岗位重要环境因素的培训PRD2018.03有效4危险源对危险源和重要危险源未认真进⾏识别,引起员⼯⼈⾝伤害事故。
313低降低执⾏相应程序⽂件,组织各部门⼈员参与岗位危险源和重要危险源识别,对重要危险源应明确标识。
PRD2018.03有效5法律法规法律法规识别不全、适⽤性不够或不充分,不能有效指导⼯作313低降低定期识别、收集,定期更新,重要条款予以培训或纳⼊制度中。
PRD2018.03有效6危废处理危险固废、电池等废弃物没有委托有资质的单位处理.414低规避按法规规定,委托有资质的单位进⾏处理;定期识别、收集、更新法律法规。
PRD2018.03有效7新产品开发新产品开发周期长414低接受增加新产品开发投⼊,为新产品开发提供资源⽀持(如⼈员、资⾦等)。
TEC2018.01~12正在进⾏中8外部供⽅管理外部供⽅(核级锻件)因质量、制造进度等原因影响交货期,进⽽影响公司⽣产进度。
414低与外部供⽅(核级锻件)⽣产商多沟通,督促对⽅加快进度,同时通过驻⼚监造来监控质量。
QC2018.01~12正在进⾏中9订单管理1.客户要求识别不充分、不完整或理解存在偏差,导致输出的⽂件不充分。