第九章送经和卷取题库4-0-8
- 格式:pdf
- 大小:59.63 KB
- 文档页数:9
织造学习题集( C )思考题1.络筒工序的目的及工艺要求是什么?2.络筒机的主要组成部分及各部分的作用是什么?3.筒子卷绕的方式有哪几种? 各种卷绕方式的特点是什么?4.筒子成形由哪两种基本运动组成? 完成两种运动的方式是什么?5.试述圆柱形和圆锥形筒子卷绕的基本原理。
6.何谓纱圈卷绕角? 它的大小与什么因素有关?7.何为传动点、传动半径?8.在1332MD型槽筒式络筒机上,计算当锥形筒子大小端直径为45/82、65/102、85/122 (单位:mm)时的传动半径和平均半径的大小,并求其差值,根据实际差值的变化写出结论。
9.槽筒对筒子作摩擦传动时,若槽筒的表面线速度为600m/min,计算当筒子大小端直径为170/200、70/100、30/60(单位:mm)时,圆锥形筒子大小端圆周速度,并分析说明圆周速度与筒子半径的关系。
10.槽筒对筒子作摩擦传动时,圆柱形筒子、圆锥形筒子的纱圈卷绕角、纱圈节距随筒子直径的增加发生怎样的变化,为什么?11.试述影响筒子卷绕密度的主要因素,锥形筒子卷绕密度的分布规律,为实现卷绕密度的均匀应采取什么措施。
12.络筒时纱线为何需要具有一定大小的张力? 张力不当有何不利?13.管纱退绕时影响张力的因素是什么? 如何均匀管纱退绕张力?14.何为气圈、导纱距离、分离点、退绕点?15.说明退绕管纱的一个层级和整只管纱退绕时的张力变化规律。
造成管底退绕张力突增的原因是什么?16.络筒常见张力装置的作用及对张力装置的要求。
累加法、倍积法、问接法的原理及各自的特点。
17.气圈破裂器、气圈控制器的作用是什么?简述其理由。
18.简述纱圈产生重叠的原因,说明槽筒络筒机的防叠方法,重叠筒子对后道工序的影响。
19.简述清纱器的形式和工作原理,对比两种电子清纱器的主要工作性能。
20.常用的捻接方法有哪些? 其工作原理如何?21.电子定长的目的是什么? 其工作原理如何?22.络筒工序的工艺参数有哪些? 确定各工艺参数的依据是什么?23.络筒外观质量和内在质量包含的内容是什么?思考题1.整经工序的目的及工艺要求是什么?2.常用的整经方法有哪几种?试述其特点、工艺流程和应用场合。
织造原理答案第六章开口1.梭口的形状、尺寸、种类、梭口对称度、梭口清晰度的概念。
(P117)2.掌握开口过程中影响拉伸变形的因素。
(P122)梭口高度梭口对称度梭口长度后梁位置3.梭口形成时期。
开口时期经纱离开经位置线即综平位置到梭口满开为止,称为开口时期。
这个时期经纱处于运动状态,经纱张力由小到大逐渐增加。
静止时期梭口满开后,经纱在梭口上下两个极端位置上处于静止状态,以便于引纬器通过梭口,这个时期称为静止时期;闭口时期梭口开始闭合,经纱由静止进入运动状态,直至综平位置,这个时期称为闭口时期。
经纱张力逐渐减小。
4.对综框运动规律的要求。
(1)对综框速度的要求:在开口时期,经纱张力由小到大逐渐增加,综框运动的速度应由快到慢逐渐减小,接近满开时速度最小;在闭口时期,经纱张力由大到小逐渐降低,综框运动的速度则应相应的由慢到快逐渐增大,综平时速度最大;(2)对综框加速度的要求:在开口终了及闭口开始的瞬间,也就是综框由运动到静止和由静止到运动的瞬时,加速度应该尽可能小;其余时间内,速度的变化要均匀缓和,以避免综框产生跳动和冲击,从而使经纱张力的波动较小,断头的可能性降低;(3)开口、静止、闭合三个时期的时间分配要合理;(4)在满足引纬顺利进行的前提下,综框运动的动程应该尽量小。
5.开口运动的工艺参数(开口时间经位置线)开口时间:在开口过程中,上下交替运动的综框相互平齐的瞬时主轴所处的位置角称为开口时间(又称综平度或综平时间)。
经位置线:所谓经位置线是指综平时织口、综眼、停经架中导棒和后梁握纱点等各点所连接的一条折线,即经纱在织机上综平时的实际位置线。
第七章引纬1.引纬方法的分类。
按照引纬介质的不同,将引纬方式分为:梭子引纬片梭引纬剑杆引纬喷气引纬喷水引纬按照引纬方式将织机分为两大类:有梭织机剑杆织机新型织机(无梭织机)片梭织机喷水织机喷射织机喷气织机多相(多梭口)织机也属于新型织机。
2.梭子飞行速度计算、梭子飞行时的受力分析的结论。
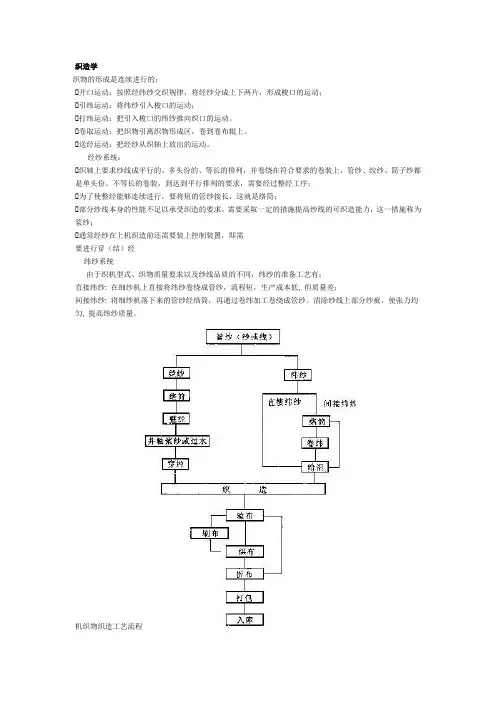
织造学织物的形成是连续进行的:开口运动:按照经纬纱交织规律,将经纱分成上下两片,形成梭口的运动;引纬运动:将纬纱引入梭口的运动;打纬运动:把引入梭口的纬纱推向织口的运动。
卷取运动:把织物引离织物形成区,卷到卷布辊上。
送经运动:把经纱从织轴上放出的运动。
经纱系统:织轴上要求纱线成平行的、多头份的、等长的排列,并卷绕在符合要求的卷装上,管纱、绞纱、筒子纱都是单头份、不等长的卷装,到达到平行排列的要求,需要经过整经工序;为了使整经能够连续进行,要将短的管纱接长,这就是络筒;部分纱线本身的性能不足以承受织造的要求,需要采取一定的措施提高纱线的可织造能力,这一措施称为浆纱;通常经纱在上机织造前还需要装上控制装置,即需要进行穿(结)经纬纱系统由于织机型式、织物质量要求以及纱线品质的不同,纬纱的准备工艺有:直接纬纱: 在细纱机上直接将纬纱卷绕成管纱,流程短,生产成本低, 但质量差;间接纬纱: 将细纱机落下来的管纱经络筒,再通过卷纬加工卷绕成管纱。
清除纱线上部分纱疵,使张力均匀, 提高纬纱质量。
机织物织造工艺流程织机的分类按引纬方式分类:有梭织机:梭子引纬无梭织机:喷气、喷水、剑杆、片梭按开口机构分类:凸轮开口多臂开口提花开口第一章络筒一、络筒的目的、任务:将前道工序的纱线加工成密度适宜、成形良好、容量大且有利于下一道工序生产的有边或无边筒子。
清除纱线上的杂质与疵点。
使纱线在一定张力作用下卷绕成均匀坚实的筒子。
二、络筒的要求筒子卷装应坚固、稳定,成形良好。
筒子卷装的形状和结构应保证在下一道工序中纱线能以一定速度轻快退绕。
络筒过程中纱线卷绕张力要适当,波动要小,既满足筒子的良好成形,又保持纱线原有的物理机械性能。
适当清除纱线的粗、细结及杂质等疵点,以改善纱线外观和品质。
结头要小而牢。
三、筒子的卷绕形式主要分为平行卷绕和交叉卷绕四、络筒机1、槽筒络筒机2、自动络筒机:第二章整经一、整经的任务将一定数量的筒子纱,按工艺设计规定的长度、幅宽和排列顺序,以适宜的、均匀的张力平行卷绕在经轴或织轴上,以供浆纱或穿经工序使用。
2006–2007学年第二学期期终试题一、填空题(30%)1、平针、罗纹、双反面、双罗纹四种基本组织中,横向延伸性最好的是();纵向延伸性最好的是();能顺逆编织方向脱散的是()。
2、针织物的基本单元是(),它由()、()组成。
3、在单面圆纬机上编织添纱衬垫时一般需要采用三路成圈系统,其顺序依次为()()、()、(),并需要采用特殊的()沉降片。
4、编织绕经组织组织一般需要()系统()系统和()系统,其三系统可以编织()横列。
5、在消极式给纱的针织机上,一般是通过调整()来调节线圈长度的,而在积极式给纱的针织机上,一般是通过调整()来调节线圈长度的。
6、菠萝锭络丝机一般适用于()原料的卷装,其筒子形状为();而普通的络纱机一般适用于()原料的卷装,其筒子形状为()。
7、针织机的机号一旦确定,可以加工的纱线支数最粗与()有关,最细与()有关。
8、常用的收针方法有()收针、()收针和()收针。
9、横机上若采用三级式嵌入式花色三角的原理进行选针编织,其舌针一般分为( )。
10、两块棉平针织物,若其纱支相同,则可用()指标来比较其稀密程度;若其纱支不同,则需采用( )指标来比较其稀密程度。
11、袜机上双向针三角座的作用是( )。
12、在圆纬机的牵拉机构中加装扩布装置的作用是( )。
13、采用沉降片双向运动技术的优点是( )。
14、要得到纬编绒类产品,可采用( )组织、( )组织和( )组织。
15、单面纬编针织物中,线圈圈柱覆盖于圈弧之上的一面称为( ),线圈圈弧覆盖于圈柱之上的一面称为( )。
二、问答题1、试比较罗纹组织和双反面组织在其组织结构、性能方面的特点,并指出其成圈机件配置上的不同点。
(10%)2、下图1所示是在舌针多三角机上编织单面纬平针组织时舌针运动轨迹。
试根据该轨迹图指出成圈各阶段分别对应于何处,并指出弯纱过程的特点。
(5%)图13、简述针织圆纬机与横机在编织部分及产品方面各有什么特点?(6%)4、如图2所示为某一单面织物的编织图。
第九章卷曲和送经第一节卷取机构卷取机构的作用是将在织口处初步形成的织物引离织口,卷绕到卷布辊上,同时与织机上其他机构相配合,确定织物的纬纱排列密度和纬纱在织物内的排列特征。
一、卷取机构形式卷取机构形式很多,可以归纳为消极式卷取机构和积极式卷取机构两大类。
1.消极式卷取机构在消极式卷取机构中,从织口处引离的织物长度不受控制,所形成织物中纬纱的间距比较均匀。
这种机构比较陈旧,但适宜于纬纱粗细不匀的织物加工,如废纺棉纱、粗纺毛纱等织造加工,所形成的织物具有纬纱均匀排列的外观。
该种卷取机构在本教材中不作详细介绍。
2.积极式卷取机构在积极式卷取机构中,从织口处引离的织物长度由卷取机构积极控制,所形成的织物中纬纱同侧间距相等,但纬纱间距却因各纬纱的粗细不匀而异,在条干均匀的纬纱织制时,织物可以取得均匀悦目的外观,加工提花织物也能取得比较规正的织物图形。
积极式卷取机构有连续卷取和间歇卷取两类,在织造过程中又可分为卷取量恒定和卷取量可变两种形式。
二、积极式卷取机构及其工作原理(一)积极式连续卷取机构新型织机通常采用积极式连续卷取机构,在织造过程中,织物的卷取工作连续进行。
部分积极式连续卷取机构以改变齿轮齿数来调节加工织物的纬密,存在纬密控制不够精确的弊病。
随着织机技术的发展,产生了以无级变速器来调节加工织物纬密的机构,使纬密的控制精确程度得以提高。
电子式卷取机构的出现,不仅简化了机械结构,实现纬密精确控制,而且在织造过程中可以随时改变卷取量,调整织物的纬密。
1.改变齿轮齿数来调节加工织物纬密的机构以改变齿轮齿数来调节加工织物纬密的积极式连续卷取机构的示意图如图10-1所示。
图10-1 改变齿轮齿数调节纬密的卷取机构1-辅助轴 2-减速齿轮箱 3-橡胶糙面卷取棍 4-手柄 Z 1 、Z 2……Z 6-齿轮辅助轴1与织机主轴同步回转,辅助轴通过轮系Z 1、Z 2、Z 3…Z 6和减速齿轮箱2、齿轮Z 7、Z 8传动橡胶糙面卷取辊3,对包覆在辊上的织物进行卷取。
纺织机械重点A 第一章1.纱线的主要特性回潮率:回潮率表示纱线所含水份的程度。
设纱试样的湿重为 G ,干重为 G 0,回潮率定义如下 W =〔G -G 0〕/G 0×100%2、纱线的细度⑴ 号数:1000 米长纱线在公定回潮率时的重量〔克〕标记为Tex 〔特克斯〕,号数是定长制。
N t =G 〔克〕/L 〔千米〕棉纱线、棉型化纤纱线、中长化纤纱线均承受号数制。
⑵ 英制支数 :在公定回潮率时,1 磅重的纱线具有长度为 840 码的倍数,为定重制。
N e =L 〔码〕/840G 〔磅〕号数制与英制支数的换算: tex=583.1/Ne⑶ 公制支数:在公定回潮率时,1 公斤重量的纱线,长度有多少个 1000 米,或 1 克重纱线长多少米。
N m =L 〔米〕/G 〔克〕定重制。
3、纱线的捻度⑴ 捻度:单位长度中的捻回数。
捻回数越多,则捻度越大。
⑵ 捻系数从加捻的实质来看,最能反映加捻程度的是捻回角β。
捻回角与纱的粗细、捻度有关。
捻度一样时,粗的纱加捻程度大,细的纱加捻程度小。
⑶ 捻向:捻向只有两个,即 Z 捻和 S 捻,也称为分别为反手纱和顺手纱。
4.混合的主要目的1、合理使用原料、保证成纱质量2、保持生产和成纱质量的相对稳定3、节约原料、降低本钱随机混和:各种混和成分的小块或者纤维作不规章运动,则可形成随机混和。
强制性混和:强制性混和是将各种原料按混和比例的混和。
如原料在仓内的铺层混和或者制成条子以后再混和。
其次章1. 六滚筒开棉机开松方式:自由开松;豪猪式开棉机:握式开松2. 六滚筒开棉机的方式(1)滚筒按斜 45 度排列;(2)滚筒从下往上速度渐渐增大。
好处:强度渐渐增大,可以很好的反面。
3. 除杂指标1、落棉率:反映落棉的数量指标落棉率=落棉重量/喂入品重量×100%2、落棉含杂率:反映落棉中杂质数量多少落棉含杂率=落棉中所含杂质重量/落棉重量×100%3、落杂率:反映喂入原棉中的杂质被除去多少落杂率=落棉中所含杂质重量/喂入品重量×100%4、除杂效率:反映机器除去杂质效能的大小除杂效率=落杂率/原棉含杂率×100%,或落棉中所含杂质重量/喂入品杂质重量×100%4. 自动混棉机的作用:开松,除杂,混合第三章1 分梳工艺长度 L 与上绒率之间的关系 刺辊、给棉板隔距点〔A 〕以上一段工作面长度〔L 1〕与鼻尖宽度〔a 〕之和L = a + L A 1 = a + L 3+ (R + ∆) tan(α ) 其中,α是工作面倾角,⊿为刺辊与锡林的隔距,L 3 刺辊水平线以上的工作面高度。
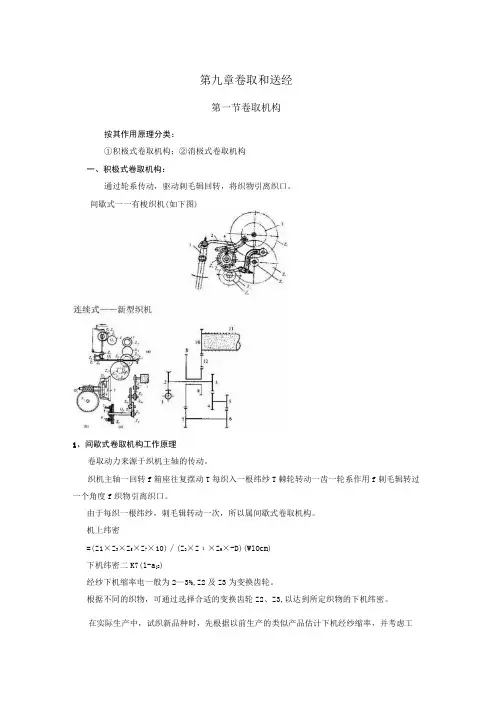
第九章卷取和送经第一节卷取机构按其作用原理分类:①积极式卷取机构;②消极式卷取机构一、积极式卷取机构:通过轮系传动,驱动刺毛辑回转,将织物引离织口。
间歇式一一有梭织机(如下图)1、间歇式卷取机构工作原理卷取动力来源于织机主轴的传动。
织机主轴一回转f箱座往复摆动T每织入一根纬纱T棘轮转动一齿一轮系作用f刺毛辑转过一个角度f织物引离织口。
由于每织一根纬纱,刺毛辑转动一次,所以属间歇式卷取机构。
机上纬密=(Z1×Z3×Z5×Z7×10)∕(Z2×Zι×Z6×-D)(WlOcm)下机纬密二K7(l-a j2)经纱下机缩率电一般为2—3%,Z2及Z3为变换齿轮。
根据不同的织物,可通过选择合适的变换齿轮Z2、Z3,以达到所定织物的下机纬密。
在实际生产中,试织新品种时,先根据以前生产的类似产品估计下机经纱缩率,并考虑工厂变换齿轮的备件情况,初步计算和选择变换齿轮的齿数,然后进行试织。
根据试织情况,看下机纬密是否超过规定范围,再调整变换齿轮齿数,直到纬密符合要求为止。
间歇式卷取机构结构简单,但卷取机构工作过程中,棘轮与棘爪频繁碰撞,机件易磨损及松动,使织物纬密发生变化。
适合于中低速有梭织机。
2、连续式卷取机构工作原理为了适应织机高速运转,许多无梭织机广泛采用了包含蜗杆蜗轮的传动轮系,刺毛辐由轮系从织机主轴获得驱动力矩,连续转动,这就是连续卷取机构。
蜗杆转速与主轴转速相同,织机工作时,刺毛辑连续回转,将织物引离织口,然后卷绕在卷布幅上,为连续式。
机上纬密=P*'=(Z2XZ4XZ6XZ8XZK,XlO)∕(Z∣XZ3XZ5XZ7XZ9XJrD)(根/10Cnl)下机纬密=K=P;/(l-a j2)Z3、Z1.Zs、Ze为变换齿轮不同织物规格,根据P√→四只变换齿轮,10种齿轮(齿数)可供选择,互相搭配。
3、电动卷取机构(ETU):卷取机构与主电机脱离,采用单独的变速电机驱动刺毛辐回转,将织物引离织口。
针织学1(纬编)作业习题1. 平针组织有哪些结构参数,其相互关系如何?2. 可采取哪些措施来提高针织物的尺寸稳定性?3. 平针组织的特性和用途是什么?4. 单面圆纬机针的上升动程影响到什么,如何才能做到正确垫纱?5. 弯纱过程的最大弯纱张力与哪些因素有关?6. 圆纬机实际编织时,如何改变线圈长度,调整弯纱三角位置的作用是什么?7. 双向运动沉降片的工作原理与优缺点。
8. 变化平针组织的结构和编织工艺与平针组织有何不同?9. 罗纹组织种类有哪些,如何在不同种类的罗纹组织之间比较它们的横向密度?10. 罗纹组织的特性和用途是什么?11. 滞后成圈,同步成圈和超前成圈的特点与适用对象。
12. 双罗纹组织的结构与罗纹组织有何不同,前者有何特性和用途?13. 比较双罗纹机与罗纹机在成圈机件及其配置方面的相同和不同之处。
14. 如要在双罗纹机上编织下列图示的花色双罗纹织物(一个完全组织的花型),试画出编织图,作出相应的织针和三角排列以及色纱配置。
7.数M=9,色纱数e=3。
试在方格纸的H×B的范围内任意设计三色提花图案,并作出提花轮排列顺序、色纱配置、段号排列顺序及与针筒转数的关系,以及第 5 提花轮上钢米的排列。
拨片式选针的花宽和花高与哪些因素有关?作出与图4-16(2)对应的第11~14 选针装置上各拨片的位置设置。
多极式电子选针器的级数与哪些因素有关?单极式电子选针器与多极式相比有何优缺点?10. 编织两色双面提花组织,当反面呈现横条纹、纵条纹、小芝麻点花纹时,画出反面花型意匠图以及相对应的上三角排列和色纱配置。
11. 编织反面呈小芝麻点花纹的三色双面提花组织,画出反面花型意匠图以及相对应的上三角排列和色纱配置。
12. 胖花组织的反面设计和上三角排列与双面提花组织有何不同?13. 指出下列织物的组织结构名称。
8.9.1) 2) 3)14、指出下列织物的名称,并画出相应的编织图。
7.第五章(圆机成形产品与编织工艺)习题2)1. 袜品有哪些种类?主要有哪些部段组成?2. 袜口有哪些种类?双层袜口有何编织特点?3. 袜跟和袜头的结构特点和基本编织原理。
《会计学原理》第九章习题一、简答题1.财产清查的必要性是什么?2.财产清查有哪些种类?全部清查应在哪几种情况下进行?3.永续盘存制与实地盘存制有何不同?各自具有什么样的优缺点?4.进行正式清查前应做好哪些准备工作?5.如何进行现金的清查?6.如何进行银行存款的清查?如何编制“银行存款余额调节表”?7.如何进行实物财产的清查?8.如何进行债权债务清查?9.财产清查的核算需要设置的主要账户是什么?如何核算?10.如何进行财产清查结果的处理?二、单项选择题1.一般而言,单位撤销、合并时,要进行()。
A.定期清查 B.全面清查 C.局部清查 D.实地清查2.银行存款清查的方法是()。
A.日记账与总分类账核对 B.日记账与收付款凭证核对C.日记账和对账单核对 D.总分类账和收付款凭证核对3.对现金清查采用的方法是()。
A.实地盘点法B.估算法C.技术推算法D.抽样盘点法4.盘亏是指()。
A.账存数大于实存数B.实存数大于账存数C.账存数小于实存数D.以上都不是5.实地盘存制与永续盘存制的主要区别是()。
A.盘点的方法不同 B.盘点的目标不同C.盘点的工具不同 D.盘亏结果处理不同6.财产清查中,对大量散装、成堆物资所采用的方法是()。
A.实地盘点法B.查询核对法C.技术推算法D.抽查检验法7.采用永续盘存制,平时财产物资的记录是()。
A.只登记收入B.既登记收入,又登记发出C.只登记发出D.以上都不是8.在记账无误的情况下,造成银行对账单和银行存款日记账不一致的原因是()。
A.应付账款 B.应收账款 C.未达账项 D.外埠存款9.实存账存对比表是调整账面记录的()。
A.记账凭证 B.转账凭证 C.原始凭证 D.累计凭证10.下列项目的清查应采用询证核对法的是()。
A.原材料 B.应付账款 C.实收资本 D.短期投资11.对于盘亏的固定资产,按规定程序批准后,应按盘亏固定资产的净值借记的会计科目是()。
A.待处理财产损溢 B.营业外支出 C.累计折旧 D.固定资产清理12.对于盘盈的固定资产的净值应贷记的会计科目是()。
纺织科学技术:送经和卷取测考试题(最新版) 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、填空题 针刺式边撑又分为刺辊式、刺环式、( )三种。
本题答案:圆盘式 本题解析:圆盘式 2、问答题 简述边撑的作用? 本题答案:在织造过程中由于经纬纱发生了屈曲,引起织物在宽度方向的 本题解析:在织造过程中由于经纬纱发生了屈曲,引起织物在宽度方向的收缩,使边纱发生倾斜,加大了与钢筘的摩擦易断头,因此,在织机上织口两侧各装一个伸幅器,即边撑。
边撑的作用有三个: (1)撑开布幅不使收缩。
(2)保护边经,保护钢筘。
(3)决定织口的高低。
3、单项选择题 在下列边撑中伸幅强度最弱的是( )。
A 、刺环式边撑 B 、刺辊式边撑 C 、刺盘式边撑 D 、全幅式边撑 本题答案:C 本题解析:暂无解析姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------4、判断题新型织机多采用调节式积极送经机构。
本题答案:对本题解析:暂无解析5、单项选择题将卷布辊从织机上分离出来,布卷卷绕装置独立成套的卷取形式叫()。
A 、间歇式卷取B、连续式卷取C、消极式卷取D、机外式卷取本题答案:D本题解析:暂无解析6、名词解释上机张力l9、判断题新型织机大都采用分离式连续卷取机构。
本题答案:对本题解析:暂无解析10、单项选择题在GA747型剑杆织机上调节送经量的信息源的机械部件是()。
A、织轴感触辊和后梁B、织辊感触辊C、后梁系统D、停经装置本题答案:A本题解析:暂无解析11、单项选择题控制织物经密的机构是()A、送经机构B、卷曲机构C、打纬机构D、引纬机构本题答案:C本题解析:暂无解析12、问答题简述1511织机经纱张力调节装置的作用原理?本题答案:在织造过程中,能随经纱张力的变化而自动调节送经量的多少本题解析:在织造过程中,能随经纱张力的变化而自动调节送经量的多少,以达到稳定经纱张力的作用。
第九章送经和卷取题
库4-0-8
问题:
[单选]在下列边撑中伸幅强度最弱的是()。
A.A、刺环式边撑
B.B、刺辊式边撑
C.C、刺盘式边撑
D.D、全幅式边撑
问题:
[单选]依靠刺针伸幅的边侧式边撑在织制细而密的织物时,宜采用()。
A.A、细、长和密度大的刺针
B.B、细、短和密度大的刺针
C.C、细、长和密度小的刺针
D.D、细、短和密度小的刺针
问题:
[单选]在目前大多数织机中普遍采用的送经机构是()。
A.A、消极式送经机构
B.B、积极式送经机构
C.C、调节式送经机构
D.D、电子式送经机构
(天津11选5 )
问题:
[单选]在GA747型剑杆织机上调节送经量的信息源的机械部件是()。
A.A、织轴感触辊和后梁
B.B、织辊感触辊
C.C、后梁系统
D.D、停经装置
问题:
[单选]在间歇式送经机构中一般送经运动发生在()。
A.A、打纬时期
B.B、综框开口时期
C.C、综框满开后的静止时期
D.D、综框闭合时期
问题:
[单选]摩擦离合器式送经机构属于一种()。
A.A.间歇式送经机构
B.B.连续式送经机构
C.C.积极式送经机构
D.D.消极式送经机构
问题:
[单选]连续式送经最显著的优点是()。
A.A.送经量调节方便
B.B.送经量调节范围大
C.C.经纱张力调节简便
D.D.经纱张力控制的准确性较好
问题:
[单选]下列织物中必须采用双轴制送经的是()。
A.A.缎纹织物
B.B.高密府绸织物
C.C.泡泡纱织物
D.D.绉织物。