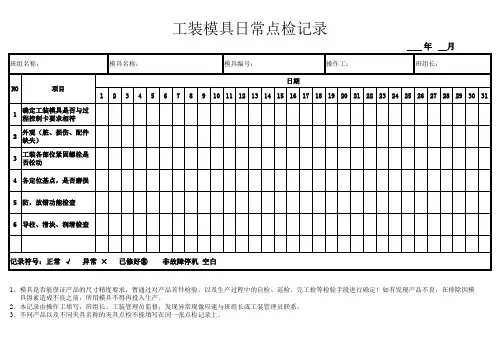
工装模具保养表
- 格式:xlsx
- 大小:13.02 KB
- 文档页数:1


引言:长期以来,许多生产技术人员对于工装模具存在“重使用、轻养护”的观念,这就导致在生产现场经常存在工装模具随意丢弃、当天使用后没有及时清洁养护等现象,久而久之工装模具的使用质量也会受到影响。
文章首先概述了当前工装模具日常使用存在的一些问题,随后分别从管理和养护两方面,就如何加强工装模具的管理、提高其使用寿命进行了分析。
一、工装模具使用管理存在的问题1.工具随意放置。
在飞机零部件安装过程中会使用到各种类型的手持工具,像扳手、螺丝刀等。
但是由于现场环境复杂、生产任务紧张,许多技术人员在完成手头的工作或是使用完工具后,将其随手放置在一边,而没有重新将其放回原处。
当下一次需要使用这些工具时,常常因为忘记存放位置而导致正常的生产、安装工作不能有序开展。
另外,这种工具随意放置的不良习惯,还容易导致工具的丢失,造成一定的经济损失。
如果是在高空作业,工具随意放置还会存在坠落风险,给地面技术人员的安全也构成了一定的威胁。
2.日常养护不到位。
由于工装模具的使用较为频繁,因此随着使用时间的增加,不可避免会受到污染或出现磨损,影响实际的使用效果。
例如一些夹具在使用一段时间后,会出现松动现象,不能很好的固定材料,留下了质量安全隐患。
许多技术人员当天完成工作后,没有养成随手清理操作台或擦拭工装模具的习惯,导致部分工装模具受到污染,实际的工作效能也会大打折扣。
二、工装模具的日常管理1.做好工装模具的分类。
为了避免现场技术人员错拿、错用工作模具,应当将每一套工装、模具都进行明确的分类,可以采用编号的形式,给每一套工装、模具都刻上单独的工装代号,或是用不同的颜色进行区分等。
这样一来,当技术人员想要使用某一种工具时,就可以快速的进行分辨、查找,从而提高了工作效率。
除此之外,当技术人员使用完这些器具后,也能够按照颜色、代号进行快速归类,将其放会原位,以便于下次使用。
2.安排专门的管理人员。
为了提高生产效率,飞机制造过程中往往会多个车间同时开工。
1、目的
规定工装/模具设计、选用、制造、验收、使用维护、更换等管理过程,确保工装/模具符合产品要求及适用的法律法规的要求。
2、范围
本办法规定了本公司工装/模具的管理规则和使用规则;
本标准适用于本公司所有外购、外协和自制的工装/模具。
本办法适用于本公司工装/模具管理部门、技术部、品质部、生产部、采购部及相关部门。
3、定义
工装——用于装配和制造过程的夹具、检具、工具、刀具、辅具、盛具等的总称。
模具——专指用于注塑塑料制品的注塑模具和五金模具及泡棉模具。
外协工装/模具——是指自制工装/模具的部分加工工序委外加工或由我公司负责工装/模具设计,委外单位根据图纸资料制造,我方根据设计资料验收。
外购工装/模具——工装/模具设计和制造均委外,我方只负责验收符合产品要求的合格工装/模具。
4、职责
4.1 技术工程部——负责产品结构图纸相关资料和规格书提供,以及工装/模具的验收确认。
4.2 工装模具组——负责自制工装/模具的设计、选用、制作和自检,以及外协或外购工装/模具的总装和工艺验
收。
4.3 品质部——负责工装的尺寸检验,关键工装/模具的定期校检,并负责样品的外观、尺寸检测及功能试验。
4.4 采购部——负责工装/模具的采购或外协加工控制,并负责接受组织工装/模具验收过程的相关事宜。
4.5生产部——负责工装/模具的运行状况是否满足工艺和可操作性方面的验收工作和负责日常保养。
4.6工装/模具库房——统筹工装/模具的管理。
5 程序。

工装模具夹具预防性维护保养规范(ISO9001-2015/IATF16949-2016)1、目的工艺装备管理就是对工装的设计、制造、调试、使用、维修、保养和报废等全过程进行的管理。
2、定义工艺装备是保证实现产品要求和工艺目的必不可少的手段。
它包括模具、夹具、辅具、量检具和工位器具等(以下简称工装)。
3、工艺装备预防性维修3.1工装预防性维修及其意义工装预防性维修,即对工装进行预先防备性的维护、保养及修理。
它是由“感性”向“理性”的升华。
通过充分调动技术、管理、维修工和操作人员的心智,细心观察每付工装使用全过程的动态变化,找出切合实际的维护保养与改善的方案:它包括工装的工装的日常使用保养、工装的定期检查、工装故障的迅速排除及状态监测等预防工作。
通过预防性维修,能够延长工装的使用寿命,提高工装的质量和加工效率,降低产品成本,将隐患消除于未然。
3.2工装使用管理过程中的保养要求1)工艺装备是多种元件组合体,工装在使用过程中,是否可靠,是否会经常出现故障,工装的管理使用人员必须在使用中严格把关,要熟知工装的设计性能、生产要求和使用规范,并合理使用工装,做好以下对工装的维修预防工作,使工装处于最佳技术经济状态。
2)工装库必须干净、整洁、防漏、安全可靠。
入库工装须按车型分类,定置摆放,严格工装落地存放,谨防相互磕碰。
3)工装安装前,熟悉所使用工装的图样、结构、性能及工艺要求,检查对比工装与机床的封闭高度的匹配及安装条件,顶杆与顶料杆、打料杆与打料孔的匹配性。
4)检查使用设备的精度,状况是否正常、可靠,并将机床上、下工作台,工装的上、下平面及四周清扫干净,清理无异物方可上机。
5)工装的安装应符合工装设计规定的机床、工序、安装方向、顺序、位置及压力中心等技术要求。
顶杆、打杆、托料、垫块等辅助装置的安装位置、尺寸、数量须符合工装设计要求。
压紧联接装置必须牢固、安全、可靠。
6)工装安装完毕,应空车(空转)缓慢上下移动或微动,并检查型腔、导向、定位装置等有无异物,有无松动、磕碰、干涉等异常现象。