焊锡膏的成分及其使用
- 格式:ppt
- 大小:2.72 MB
- 文档页数:47
锡膏介绍
一、锡膏的认识:
1、锡膏时SMT技术中不可缺少的一种材料,它经过加热熔化以后,可以把SMT零件焊
接到PCB焊盘上,起连接和导电作用。
它的作用类似于焊锡丝和波峰焊的锡水,只是他们的固有形态不同。
2、锡膏的成分主要为金属颗粒粉末、助焊剂、增稠剂和一些其他活化剂组成,起到主要
作用的是助焊剂,可以除去氧化层以及其他一些表面污染,让焊接能够顺利进行,锡膏一般为锡、铅合金,熔点为183℃,无铅焊锡熔点要高一些。
二、锡膏的特点:
1、锡膏的共晶点为临界点,当温度达到时,锡膏就由膏状开始熔融,遇冷后变成固状体。
2、锡膏的作用就是使其受热改变形态,是零件与PCB焊接的媒介物。
三、锡膏管理:
1、锡膏到来时,贴上流水编号;
2、使用锡膏时,应按先进先出的原则;
3、锡膏在使用前,要回温至少半小时,并且进行搅拌,以免锡膏中各成分混合不均而
造成不良影响。
4、在没有刮动锡膏的情况下,锡膏在模板上的停留时间不超过30分钟。
5、在使用剩余锡膏的情况下,应先试用,等有结果令人满意的情况下,才可以加入新
锡膏混用。
6、刮好锡膏的PCB板,存放时间不可超过2小时,否则需要擦掉重印锡膏。
7、两种不同型号的锡膏不能混合使用。
8、锡膏具有一定的腐蚀性,使用时应注意不要沾到皮肤上或眼睛里。
9、锡膏的储存温度为2~8℃。
10、锡膏开封时间不得超过24小时,否则作报废处理,不得使用。
编制:曹芳芳审批:日期:。
锡膏的主要成分嘿,朋友们!今天咱来聊聊锡膏的主要成分。
锡膏这玩意儿,就像是电子世界里的魔法胶水一样,把各种元器件牢牢地粘在一起。
锡膏里最主要的成分当然就是锡啦!锡就像是一个可靠的老大哥,默默地承担着连接的重任。
你想想看,要是没有锡,那些小小的元器件不就像一盘散沙,根本没法组成一个完整的电路嘛!锡的存在让一切都变得有序起来,就如同我们生活中的秩序一样重要。
除了锡,还有助焊剂呢!助焊剂就像是个机灵的小助手,帮助锡更好地发挥作用。
它能去除焊接表面的氧化物,让锡能够顺畅地流动,就好像给锡铺了一条平坦的道路。
没有助焊剂,锡可能就会遇到各种阻碍,焊接效果可就大打折扣啦!还有一些其他的成分呢,它们虽然不起眼,但也都有着自己独特的作用。
就好比一个团队里的每个人,虽然分工不同,但都不可或缺呀!这些成分一起合作,才能让锡膏发挥出最佳的效果。
你说锡膏这东西神奇不神奇?它能让那些小小的电子元器件乖乖地待在它们该在的地方,为我们的电子设备提供稳定的工作保障。
要是没有锡膏,我们的手机、电脑、电视等等这些电子产品还不知道会变成啥样呢!想象一下,如果锡膏的质量不好,那会出现什么情况呢?焊接不牢固,电路容易出问题,那我们的电子产品还能正常使用吗?肯定不行呀!所以说,锡膏的主要成分可都不是吃素的,它们都有着至关重要的作用呢!在我们的日常生活中,锡膏虽然不常被我们直接看到,但它却在默默地为我们服务。
就像那些在幕后默默工作的人一样,虽然不被大众熟知,但却不可或缺。
我们应该感谢锡膏,感谢它为我们的电子世界带来的便利和稳定。
总之,锡膏的主要成分就像是一个默契的团队,它们相互配合,共同为电子行业的发展贡献力量。
我们可不能小瞧了它们呀!下次当你拿起一个电子产品的时候,不妨想想里面的锡膏,想想它的主要成分是如何默默地工作的。
哈哈,是不是觉得很有意思呢?。
焊锡膏求助编辑百科名片焊锡膏是助焊的,一是隔离空气防止氧化,另外增加毛细作用,增加润湿性,防止虚焊, 焊锡膏:白色结晶性粉末。
含量99.0 %, 酸值0.5 mgKOH/g, mp 112℃易溶于乙醇, 异丙醇。
广泛用于有机合成, 医药中间体, 用于助焊剂、焊锡膏生产里起表面活性剂作用, 高抗阻, 活性强, 对亮点、焊点饱满都有一定作用。
是所有助焊剂中最良好的表面活性添加剂, 广泛用于高精密电子元件中做中高档环保型助焊剂。
目录成份及作用保存与使用使用注意焊锡膏回流焊接使用的常见问题分析焊锡膏印刷无铅焊锡膏展开编辑本段成份及作用焊锡膏,即助焊剂和焊料粉(FLUX &SOLDER POWDER)焊锡膏(一)、助焊剂的主要成份及其作用:A、活化剂(ACTIVATION):该成份主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用,同时具有降低锡、铅表面张力的功效;B、触变剂(THIXOTROPIC) :该成份主要是调节焊锡膏的粘度以及印刷性能,起到在印刷中防止出现拖尾、粘连等现象的作用;C、树脂(RESINS):该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;D、溶剂(SOLVENT):该成份是焊剂组份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;(二)、焊料粉:焊料粉又称锡粉主要由锡铅合金组成,一般比例为63/37;另有特殊要求时,也有在锡铅合金中添加一定量的银、铋等金属的锡粉。
概括来讲锡粉的相关特性及其品质要求有如下几点:A、锡粉的颗粒形态对锡膏的工作性能有很大的影响:A-1、重要的一点是要求锡粉颗粒大小分布均匀,这里要谈到锡粉颗粒度分布比例的问题;在国内的焊料粉或焊锡膏生产厂商,大家经常用分布比例来衡量锡粉的均匀度:以25~45μm的锡粉为例,通常要求35μm左右的颗粒分度比例为60%左右,35μm 以下及以上部份各占20%左右;A-2、另外也要求锡粉颗粒形状较为规则;根据“中华人民共和国电子行业标准《锡铅膏状焊料通用规范》(SJ/T 11186-1998)”中相关规定如下:“合金粉末形状应是球形的,但允许长轴与短轴的最大比为1.5的近球形状粉末。
低温焊锡膏的原理
低温焊锡膏是一种特殊的焊接材料,其原理是利用其中的低熔点金属合金成分,将焊接温度降低到低于常规焊接温度,从而使得焊接过程更加温和和可控。
低温焊锡膏的主要成分是低熔点金属合金和助焊剂。
低熔点金属合金通常由锡、铋、铅等元素组成,这些元素的熔点较低,通常在100到200之间。
助焊剂的作用是改善焊接表面的润湿性和降低焊接温度。
在焊接过程中,低温焊锡膏首先被加热至熔点,这时金属合金开始变为液态。
然后,液态金属合金在焊接点上进行涂敷,并与焊接对象的表面接触。
在继续加热的过程中,金属合金会融入焊接对象中,并在冷却后形成坚固的焊接接点。
相较于传统的焊接方法,低温焊锡膏具有以下优点:
1. 低温焊接,减少对焊接对象的热损伤。
2. 可在较低温度下焊接一些对温度敏感的元件,如电子元器件和塑料零件。
3. 可降低焊接过程中的能源消耗。
4. 焊接过程简单,易于操作和控制。
然而,低温焊锡膏也存在一些限制和注意事项。
首先,由于低熔点金属合金的使用,焊接接点的强度可能不如传统焊接方法。
其次,低温焊锡膏在焊接过程中需要较长的时间进行冷却,因此焊接速度较慢。
另外,在使用低温焊锡膏时,需要
注意遵循相关的安全操作规程,以确保操作人员的安全。
锡膏的組成及要求目录v一、何为锡膏(介绍)v二、锡膏的组成1.合金2.助焊剂v三、型号识别v四、profile曲线图的分析v五、PCB板分类v六、界面合金二相图v七、印刷中所出现的问题解析v八、形成焊点的基本条件及焊锡过程的基本要因v九、锡膏的储存及使用v十、Rosh六项和无卤介绍一、锡膏的介绍v何谓锡膏?v英文名称Solder paste (solder :焊料,paste:膏状体)v目前因为最常用锡膏为有铅Sn63/Pb37,无铅Sn96.5%/Ag3.0%/Cu0.5%锡的含量相对较高,所以后来就将其称为锡膏。
v早在古罗马期间人们就发现Sn/Pb组合可以用于焊接,因为这两者混合后熔点可以降至人们操作起来较容易的温度,所以延续至今。
现在根据锡膏的合金成分是否含Pb分为有铅系列跟无铅系列两大类。
二、锡膏的组成触变剂(抗垂流剂)(Thixrotropic)v(1)松香v松香分天然松香Rosin和人工松香resin, 总的来说松香具黏滞性,略具清洁被焊金属的性能,且可隔离空气,防止被焊金属高温下氧化。
v(2)活性剂v主要为有机酸、卤素,具有强有力清洁金属表面的能力众所周知卤素为一种剧毒物质,但其去氧化能力超强且价格便宜,所以有些锡膏厂商目前还在使用。
业界规定卤素的含量氯和溴总量1500PPM以内可以称为不含卤素。
但石川则可以对外宣称完全不含卤素。
v(3)溶剂(Solvents)v包括乙醇、水等,可降低松香与活化剂的含量百分比,使其作用易于掌握,同时有助于助焊剂浓度的降低,在使用涂饰更均匀,效果更佳。
溶剂是低沸点物质,在回焊炉的加热区挥发掉。
v(4)触变剂(抗垂流剂)(Thixrotropic)v加入这种物质可使印刷后的锡膏仍为四四方方的,保持原有的形状,不造成塌边导致短路等不良情况。
v总结:助焊剂能去除金属氧化膜及污物,且能在高温作业中将金属表面覆盖与空气隔离,使氧化无法进行,其作用有如一保护膜;此外助焊剂有降低焊锡表面张力增进金属表面润湿等。
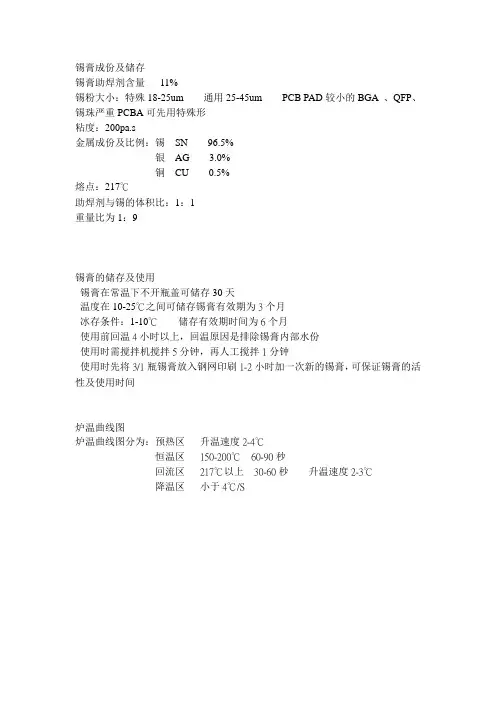
锡膏成份及储存
锡膏助焊剂含量11%
锡粉大小:特殊18-25um 通用25-45um PCB PAD较小的BGA 、QFP、锡珠严重PCBA可先用特殊形
粘度:200pa.s
金属成份及比例:锡SN 96.5%
银AG 3.0%
铜CU 0.5%
熔点:217℃
助焊剂与锡的体积比:1:1
重量比为1:9
锡膏的储存及使用
锡膏在常温下不开瓶盖可储存30天
温度在10-25℃之间可储存锡膏有效期为3个月
冰存条件:1-10℃储存有效期时间为6个月
使用前回温4小时以上,回温原因是排除锡膏内部水份
使用时需搅拌机搅拌5分钟,再人工搅拌1分钟
使用时先将3/1瓶锡膏放入钢网印刷1-2小时加一次新的锡膏,可保证锡膏的活性及使用时间
炉温曲线图
炉温曲线图分为:预热区升温速度2-4℃
恒温区150-200℃60-90秒
回流区217℃以上30-60秒升温速度2-3℃
降温区小于4℃/S。
锡膏成分比例表示-回复锡膏成分比例表示是一种用于电子焊接工艺中的材料,它主要由锡和其他成分组成。
锡膏可以提供优质的电子焊接连接,并在电路板上形成可靠的连接。
本文将详细介绍锡膏的成分比例表示,并逐步回答这个问题。
首先,我们来了解一下锡膏的基本成分。
锡膏主要由锡粉、树脂和助焊剂组成。
其中,锡粉是锡膏中的主要成分,它负责提供导电和焊接功能。
树脂主要用于固定锡粉,并提供粘接功能。
助焊剂则用于改善焊接条件,提高焊接的可行性。
对于锡膏成分比例的表示,通常使用质量百分比来表示。
锡膏中的锡粉、树脂和助焊剂的比例各不相同,根据不同的应用需求以及焊接工艺的要求进行调整。
一般来说,锡膏成分比例可以分为低固相锡膏和高固相锡膏两类。
低固相锡膏通常用于手工焊接或小批量生产,其锡粉含量较高,树脂和助焊剂含量相对较低。
高固相锡膏则适用于机器焊接或大规模生产,其锡粉含量较低,树脂和助焊剂含量相对较高。
具体而言,对于低固相锡膏,其锡粉含量通常在85至95之间,树脂含量在5至15之间,助焊剂含量在1至5之间。
而对于高固相锡膏,其锡粉含量通常在80至90之间,树脂含量在10至20之间,助焊剂含量在1至6之间。
在实际应用中,还需要根据具体的焊接条件和焊接对象的特性来确定锡膏的成分比例。
例如,对于焊接易氧化的材料或高温工作环境下的焊接,可以选择含有更多助焊剂的锡膏。
而对于需要高可靠性的焊接连接,可以选择含有更多树脂的锡膏。
此外,还可以根据焊接工艺的要求来调整锡膏的成分比例,以提供最佳的焊接效果。
总结起来,锡膏成分比例表示了锡膏中锡粉、树脂和助焊剂的含量比例。
根据不同的应用需求和焊接工艺要求,可以调整锡膏的成分比例,以获得最佳的焊接效果。
了解锡膏成分比例,可以帮助我们选择适合的锡膏,提高电子焊接连接的质量和可靠性。
锡膏的成分锡膏是一种常见的电子焊接材料,主要用于电子元器件的表面粘接和保护。
它具有均匀的涂布性和良好的导热性能,能够提高焊接质量和稳定性。
锡膏的成分主要包括锡粉、活性剂和助焊剂。
锡膏的主要成分之一是锡粉。
锡粉是一种细粉末状的金属物质,具有良好的导电性和导热性,能够有效地传递焊接热量。
它的粒径一般在1-50微米之间,可以根据不同的焊接要求选择合适的粒径。
锡粉的纯度也是影响锡膏质量的重要因素,高纯度的锡粉能够提高焊接接头的可靠性和稳定性。
锡膏中的活性剂起到了增强焊接性能的作用。
活性剂可以提高焊接表面的润湿性,使锡膏更容易附着在焊接表面上。
同时,活性剂还能够清除焊接表面的氧化物,防止氧化物的形成,提高焊接接头的可靠性。
常见的活性剂有树脂酸、酚酸类、胺类等,不同类型的活性剂适用于不同的焊接材料和焊接工艺。
锡膏中的助焊剂也是不可忽视的成分。
助焊剂可以提高焊接接头的可焊性,降低焊接温度,减少焊接过程中的氧化反应。
常见的助焊剂有酒精类、树脂类、胺类等,它们能够改善焊接表面的润湿性,使焊接过程更加稳定和可靠。
除了以上主要成分,锡膏中还可能添加一些其他的辅助材料,如流变剂、防氧化剂等。
流变剂可以改变锡膏的流动性和粘度,使其更易于涂布在焊接表面上。
防氧化剂则可以防止锡膏在存储和使用过程中的氧化,保持其良好的焊接性能。
锡膏的成分主要包括锡粉、活性剂和助焊剂等。
锡粉具有良好的导电性和导热性,活性剂能够提高焊接表面的润湿性和清除氧化物,助焊剂可以提高焊接接头的可焊性和降低焊接温度。
锡膏的成分配比和质量对于焊接质量和稳定性起着重要的影响,因此在选择和使用锡膏时,需要根据具体的焊接要求和工艺条件进行合理的选择和调整。
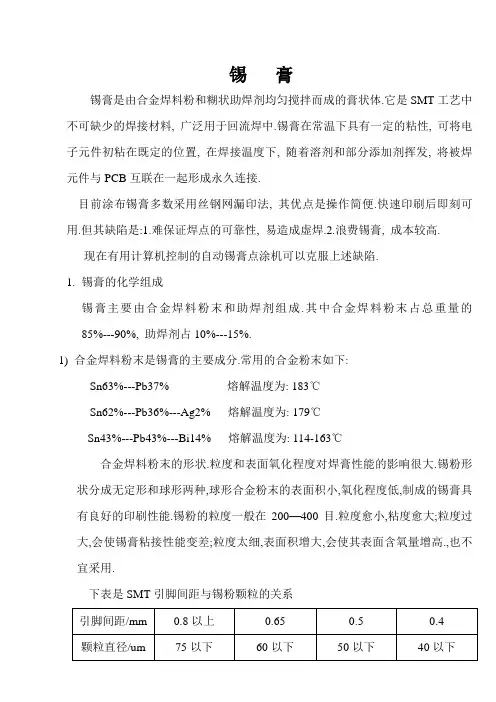
锡膏锡膏是由合金焊料粉和糊状助焊剂均匀搅拌而成的膏状体.它是SMT工艺中不可缺少的焊接材料, 广泛用于回流焊中.锡膏在常温下具有一定的粘性, 可将电子元件初粘在既定的位置, 在焊接温度下, 随着溶剂和部分添加剂挥发, 将被焊元件与PCB互联在一起形成永久连接.目前涂布锡膏多数采用丝钢网漏印法, 其优点是操作简便.快速印刷后即刻可用.但其缺陷是:1.难保证焊点的可靠性, 易造成虚焊.2.浪费锡膏, 成本较高.现在有用计算机控制的自动锡膏点涂机可以克服上述缺陷.1.锡膏的化学组成锡膏主要由合金焊料粉末和助焊剂组成.其中合金焊料粉末占总重量的85%---90%, 助焊剂占10%---15%.1) 合金焊料粉末是锡膏的主要成分.常用的合金粉末如下:Sn63%---Pb37% 熔解温度为: 183℃Sn62%---Pb36%---Ag2% 熔解温度为: 179℃Sn43%---Pb43%---Bi14% 熔解温度为: 114-163℃合金焊料粉末的形状.粒度和表面氧化程度对焊膏性能的影响很大.锡粉形状分成无定形和球形两种,球形合金粉末的表面积小,氧化程度低,制成的锡膏具有良好的印刷性能.锡粉的粒度一般在200—400目.粒度愈小,粘度愈大;粒度过大,会使锡膏粘接性能变差;粒度太细,表面积增大,会使其表面含氧量增高.,也不宜采用.下表是SMT引脚间距与锡粉颗粒的关系2) 助焊剂助焊剂是锡粉的载体,其组成与通用助焊剂基本相同.为了改善印刷效果有时还需加入适量的溶剂.通过助焊剂中活性剂的作用, 能清除被焊材料表面以及锡粉本身的氧化物, 使焊料迅速扩散并附着在被焊金属表面.助焊剂的组成对锡膏的扩展性.润湿性.塌陷.粘度变化.清洗性.和储存寿命起决定性作用.2.锡膏的分类1) 按锡粉合金熔点分普通锡膏(熔点178—183度)高温锡膏(熔点250度以上)低温锡膏(熔点150度以下)下表是不同熔点锡膏的再流焊温度2) 按助焊剂的活性分无活性( R ) 中等活性(RMA) 活性(RA)3) 按清洗方式分有机溶剂清洗型水清洗型免清洗型3.使用注意事项1) 储存温度: 建议在冰箱内储存温度为5℃-10℃,请勿低于0℃。
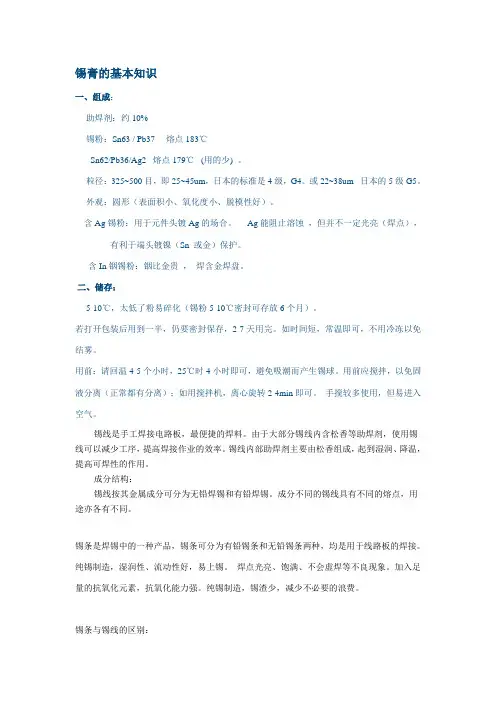
锡膏的基本知识一、组成:助焊剂:约10%锡粉:Sn63 / Pb37 熔点183℃Sn62/Pb36/Ag2 熔点179℃ (用的少) 。
粒径:325~500目,即25~45um,日本的标准是4级,G4。
或22~38um 日本的5级G5。
外观:圆形(表面积小、氧化度小、脱模性好)。
含Ag锡粉:用于元件头镀Ag的场合。
Ag能阻止溶蚀,但并不一定光亮(焊点),有利于端头镀镍(Sn 或金)保护。
含In铟锡粉:铟比金贵,焊含金焊盘。
二、储存:5-10℃,太低了粉易碎化(锡粉5-10℃密封可存放6个月)。
若打开包装后用到一半,仍要密封保存,2-7天用完。
如时间短,常温即可,不用冷冻以免结雾。
用前:请回温4-5个小时,25℃时4小时即可,避免吸潮而产生锡球。
用前应搅拌,以免固液分离(正常都有分离);如用搅拌机,离心旋转2-4min即可。
手搅较多使用,但易进入空气。
锡线是手工焊接电路板,最便捷的焊料。
由于大部分锡线内含松香等助焊剂,使用锡线可以减少工序,提高焊接作业的效率。
锡线内部助焊剂主要由松香组成,起到湿润、降温,提高可焊性的作用。
成分结构:锡线按其金属成分可分为无铅焊锡和有铅焊锡。
成分不同的锡线具有不同的熔点,用途亦各有不同。
锡条是焊锡中的一种产品,锡条可分为有铅锡条和无铅锡条两种,均是用于线路板的焊接。
纯锡制造,湿润性、流动性好,易上锡。
焊点光亮、饱满、不会虚焊等不良现象。
加入足量的抗氧化元素,抗氧化能力强。
纯锡制造,锡渣少,减少不必要的浪费。
锡条与锡线的区别:三、应用:SMT印刷:1.模板——孔比焊盘小10%,一般为不锈钢(以前用丝网,现极少)。
厚度:0.12~0.25 mm 0.15~0.12较多用。
宽间距、电脑主机板多开孔:化学蚀刻,开孔中间有瓶颈,使用时脱模性不好。
镭射激光切割:边缘整齐、厚薄均匀。
开孔大小:孔宽/模板厚薄>1.5。
长X宽2.(长+宽)X厚>0.66 涉及脱模性对于细间距IC:开孔面积需要小于焊盘面积,0.3~0.5mm面积比为0.9, 0.2mm面积比为0.8。
铟泰锡膏成分表
摘要:
1.铟泰锡膏的概述
2.铟泰锡膏的成分及其作用
3.铟泰锡膏的应用领域
正文:
一、铟泰锡膏的概述
铟泰锡膏是一种以铟、锡为主要成分的焊接材料,具有熔点低、润湿性好、焊接性能优异等特点。
在电子、电器、通信等领域具有广泛的应用。
二、铟泰锡膏的成分及其作用
1.铟(In):作为主要成分之一,铟具有较低的熔点和良好的润湿性,能提高焊接接头的抗拉强度和抗腐蚀性能。
2.锡(Sn):锡是铟泰锡膏的主要成分,具有良好的焊接性能和导电性能,是焊接材料中的常用元素。
3.银(Ag):银作为铟泰锡膏的成分之一,可以提高焊接接头的导电性能和抗腐蚀性能。
4.铜(Cu):铜可以提高焊接接头的抗拉强度和延伸率,同时具有较好的导电性能。
5.其他元素:如镍、铅等,可以调节焊接材料的性能,提高焊接效果。
三、铟泰锡膏的应用领域
1.电子行业:铟泰锡膏广泛应用于电子产品的焊接,如手机、电脑、电视
等。
2.电器行业:在电器产品的生产中,铟泰锡膏可用于焊接线束、接插件等部件。
3.通信行业:铟泰锡膏在通信设备的制造过程中具有重要作用,如光纤通信、无线通信等。
4.汽车行业:铟泰锡膏可用于汽车电子设备的焊接,提高汽车的安全性能和舒适度。
综上所述,铟泰锡膏作为一种重要的焊接材料,在多个领域发挥着重要作用。
焊膏配方机理和使用随着再流焊技术的应用,焊膏已成为表面组装技术(SMT)中最要的工艺材料,近年来获得飞速发展。
在表面组装件的回流焊中,焊膏被用来实施表面组装元器件的引线或端点与印制板上焊盘的连接。
焊膏涂覆是表面组装技术一道关键工序,它将直接影响到表面组装件的焊接质量和可靠性。
1焊膏的构成焊膏是一种均质混合物,由合金焊料粉,糊状焊剂和一些添加剂混合而成的具有一定粘性和良好触变性的膏状体。
在常温下,焊膏可将电子元器件初粘在既定位置,当被加热到一定温度时(通常1830C)随着溶剂和部分添加剂的挥发,合金粉的熔化,使被焊元器件和焊盘连在一起,冷却形成永久连接的焊点。
对焊膏的要求是具有多种涂布方式,特别具有良好的印刷性能和再流焊性能,并在贮存时具有稳定性。
2合金焊料粉合金焊料粉是焊膏的主要成分,约占焊膏重量的85%—90%。
常用的合金焊料粉有以下几种:锡–铅(Sn – Pb)、锡–铅–银(Sn – Pb – Ag)、锡–铅–铋(Sn –Pb – Bi)等。
合金焊料粉的成分和配比以及合金粉的形状、粒度和表面氧化度对焊膏的性能影响很大,因此制造工艺较高。
几种常用合金焊料粉的金属成分、熔点。
Sn63Pb37和Sn62Pb36Ag2,其中Sn63Pb37的熔点为1830C,共晶状态,掺入2%的银以后熔点为179℃,为共晶状态,它具有较好的物理特性和优良的焊接性能,且不具腐蚀性,适用范围广,加入银可提高焊点的机械强度。
合金焊料粉的形状:合金焊料粉的形状可分为球形和椭圆形(无定形),它们对焊膏性能的影响见表1.由此可见,球形焊料具有良好的性能。
常见合金焊料粉的颗粒度为(200/325)目,对细间距印刷要求更细的金属颗粒度。
合金焊料粉的表面氧化度与制造过程和形状、尺寸有关。
相对而言,球状合金焊料粉的氧化度较小,通常氧化度应控制在0.5%以内,最好在10%—4%以下。
一般,由印刷钢板或网版的开口尺寸或注射器的口径来决定选择焊锡粉颗粒的大小和形状。