浴缸转台式V法铸造生产线
- 格式:pdf
- 大小:245.69 KB
- 文档页数:3
模具、 砂箱 更换 , 浇注系统真空切换 , 薄膜( 、 面
背膜 ) 开 均 由人 工完 成 。 展
2 与造型 有 关 的技术 参数
硅 砂 :i 2 SO 含量 ≥9 %; 8
车将砂型转运至浇注线上完成浇注。 待冷却后 , 砂型 经转 运 小 车 和解箱 吊车 转入 解 箱 间解 箱 。解 箱 后 的
1 工 艺参数 及 生产 纲领 产 品 : 缸类 薄 壁铸 件 , 浴 材质 为 灰 口铸 铁 件 ; 砂箱 内框 尺寸 ( m)2 0 x 30 7 5最 大 9 5 m :2 0 10 x2 ( 2)
/ 55; 3
浇 注方 式 : 包定 量 定点 浇 注 ; 倾
转 台转 动一周 , 单个模具 依据覆膜 、 喷涂 、 烘干 、 扣 箱、 加砂 、 振实 、 覆背膜 、 起模等工序连续进行操作 , 完 成造 型 。机 械 手分 别 对 下箱 、 箱 进行 起 模 , 箱 上 下
箱。
文章编号 :0 0 0 6 2 1— 2
作者简介 : 张俊峰( 9 1 )高级 程师 , 17 一 , L 主要从 事铸造机械 的研究
开 发
e F M 中国铸造装备与技术 4 2 1 /00
2
3
4
5
6
7
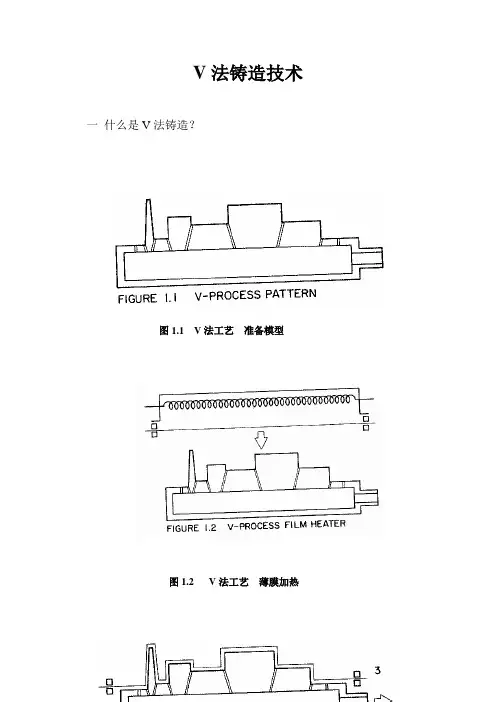
下部模 板升 起实 现覆 膜 。这种 结构避
免 了传 统 薄膜 升 降 引起 的薄膜 破 裂 , 缩 短 了薄膜 升 降 占用 的过 长 时 间 , 使 覆 膜精 度更 高 。 42 齿 条缸 翻转机 械手 .
砂子 经 收砂 斗 落 到落 砂皮 带 机 上一 皮带 机将 砂 _输 f
收 稿 日期 :0 0 0 — 2 2 1— 3 0
送 至 l 高 温 板 式 提 升 机一 振 动筛 筛 除 大颗 粒 和 #耐 其 他 杂 质 一 砂 子 进 入 沸 腾 冷却 床 一2≠ 5 机… l ,{提 t 一 # 空气 槽 造 型 砂 库 一 砂 子 经 m 淋 加 砂 开 荚 加 入 砂 - +
磁吸铁机构 、 定盘小车 、 落砂转运小车 、 解箱吊车 、 解 箱机动辊道 、 升降辊道 、 在线 翻箱机 、 回箱机动辊道
等组成 ( 图 1 示 ) 如 所 。 其 工 艺 流程 :该 造 型 线 的 四工 位 转 台分 别完 成 覆膜 、 喷涂 , 干 、 烘 扣箱 , 砂 、 加 振实 , 背膜 、 覆 起模 。 两 对模 具 对称 分 布在 转 台 四个 工 位上 , 同时工 作 。随着
浴 缸 转 台式 V 法 铸 造 生产 线
张 俊限公 司 , 青 山东胶 南 26 0 6 4 0)
摘 要 : 条 浴缸 转 台 式 V法铸 造 生产 线 由转 台式 四工 位造 型 单元 、 这 辊道 式砂 型在 线浇 注及 解 箱单 元 、 砂 处理 单 元组 成 。本 文 主要介 绍 了造 型工 部及 砂处 理 工部 的工 艺流程 以及 该 线 的主要 特 点。
关键 词 : V法铸 造 ; 浴缸
中图分类号: G 4 . ; T 2 9 9 文献标识码 : ; B 文章编号: 0 6 9 5 ( O )4 3 10 - 682 1 0- 0 2 0 年我公司为 日 T T 09 本 O O公司提供 了国内第 条 自主 生产 的转 台式 V法 造 型生 产 线 。该 生 产线
由转 台式 四工 位 造 型单 元 、辊 道式 砂 型在 线浇 注及 解 箱单 元 、 处 理单 元 组成 。 条生产 线 设备 均采 用 砂 整 我 公 司最新 优 化设 备 结 构 ,完 成 了从 造 型 到砂 处 理
的全过 程 。 3 造型 及砂 处 理设 备及 其 工艺 流程
一
31 造 型设备 及 工艺 流程 . 造 型设 备 由四工 位转 台 、 膜 固定式 加 热 器 、 薄 薄 膜 顶起 装 置 、 动 涂 料 烘 干 装 置 、 空 箱 吊车 、 实 移 扣 震 台、 翻箱 合 箱机 械 手 、 合箱 转 运 车 、 砂箱 推 进 装置 、 电
我公司第一代 机械手 的翻转靠
一
套 复 杂 的链 传 动 结 构 带 动 翻 转 砂
箱 翻 转 ,这 种 翻 转结 构 故 障点 多 , 维
修量大 , 易损件多。针对第一代机械 手 的弱 点 , 此条 转 台式 造 线 配套 的 为 机 械手采用 了齿条缸 直接驱动 翻转
装 置 并 带 动砂 箱 翻转 , 省去 原 有 的链 传动 结构 。这 种新结 构 的改进 不仅 减 少 了故 障点 ,而 且提 高 了翻转 精 度 ,
需 翻转 , 转运 小 车 的定盘 小 车上完 成 合箱 。转运 小 在
造型生产率 : 整型/, lm n 6 h 每 O i 一个周期 ; 胀箱 安 全措施 : 注 位置 液压 顶起 、 注压 紧 ; 浇 浇
砂箱 托运 方式 : 盘小 车 ; 定
在线 运行 的模 具 : ; 2副
砂 箱 上 下分 离 , 次 经 过 落 砂 辊 道 、 降 辊道 、 箱 依 升 翻
机、 回箱辊道 、 扣箱单梁 吊车 , 进入造型转 台扣箱工 位。
3 砂 处 理设 备及 工 艺 流程 . 2 砂处 理 由解 箱 后 旧砂 皮 带 输送 机 、震 实 台散落
砂2 #回砂 皮带 机 、 械 手散 落 砂 1 机 #回砂 皮 带 机 、 板 式提 升 机 、 筛砂 机 、 冷 风冷 分 级 器 、 水 斗式 提 升机 、 空
砂 子粒 度 : F 10 A S0 ;
型砂 含水 率 : . ; ≤O5 %
型砂粉 尘 含量 : .%; ≤0 5 最 大砂 温 :5 5 ℃; 砂 处理 能力 :0/; 6t h 旧砂 回用 率 : 0 ≥9 %。
气输送槽 、 旧砂库等组成 。
其工 艺 流程 :解 箱 吊车将 砂 型从转 运 小 车 吊至 解 箱 机动 辊 道上 方 一 人工 去底 膜 、砂 箱 去 除真 空一