抽芽设计要点
1.注意抽芽的高度:一般抽芽分两步做, 第一步先预冲孔,预冲孔的大小是由抽芽 高度H和孔径D决定的,即H越大则预冲 孔越小,太小了则冲子易断.一般抽芽高 度H<2.0T.
抽芽设计要点
1.注意抽芽的排步和到边距离:抽芽分布尽量均 匀对称,因为抽芽会产生拉料现象,不对称到时板 料不平打鼓;其次芽到边的距离不能太近,否则会 把边料拉变形,要么加开模具来切边,这样一来模 具费用又增加了.一般边距不低于5.0MM.
在弯曲直线内侧 开一个缺口,方 便加工和成形。
弯曲部位形状变更及对策
项 目 板金形状 改善后形状 改善要点
切弯加工逃 口对策。
将弯曲部分之外 的三边料切开, 再弯曲。
形弯曲侧面 有凸点的改 善对策。
将弯曲线内侧与 凸出部干扰处掉 ,方便成形。
斜边弯曲变 形的改善对 策。
斜边与弯曲线 夹角小于60 度时,则
弯曲钣金品质
1。毛边方向的考虑,因毛边会影响制品的品质,甚至会发生 弯曲裂痕,所以弯曲方向必须考虑毛边方向。 2。材料延展方向与弯曲方向成一角度,最好成90度夹角。 3。板金加工精度,标注合理公差。和重点尺寸。
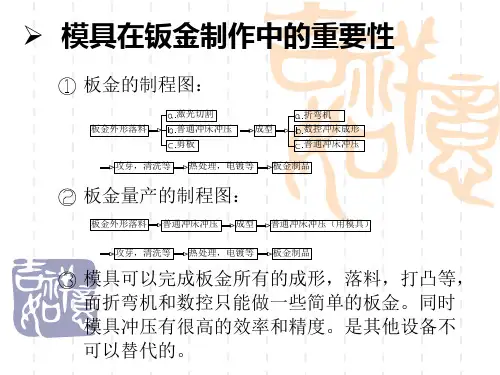
主要形式
冲压弯曲加工形式
变化形式
形弯曲
形弯曲
形弯曲
冲压弯曲产生磨印
弯曲加工是由冲头施力,母模及脱料板拘束使材料产生塑性 变形,其弯曲部内外料厚发生变化,在弯曲内侧产生多余的 材料,向板宽两边鼓出,产生弯曲回弹现象。弯曲不能超过 极限,否则发生裂缝。故允许板金弯曲部分有磨印。
上模座 上垫板 上夹板
脱料板
下模板 下夹板 下模座
落料模
下脱料板
下模板 下夹板 下模座
冲孔模
模具材质及热处理要求