手机外壳设计方案
- 格式:pptx
- 大小:371.11 KB
- 文档页数:19


手机结构设计指引 版本号V0.1
结构设计注意事项
z PCBA-LAYOUT及ID评审是否OK
z 标准件/共用件
z 内部空间、强度校核:
z 根据PCBA进行高度,宽度(比较PCBA单边增加2.5~~3.0,或按键/扣位处避空)
与长度分析。
z 装配方式,定位与固定;
z 材料,表面工艺,加工方式,
z 成本,周期,采购便利性;
塑料壳体设计
1.材料的选取
ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受到冲击,不承受可靠
性测试中结构耐久性测试的部件),如手机内部的支撑架(Keypad frame,LCD frame)等。
还有就是普遍用在要电镀的部件上(如按钮,侧键,导航键,电镀装饰件等)。目前常用奇
美PA-727,PA757等。
PC+ABS:流动性好,强度不错,价格适中。适用于绝大多数的手机外壳,只要结构设计
比较优化,强度是有保障的。较常用 GE CYCOLOY C1200HF。
PC:高强度,贵,流动性不好。适用于对强度要求较高的外壳(如翻盖手机中与转轴配合
的两个壳体,不带标准滑轨模块的滑盖机中有滑轨和滑道的两个壳体等,目前指定必须用
PC材料)。较常用GE LEXAN EXL1414和Samsung HF1023IM。
在对强度没有完全把握的情况下,模具评审Tooling Review时应该明确告诉模具供应商,
可能会先用PC+ABS生产T1的产品,但不排除当强度不够时后续会改用PC料的可能性。
这样模具供应商会在模具的设计上考虑好收缩率及特殊部位的拔模角。
上、下壳断差的设计:即面刮(面壳大于底壳)或底刮(底壳大于面壳)。可接受的面刮
<0.15mm,可接受底刮<0.1mm,尽量使产品的面壳大于底壳。一般来说,面壳因有较多的
按键孔,成型缩水较大,所以缩水率选择较大,一般选0.5%。底壳成型缩水较小,所以缩
水率选择较小,一般选0.4%,即面壳缩水率一般比底壳大0.1%。即便是两件壳体选用相

专题报道
———————■●●—————●—■蠢■—●—■—■——■■■—————————————■●一藏控投玳与蕉墨E譬蟊墨,图重盈:叠
基于UGNX4·0的手机外壳模具设计及加工
张子良
(上海电机学院,上海200093)
摘要:以手机外壳为例,简要介绍了uGN×在手机外壳设计、外壳模具设计及加工过程中的强大辅助功能,可以看
出:只需熟练运用UGN×4O的实体建模、注塑模向导、加工等3个模块的各种功能,可很快获得数控机床加工模具的
所需程序,从而提高数码产品更新换代的速度。
关键词:模具设计;实体建模:注塑模向导:模具加工
中图分类号:TP3917文献标识码:A文章编号:1002—2333(2008)01—0027一02
UGNx(unigraphicsNextGeneration)是美国uGs
公司推出面向制造行业的交互式CAD/CAE/CAM的高端
软件,它集概念设计、工程设计、工程分析计算及加工制
造等功能于一体,实现了优化设计与产品生产过程的高
效组合,极受模具工程设计与加工技术人员的欢迎。手机
外壳模具的设计与加工制造典型地证明了这一点。
1手机外壳模具的设计
J.J手机外壳的设计
进入uGNx4.0中的[建模]模块,选择[成型特征]
工具条的[长方体]指令,设置原始尺寸长、宽、高尺寸分
别为96mm、44mm、4.5mm,布尔运算后,经[抽壳]、[实体
剪切]以及[倒圆角]等操作,获得外形较为美观、时尚的
手机外壳,如图1所示。选择“自动修补片面”,可以生成修补片面,得到图4
结果。经过分型线编辑、编辑分型段、创建分型面等操作,
得到整个模具的分型面,如图5所示。
再经过抽取区
域和分型线的设
定,可以自动生成
型芯和型腔,如图6
所示。
按[注塑模向
导]的提示,保存型
芯和型腔文件,即
可自动生成可供加工的凸模及凹模模型,如图7、8所示。
J.2手机外壳模具的设计
手机外壳设计完成后,根据零
件设计注塑模是模具工程师的主
要任务,也是较为复杂的工作,但2手机外壳模具的加工
模具工业2010年第36卷第4期 61
手机外壳模具特殊滑块结构设计
何曼
(湖南省郴州市三0二队中南模具厂,湖南郴州423000)
摘要:介绍了手机外壳模具的结构设计及工作过程,叙述了特殊滑块结构的设计方法以及计算方法,模 具结构合理,脱模Jl顶利,能满足生产的需要。 关键词:手机外壳;注射模;结构设计;参数计算 中图分类号:1Q320 文献标识码:B 文章编号:1001—2168(2010)04—0061—02
Structural design Of spedal slide block in mould for cell phone shell
狐Wen (Chenzhou Zhongnan M0山d Manufacturing FactorY,Chenzhou,Hunan 423000,China) Abstract:,nle structural design and operation process of an injec曲n mould for a type of cell phone shell were discussed;and the design and calculation method for a special slide block were present- ed.]f11e mould is feasible and runs reliably. Key words:cell phone shell;injection modd;structural design;parameter calculation
1引言
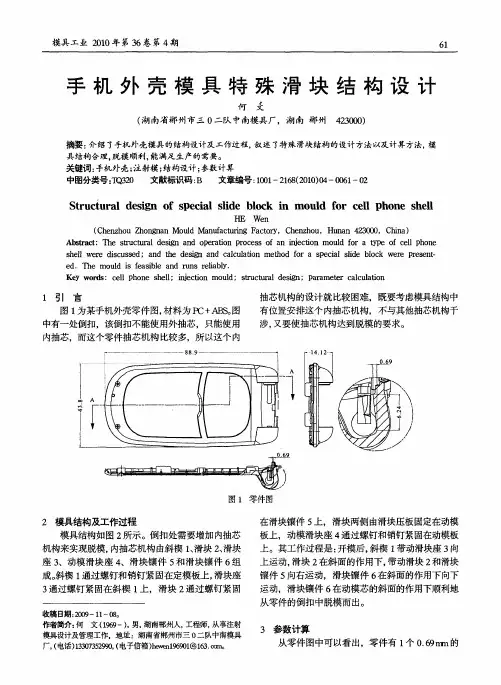
图1为某手机外壳零件图,材料为PC+A 图
中有一处倒扣,该倒扣不能使用外抽芯,只能使用
内抽芯,而这个零件抽芯机构比较多,所以这个内 抽芯机构的设计就比较困难,既要考虑模具结构中
有位置安排这个内抽芯机构,不与其他抽芯机构干
涉,又要使抽芯机构达到脱模的要求。
第8卷第4期 2010年l2月 深圳信息职业技术学院学报 Journal of Shenzhen Institute of Information Technology Vfl1.8 No.4 D f-.20l0
文章编号:1 672—6332(201 0)04—0073—06 [信息技术应用研究】
手机外壳注塑成形模拟分析及方案优化
刘明俊,刘白,赵振宇
(深圳信息职业技术学院信息控制与制造系,广东深圳518029)
摘要:利用MoldFlow软件对手机外壳的注塑成形过程进行了模拟,分析了充填过程中的冷却时间、翘曲、收 缩、塑件壁厚、充填压力、锁模力等参数及质量因素。研究了注塑过程中的不稳定性因素以及产生翘曲、变形的原因 等主要问题,结果表明产品变形的主要原因是不均匀收缩。据此对注塑充填方案进行了优化,使得最大射压降低了 11.9%,最大锁模力降低了33.9%,总变形量降低了42.7%。 关键词:注塑模:手机外壳:翘曲 中图分类号:TQ320.66 文献标识码:A
1引言
塑胶件注塑过程的优化和工艺参数的确定对产
品开发具有决定性的意义。在产品研发中,仅凭工
艺试验进行摸索已经不能适应制造业发展的需求。
随着信息化技术的日益发展以及市场竞争的加剧,
在注塑产品的开发过程中,往往需要对客户的要求
作出快速的响应。CAE(计算机辅助T程)技术由
于其独特的优势,在注塑件产品开发中获得了广泛
的应用。尤其是在薄壁注塑件的研发过程中,借助
CAE方法可以对充填过程中的冷却时间、翘曲、收
缩、塑件壁厚、充填压力、锁模力等参数及质量因
素进行预测,并可以据此对注塑工艺及模具结构等
进行优化【l一5】。
本文利用MoldFlow软件对手机外壳的注塑成形 过程进行模拟,分析了注射过程中的不稳定性因
素以及产生翘曲的原因等主要问题。并根据分析结
果,对注塑充填方案及模具进行了优化。
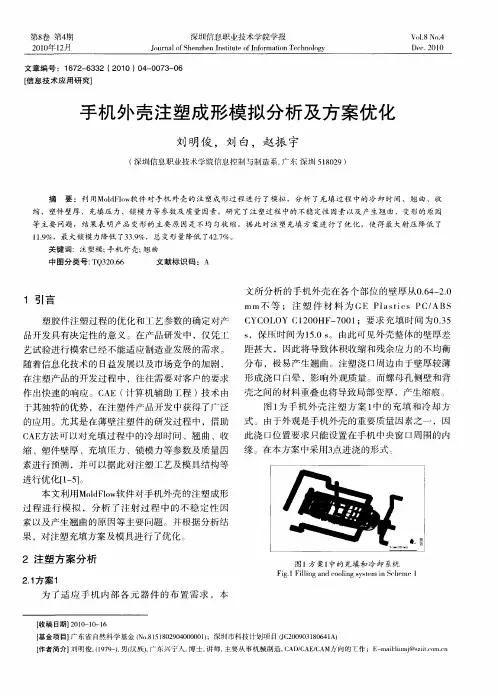
2注塑方案分析
2.1方案1