各种加工方法能达到的表面粗糙度
- 格式:docx
- 大小:179.43 KB
- 文档页数:5
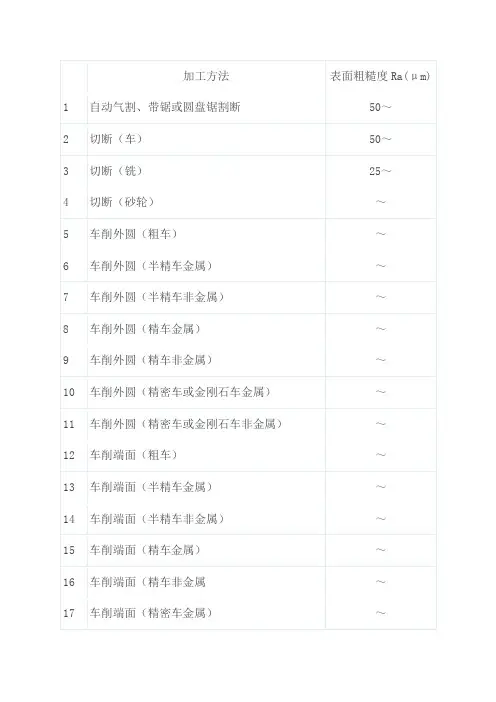
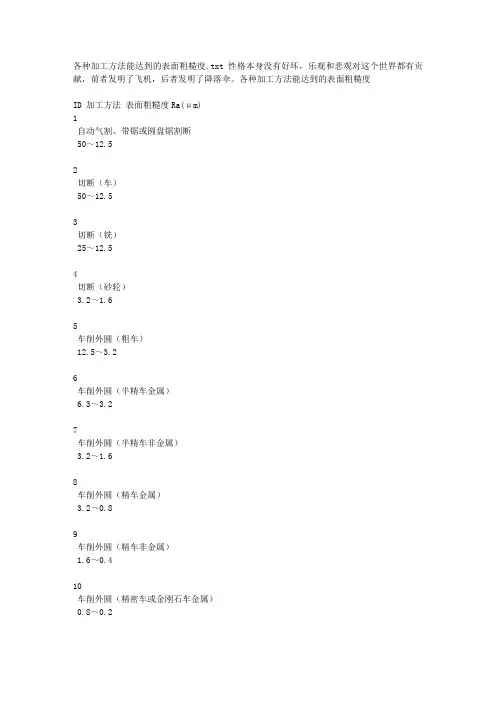
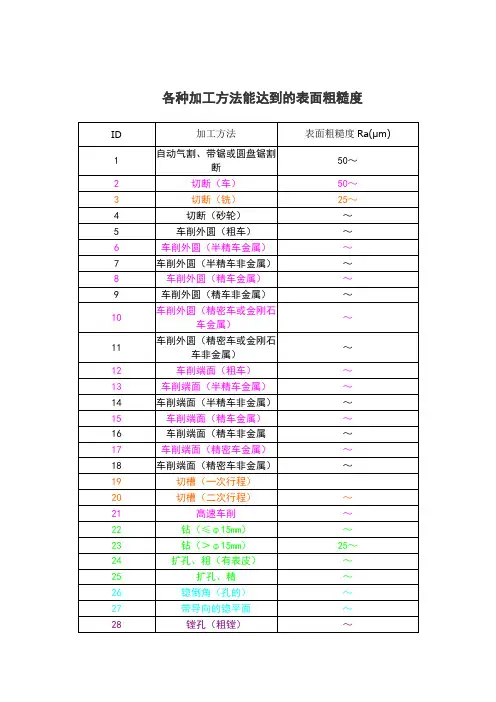
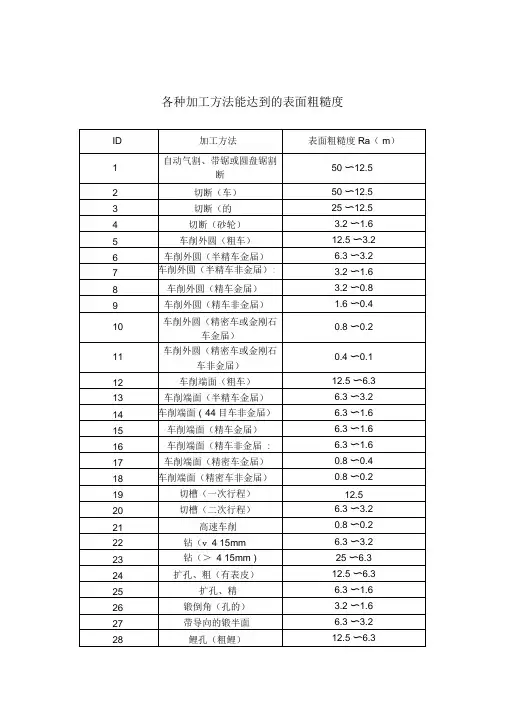
各种加工方法能达到的表面粗糙度
ID 加工方法 表面粗糙度
Ra(卩 m)
1 自动气割、带锯或圆盘锯割 断 50 〜12.5
2 切断(车) 50 〜12.5
3 切断(铣) 25 〜12.5
4 切断(砂轮) 3.2 〜1.6
5 车削外圆(粗车) 1 12.5 〜3.2
6 车削外圆(半精车金属) 6.3 〜3.2
7 车削外圆(半精车非金属) 3.2 〜1.6
||车削外圆(精车金属) 1 3.2 〜0.8
9 车削外圆(精车非金属) 1.6 〜0.4
10 车削外圆(精密车或金刚石 车金属) 0.8 〜0.2
11 车削外圆(精密车或金刚石 车非金属) 0.4 〜0.1
39 铰孔(精密铰)钢 0.8 〜0.2
40 铰孔(精密铰)轻合金 0.8 〜0.4
可 铰孔(精密铰)黄铜、青铜 0.2 〜0.1 ]
1圆柱铣刀铣削(粗) 12.5 〜3.2
1圆柱铣刀铣削(精) 3.2 〜0.8 1
圆柱铣刀铣削(精密) 1 0.8 〜0.4
75 端铣刀铣削(粗) 12.5 〜3.2
46 端铣刀铣削(精) 3.2 〜0.4 I
47 端铣刀铣削(精密) 0.8 〜0.2 1
[48 1 高速铣削(粗) 1 1.6 〜0.8 ]
1 高速铣削(精) 0.4 〜0.2
II 刨削(粗) 12.5 〜6.3
刨削(精) 3.2 〜1.6
1 刨削(精密) 0.8 〜0.2
53" 刨削(槽的表面) 6.3 〜3.2
54 插削(粗) 25 〜12.5
55 插削(精) 6.3 〜1.6
56 拉削(精) 1.6 〜0.4
57 1 拉削(精密) 1 0.2 〜0.1
58 1 推削(精) 1 0.8 〜0.2
朋 推削(精密) 0.4 〜0.025
60 外圆磨内圆磨(半精、一次 力加工) 6.3 〜0.8
61 外圆磨内圆磨(精) 0.8 〜0.2 1
62 外圆磨内圆磨(精密) 0.2 〜0.1
63 外圆磨内圆磨(精密、超精 密磨削) 0.050 〜0.025
64 外圆磨内圆磨(镜面磨削外 圆磨) < 0.050
[65 1 平面磨(精) 1 0.8 〜0.4
1 平面磨(精密) 1 0.2 〜0.05 67 珩磨(粗、一次加工) 0.8 〜0.2
68 珩磨(精、精密) 0.2 〜0.025
阿 研磨(粗) 0.4 〜0.2
1 研磨(精) 0.2 〜0.025
亓 1 研磨(精密) < 0.050
超精加工(精) 1 0.8 〜0.1
73 超精加工(精密) 0.1 〜0.05
74 超精加工(镜面加工、两次 力加工) < 0.025
75 抛光(精) 0.8 〜0.1
76 抛光(精密) 0.1 〜0.025
抛光(砂带抛光) 0.2 〜0.1
1 抛光(砂布抛光) 1 1.6 〜0.1
79" 1 抛光(电抛光) 1 1.6 〜0.012 1
80 螺纹加工/切削/板牙、丝
锥、自开式板牙头 3.2 〜0.8
81 螺纹加工/切削/车刀或梳 刀车、铣 6.3 〜0.8
|| 螺纹加工/切削/磨 0.8 〜0.2
83 螺纹加工/切削/研磨 0.8 〜0.050
84 螺纹加工/滚轧/搓丝模 1.6 〜0.8 ]
85 螺纹加工/滚轧/滚丝模 1.6 〜0.2
86 齿轮及花键加工/切削/粗 滚 3.2 〜1.6
87 齿轮及花键加工/切削/精 滚 1.6 〜0.8
88 齿轮及花键加工/切削/精 插 1.6 〜0.8
89
齿轮及花键加工/切削/精 刨 3.2 〜0.8
90 齿轮及花键加工/切削/拉 3.2 〜1.6
91 1齿轮及花键加工/切削/剃 1 0.8 〜0.2 1
齿轮及花键加工/切削/磨 0.8 〜0.1
93 齿轮及花键加工/切削/研 0.4 〜0.2
94 齿轮及花键加工/滚轧/热 轧 0.8 〜0.4
95 齿轮及花键加工/滚轧/冷 轧 0.2 〜0.1
96 1 刮(粗) 3.2 〜0.8 1
1 刮(精) 0.4 〜0.05
98 1 滚压加工 0.4 〜0.05
钳工锉削 12.5 〜0.8
II 砂轮清洗 1 50 〜6.3 1