华中HNC-21TC_数控车床
- 格式:ppt
- 大小:1.60 MB
- 文档页数:21

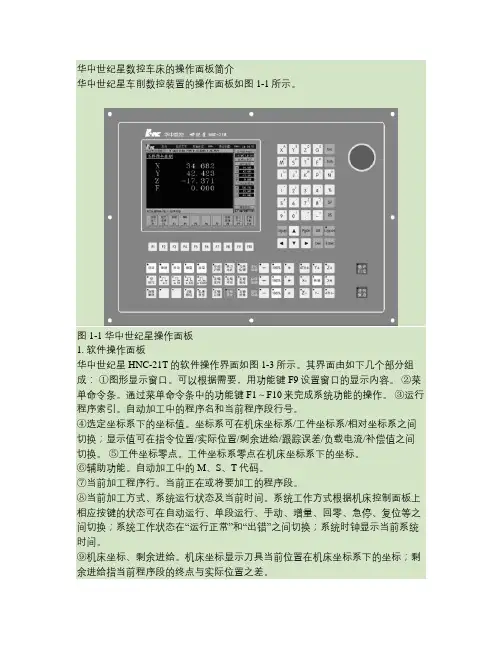
华中世纪星数控车床的操作面板简介华中世纪星车削数控装置的操作面板如图1-1所示。
图1-1 华中世纪星操作面板1. 软件操作面板华中世纪星HNC-21T的软件操作界面如图1-3所示。
其界面由如下几个部分组成:①图形显示窗口。
可以根据需要,用功能键F9设置窗口的显示内容。
②菜单命令条。
通过菜单命令条中的功能键F1~F10来完成系统功能的操作。
③运行程序索引。
自动加工中的程序名和当前程序段行号。
④选定坐标系下的坐标值。
坐标系可在机床坐标系/工件坐标系/相对坐标系之间切换;显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换。
⑤工件坐标零点。
工件坐标系零点在机床坐标系下的坐标。
⑥辅助功能。
自动加工中的M、S、T代码。
⑦当前加工程序行。
当前正在或将要加工的程序段。
⑧当前加工方式、系统运行状态及当前时间。
系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动、增量、回零、急停、复位等之间切换;系统工作状态在“运行正常”和“出错”之间切换;系统时钟显示当前系统时间。
⑨机床坐标、剩余进给。
机床坐标显示刀具当前位置在机床坐标系下的坐标;剩余进给指当前程序段的终点与实际位置之差。
⑩直径/半径编程、公制/英制编程、每分进给/每转进给、快速修调、进给修调、主轴修调。
图1-3 华中世纪星HNC-21T软件操作界面操作界面中最重要的一块是菜单命令条。
系统功能的操作主要通过菜单命令条中的功能键F1~F10来完成。
由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图1-4所示。
当要返回主菜单时,按子菜单下的F10键即可。
图1-4 菜单层次2. 机床控制面板机床手动操作主要由机床控制面板完成,机床控制面板如图1-5所示。
①②按下“手动”按键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴。
数控系统正常运行的重要条件是必须确保正确的参数设置,不正确的参数设置与更改,可能会导致数控系统的后果,轻则会使数控系统运行不正常,重则造成数控系统损坏或人员伤亡事故。
因此,必须了解数控系统的功能参数和熟悉相关的设置。
数控系统的功能和重要性根据参数大小划分各种不同级别。
数控系统一般设置三个级别的权限,每个访问允许用户修改参数的不同层次。
通过限制访问密码,保护重要参数来防止用户误操作造成的故障和事故,检查参数和备份不需要密码。
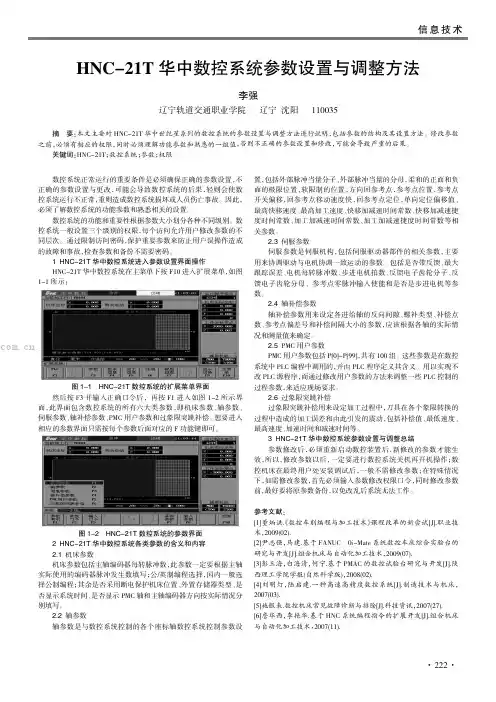
1HNC-21T 华中数控系统进入参数设置界面操作HNC-21T 华中数控系统在主菜单下按F10进入扩展菜单,如图1-1所示:图1-1HNC-21T 数控系统的扩展菜单界面然后按F3并输入正确口令后,再按F1进入如图1-2所示界面,此界面包含数控系统的所有六大类参数,即机床参数、轴参数、伺服参数、轴补偿参数、PMC 用户参数和过象限突跳补偿。
想要进入相应的参数界面只需按每个参数后面对应的F功能键即可。
图1-2HNC-21T 数控系统的参数界面2HNC-21T 华中数控系统各类参数的含义和内容2.1机床参数机床参数包括主轴编码器每转脉冲数,此参数一定要根据主轴实际使用的编码器脉冲发生数填写;公/英制编程选择,国内一般选择公制编程;其余是否采用断电保护机床位置、外置存储器类型、是否显示系统时间、是否显示PMC 轴和主轴编码器方向按实际情况分别填写。
2.2轴参数轴参数是与数控系统控制的各个座标轴数控系统控制参数设置,包括外部脉冲当量分子、外部脉冲当量的分母,柔和的正面和负面的极限位置,软限制的位置,方向回参考点,参考点位置,参考点开关偏移,回参考点移动速度快,回参考点定位,单向定位偏移值、最高快移速度、最高加工速度、快移加减速时间常数、快移加减速捷度时间常数、加工加减速时间常数、加工加减速捷度时间常数等相关参数。
2.3伺服参数伺服参数是伺服机构,包括伺服驱动器部件的相关参数,主要用来协调驱动与电机协调一致运动的参数。
华中数控车HNC-21T仿真软件操作界面介绍华中数控车仿真软件操作界面主要由控制面板(MCP面板)、编辑键盘和屏幕显示区三个部分组成。
一、机床控制面板(一)工作方式区1.自动工作方式:在自动工作方式下,机床逐行运行所选择的程序,直至程序结束。
如果在校验模式下运行程序,则机床不运动,只是在屏幕上模拟出刀具路径来,也可以运行MDI方式下的程序。
2.单段工作方式:在单段工作方式下,机床逐行运行所选择的程序,每运行完一行程序,机床会处于运动停止状态,需再一次按下循环起动按钮,机床才继续运行下一段程序。
通常用于首件工件的调试加工。
3.手动工作方式:手动工作方式只受MCP键盘控制,可以执行冷却液开停,主轴正转、反转和主轴停止,换刀,各轴的运动控制等。
4.增量工作方式:增量工作方式下,机床的各种运动是按照给定的增量进给倍率,向指定方向单步运动,每按一下轴控制按键,机床则移动一段固定的距离,该距离由进给倍率来给定。
如X10表示每按一下轴控制按钮,相应的轴移动10微米。
5.回参考点:回参考点又叫回零操作,是使数控系统确定机床原点的步骤。
一般情况下,系统上电后,首先要进行回参考点操作。
(二)机床控制区1.机床锁住:用于限制机床的所有运动,在此状态下机床运动不受任何信号控制。
2.超程解除:可解除机床硬超程故障,机床硬超程时会切断控制强电,机床各轴无法正常工作,此时,按下此键,反向移动超程的轴,可解除超程故障。
3.程序跳段:当程序中有“/”时,按下此键,灯亮,此时执行此程序段时,跳过。
4.选择停:当程序中有M01指令时,灯亮,此时执行M01指令有效。
5.主轴点动:按下此键,主轴转几圈就会停下。
用于机床的手动换挡。
6.刀位转换:该组按键分别为手动预选刀具和选择刀具控制按键。
按下“刀位选择”键,显示刀具号码;按下“刀位转换”键,执行换刀。
7.内卡外卡:选择要操作的卡盘类型,确认内、外卡的选择。
8.冷却开停:在手动工作方式下,按此键可以开启或关闭冷却泵。

华中21T综合实验台数控车床的电气设计与调试华中21T综合实验台数控车床的电气设计与调试【摘要】电子技术的发展以及国内数控装置的发展使得数控装置的价格走低,特别是经济型数控车系统的价格已经是到达了它的最低点。
经济型数控车床在中国的机械加工行业中得到了迅速普及,使得我国机械加工水平无论在加工质量方面还是在加工效率方面也得到了迅速提高。
但是随着机床使用时间的延长,数控机床会出现这样或那样的故障,本文就以经济型数控机床的常见故障为例,谈了一些解决的办法。
【关键词】数控车床伺服系统目录1数控系统的组成及常用部件 (4)1.1数控系统综合实训台的组成结构及其组成 (4)1.2实训台的主要组成部件 (5)1.3实训台的主要功能 (5)2.数控系统的连接与调试 (5)2.1组成电气控制电路的基本电路 (5)2.2.电器施工配线技术 (5)2.3控制系统的连接 (6)2.4数控系统的调试 (6)2.5数控系统连接故障设置. (7)3数控装置的接口 (9)3.1数控装置各接口及管脚定义 (9)3.2输入输出装置及其相关参数 (10)4.数控系统的进给驱动系统 (10)4.1步进发动机驱动的进给系统 (10)4.1.1步进发动机的工作原理 (10)4.1.2步进电机控制系统的主要故障及诊断 (10)4.1.3 步进电动机故障设置: (11)4.2交流伺服电动机的进给驱动 (12)4.2.1交流伺服系统的组成 (12)4.2.2交流伺服系统的主要报警内容 (12)4.2.3交流伺服驱动系统的主要故障: (13)4.2.4交流驱动器的故障的设置: (15)5 主轴单元的调试及使用 (16)5.1数控机床主轴控制系统简介 (16)5.1.1主轴驱动变速 (16)5.1.2对主传动系统的要求 (16)5.1.3主轴调速的意义 (16)5.1.4主轴调速的主要指标 (16)5.1.5变频器的基本原理及连接 (17)5.2变频器面板按键的定义及功能参数 (17)5.2.1变频器的按键定义 (17)5.2.2变频器主要报警装置及其故障诊断 (17)5.3主轴单元常见故障 (18)5.4变频器的调节方式: (20)5.5变频器与三相异步电动机常见故障的设置 (20)6换刀机构故障的检测与排除 (21)6.1刀架的基本组成及工作原理 (21)6.2刀架及换刀常见的故障 (21)结束语 (23)谢辞 (24)参考文献 (25)1数控系统的组成及常用部件1.1数控系统综合实训台的组成结构及其组成数字控制机床是采用数字控制技术对机床的加工过程进行自动控制的一类机床,它是数控技术的典型应用。
华中世纪星HNC-21T系统数控车床实训操作第一节华中世纪星(HNC-21T)概述1.1数控编程概述零件程序是由数控装置专用编程语言书写的一系列指令组成的(应用得最广泛的是ISO 码:国际标准化组织规定的代码)。
] 数控装置将零件程序转化为对机床的控制动作。
最常使用的程序存储介质是磁盘和网络。
1.2数控编程基本知识1.2.1 机床坐标轴为简化编程和保证程序的通用性,对数控机床的坐标轴和方向命名制订了统一的标准,规定直线进给坐标轴用X,Y,Z表示,常称基本坐标轴。
X,Y,Z坐标轴的相互关系用右手定则决定,如图 1.2.1 所示,图中大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。
数控车床是以机床主轴轴线方向为Z轴方向,刀具远离工件的方向为Z轴的正方向。
X 轴位于与工件安装面相平行的方和向,垂直于工件旋转的方向,且刀具远离主轴轴线的方向为X轴的正方向。
如图1.2.1所示1.2.2 机床坐标系、机床零点和机床参考点机床零点为机床上的一个固定点。
在机床经过设计、制造和调整后,这个原点便被确定下来,它定义为主轴旋转中心线与主轴端面的交点。
机床参考点也是机床上的一个固定点。
其位置由Z向与X向的机械挡块来确定。
当进行回参考点的操作时,安装在纵向和横向拖板上的行程开关碰到相应的挡块后,由数控系统发出信号,控制拖板减速运行,直到位置检测装置发出零位信号,完成回参考点的操作。
机床坐标系是以机床原点为坐标原点,建立一个Z轴与X轴的直角坐标系。
机床零点(OM)、机床参考点(Om)、机床坐标轴的机械行程及有效行程的关系如图1.2.3所示。
1.2.3 工件坐标系、程序原点和对刀点工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。
工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。
工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。
华中数控机床HNC21-T的热机程序
热机程序
冬季开动机床时,主轴等部件产生热量较快,而导轨等地方产生热量较慢,从而导制机床各部件温度都不一样,因热胀冷缩导制机床轻微变形,这个变形通过肉眼在外观上是检测不出来的。
表面上看起来,这一点形变对工件影响好像不大,但是在加工精密工件时,这一点形变足以导制废品出现。
为了减少因热变形导制机床加工有偏差,我们能做的只在加工前进行热机。
也就是在加工前把机床开动起来,但是不加工零件,只是让机床进行空运行。
有的同学说那我开动主轴不就可以了吗?开动主轴当然是热机了,但是这只是热了机床的一部分而己,刀架没有热,导轨没有热,电机也没有热。
热机一般每次要热20多分种,你总不可能手工去热机吧,不然累死你。
为了解决这个问题,我们得想个办法,编写一个程序让机床每一部分都要热一热。
那么这样的程序就叫做—热机程序
那么热机程序的格式是怎样的呢?当然热机程序不可能都一样,不同的人编写的热机程序都不一样,但是热机程序的目的都一样,围绕这个目的,下面我给大家二个热机程序实例:
华中数控机床HNC21-T的热机程序
%2009
T0101
M03S800
#1=1
WHILE #1 GE 0 GOOW—100 U—100
W100
U100
#1=#1*#1 ENDW。
第二单元数控车床的操作2.1 华中数控HNC-21T的操作一、华中数控HNC-21T的面板介绍华中数控HNC-21T的面板总成如下图所示,它由液晶显示屏、机床控制面板、数据输入键盘和功能软键组成,其中显示屏主要用来显示相关坐标位置、程序、图形、参数、诊断、报警等信息。
而各功能按钮包括字母键、数值键以及功能按键等,可以进行程序、参数、机床指令的输入及系统功能的选择。
通过各种功能按钮可执行简单的操作,直接控制数控机床的动作及加工过程。
1、液晶显示屏2、机床控制面板在选定的工作方式下,可以进行相应的操作,从而控制机床动作。
3、数据输入键盘该功能键同计算机键盘按键功能一样。
包括字母键、数字键、编辑键等。
下面介绍部分按键的功能如下:退出当前窗口光标向后移并空一格光标向前移并删除前面字符向前翻页向后翻页上档有效删除当前字符确认(回车)移动光标4、功能软键功能软键菜单采用层次结构,如下图所示,当按下某一功能软键时,会出现下一级菜单,这样可进行相应的操作。
二、华中数控HNC-21T的操作说明1、急停机床运行过程中在危险或紧急情况下按下急停按钮,CNC 即进入急停状态,伺服进给及主轴运转立即停止,工作控制柜内的进给驱动电源被切断。
松开急停按钮:左旋此按钮,按钮将自动跳起,CNC 进入复位状态,解除紧急停止前先确认故障原因是否排除,且紧急停止解除后应重新执行回参考点操作,以确保坐标位置的正确性。
注意:在启动和退出系统之前应按下急停按钮,以保障人身财产安全。
2、方式选择机床的工作方式由手持单元和控制面板上的方式选择类按键共同决定。
方式选择类按键及其对应的机床工作方式如下自动自动运行方式:自动连续加工工件;模拟加工工件;在MDI模式下运行指令。
单段单程序段执行方式:自动逐段地加工工件(按一次“循环启动”键,执行一个程序段,直到程序运行完成);MDI模式下运行指令。
手动手动连续进给方式:通过机床操作键可手动换刀、手动移动机床各轴,手动松紧卡爪,伸缩尾座、主轴正反转。
华中世纪星数控车床的操作面板简介华中世纪星车削数控装置的操作面板如图1-1所示。
图1-1 华中世纪星操作面板1. 软件操作面板华中世纪星HNC-21T的软件操作界面如图1-3所示。
其界面由如下几个部分组成:①图形显示窗口。
可以根据需要,用功能键F9设置窗口的显示内容。
②菜单命令条。
通过菜单命令条中的功能键F1~F10来完成系统功能的操作。
③运行程序索引。
自动加工中的程序名和当前程序段行号。
④选定坐标系下的坐标值。
坐标系可在机床坐标系/工件坐标系/相对坐标系之间切换;显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换。
⑤工件坐标零点。
工件坐标系零点在机床坐标系下的坐标。
⑥辅助功能。
自动加工中的M、S、T代码。
⑦当前加工程序行。
当前正在或将要加工的程序段。
⑧当前加工方式、系统运行状态及当前时间。
系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动、增量、回零、急停、复位等之间切换;系统工作状态在“运行正常”和“出错”之间切换;系统时钟显示当前系统时间。
⑨机床坐标、剩余进给。
机床坐标显示刀具当前位置在机床坐标系下的坐标;剩余进给指当前程序段的终点与实际位置之差。
⑩直径/半径编程、公制/英制编程、每分进给/每转进给、快速修调、进给修调、主轴修调。
图1-3 华中世纪星HNC-21T软件操作界面操作界面中最重要的一块是菜单命令条。
系统功能的操作主要通过菜单命令条中的功能键F1~F10来完成。
由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图1-4所示。
当要返回主菜单时,按子菜单下的F10键即可。
图1-4 菜单层次2. 机床控制面板机床手动操作主要由机床控制面板完成,机床控制面板如图1-5所示。
①②按下“手动”按键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴。
华中世纪星HNC-21T系统的数控车面板操作简介华中世纪星HNC-21T 是一基于PC 的车床CNC 数控装置,具有开放性好、结构紧凑、集成度高、可靠性好、性能价格比高、操作维护方便的特点。
一、操作装置1、操作台结构(如图1)图1 操作台结构2、软件操作界面HNC-21T 的软件操作界面如图2所示其界面由如下几个部分组成:①图形显示窗口:可以根据需要用功能键F9 设置窗口的显示内容;②菜单命令条:通过菜单命令条中的功能键F1~F10 来完成系统功能的操作;③运行程序索引:自动加工中的程序名和当前程序段行号;④选定坐标系下的坐标值坐标系可在机床坐标系/ 工件坐标系/ 相对坐标系之间切换;显示值可在指令位置/ 实际位置/ 剩余进给/ 跟踪误差/ 负载电流/ 补偿值之间切换(负载电流只对11 型伺服有效)图2 HNC-21T 的软件操作界面⑤工件坐标零点:工件坐标系零点在机床坐标系下的坐标;⑥倍率修调主轴修调:当前主轴修调倍率进给修调:当前进给修调倍率快速修调:当前快进修调倍率⑦辅助机能:自动加工中的M、S、T 代码⑧当前加工程序行:当前正在或将要加工的程序段⑨当前加工方式系统运行状态及当前时间工作方式:系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动运行、增量运行、回零急停、复位等之间切换;运行状态:系统工作状态在运行正常和出错间切换;系统时钟:当前系统时间;图3 菜单层次操作界面中最重要的一块是菜单命令条。
系统功能的操作主要通过菜单命令条中的功能键F1-F10 来完成。
由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图3所示当要返回主菜单时,按子菜单下的F10 键即可。
HNC-21T 的菜单结构如图4所示.图4 HNC-21T 的菜单结构二、上电、关机、急停主要介绍机床数控装置的上电、关机、急停、复位、回参考点、超程解除等操作。
华中世纪星HNC-21数控车床常见故障分析与维修研究(精)华中世纪星 HNC-21数控车床常见故障分析与维修研究摘要 :本文在统计 100次华中世纪星 HNC-21MC 数控机床故障的基础上, 列出了主要故障现象及最有可能发生的部位,并总结了排除故障的主要流程方法,最后以一个事例来说明。
关键词:数控车床,常见故障,统计,流程,维修The Research and Analysis of Common Fault of HNC-21 NC Lathe(Jiujiang Vocational and Technical College of CNC Equipment Application and Maintenance in 1001class , Jiujiang, Jiangxi Province, 332007Guidance teacher:Chen Jun yuanAbstract: This paper lists the main common faults and most parts that may occurfailure ,basing on analysis of 100 times Statistics of HNC- 21MC nc lathe, summarizes the process of troubleshooting, and finally give an example to illustrate .Keywords: NC lathe, common faults, statistics, process, maintenance中图分类号:TH171. 引言据不完全统计,数控车床在所有数控机床中占的比例最高,达41%之多。
从小到一些普通零件的加工, 大到航天航海等国防军工的应用, 都离不开数控车床的身影。
正因为用的频繁, 数控车床的发生故障的频次明显高于其他机床。