SPC全套案例资料破解版
- 格式:xls
- 大小:971.50 KB
- 文档页数:1

SPC培训教材资料教程一、SPC 概述SPC 即统计过程控制(Statistical Process Control),是一种借助数理统计方法的过程控制工具。
它通过对生产过程中的数据进行收集、分析和监控,来判断过程是否稳定,并及时发现潜在的问题,采取预防措施以避免不合格产品的产生。
SPC 的核心思想在于“预防为主”,而非传统的“事后检验”。
通过对过程数据的实时监控和分析,能够在问题发生之前就进行预警和干预,从而有效地提高产品质量、降低生产成本、增强企业的竞争力。
二、SPC 的基本原理SPC 的基本原理基于统计学中的正态分布。
在正常情况下,生产过程中的许多质量特性值都服从正态分布。
通过对样本数据的统计分析,可以计算出均值(μ)和标准差(σ)等参数。
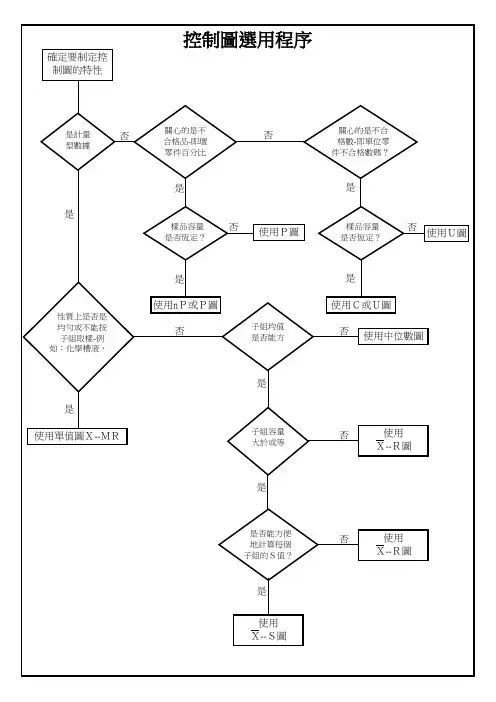
控制图是 SPC 中最常用的工具之一。
常见的控制图有均值极差控制图(X R 控制图)、均值标准差控制图(X S 控制图)、中位数极差控制图(Me R 控制图)等。
控制图上通常有中心线(CL)、上控制限(UCL)和下控制限(LCL)。
当数据点落在控制限内,且呈现出随机分布的状态时,说明过程处于稳定状态;反之,如果数据点超出控制限,或者呈现出非随机的分布模式,如连续上升或下降、周期性变化等,则表明过程可能存在异常,需要进行调查和改进。
三、SPC 数据的收集数据收集是 SPC 实施的基础,其质量直接影响到后续的分析和决策。
在收集数据时,需要遵循以下原则:1、代表性:所收集的数据应能够代表生产过程的真实情况。
2、随机性:数据的采集应是随机的,避免人为的选择性采样。
3、样本大小:样本大小应根据过程的稳定性、控制图的类型以及对精度的要求来确定。
一般来说,样本数量越大,分析结果越准确,但同时也会增加成本和时间。
数据的收集可以通过人工测量、自动化检测设备或传感器等方式进行。
无论采用哪种方式,都要确保数据的准确性和可靠性。
四、控制图的绘制与分析1、选择合适的控制图类型根据所监控的质量特性的类型(计量型数据还是计数型数据)、数据的分布特征以及过程的特点,选择合适的控制图类型。

SPC培训资料汇编一、SPC 概述SPC 即统计过程控制(Statistical Process Control),是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
SPC 强调预防为主,通过对过程数据的收集、分析和监控,提前预测可能出现的质量问题,从而避免不合格产品的产生,降低生产成本,提高生产效率和产品质量。
二、SPC 的基本原理1、过程的波动性任何生产过程中,产品的质量特性值总是存在着一定的波动。
这种波动可分为正常波动和异常波动。
正常波动是由随机原因引起的,对产品质量影响较小,在生产过程中是允许存在的。
异常波动则是由系统原因引起的,对产品质量影响较大,在生产过程中是不允许存在的。
2、控制图原理控制图是 SPC 中最重要的工具之一。
它是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
控制图上有中心线(CL)、上控制限(UCL)和下控制限(LCL)。
通过观察点子在控制图中的分布情况,可以判断过程是否稳定。
当点子随机分布在控制限内,且没有明显的规律性时,说明过程处于稳定状态;当点子超出控制限,或者呈现出明显的规律性(如连续上升或下降、周期性变化等)时,说明过程出现了异常,需要采取措施进行调整。
三、SPC 常用的控制图1、均值极差控制图(XR 图)适用于计量值数据,是最常用的一种控制图。
均值控制图用于观察分布的均值变化,极差控制图用于观察分布的离散程度。
2、均值标准差控制图(XS 图)与 XR 图类似,但用标准差代替极差来反映数据的离散程度。
当样本量较大(n>10)时,使用 XS 图更为精确。
3、中位数极差控制图(XRm 图)适用于现场需要把测定数据直接记入控制图进行控制的场合,简便直观。
4、单值移动极差控制图(XMR 图)适用于单件小批生产过程,以及测量费用较高的场合。

spc案例SPC(Statistical Process Control,也叫统计过程控制)是一种通过统计方法对产品和过程进行监控和改进的质量管理方法。
下面是一个SPC案例,用以说明其在实际生产中的应用。
某制造公司生产一种产品,经过市场调查发现,该产品存在一定的质量问题,如尺寸偏差、露粉等。
为了解决这些问题,公司决定采用SPC方法来监控和改进生产过程。
首先,公司确定一组关键工艺参数,如温度、压力、转速等,以及相关的质量指标,如尺寸、外观等。
随后,公司对每个工艺参数进行测量和记录,并将其输入到SPC软件中。
同时,公司还设置了对应的上下限值,即规定了每个工艺参数的合理变化范围。
在生产过程中,SPC软件会自动进行统计分析,并生成控制图。
控制图上有一条中心线,表示期望值,以及上下限线,表示允许的变化范围。
同时,还有一些参考线,如标准偏差线,用于判断过程稳定性。
公司的技术人员定期对控制图进行检查,观察各参数是否在规定范围内波动,是否出现异常情况。
如果发现异常,技术人员会及时采取措施,如调整机器参数、更换工具等,以及及时通知相关操作人员。
通过SPC的实施,公司逐渐发现了一些问题。
例如,当温度过高时,产品尺寸会偏大;当压力过低时,产品内部会出现空隙。
公司根据这些发现,对生产过程进行了优化,并引入了更先进的控制系統,进一步提高了产品质量。
此外,SPC还帮助公司进行了质量变化的监控和评估。
公司可以利用SPC软件生成的统计报表,进行不同时间段内产品质量的对比。
同时,公司还可以进行根因分析,找出导致质量问题的根本原因,并提出相应的改进措施。
总的来说,通过SPC的应用,该制造公司有效地改善了产品质量,减少了不合格品的数量,并提高了自身的竞争力。
SPC 方法在实际生产中具有广泛的应用前景,可以帮助企业提升质量管理水平,降低成本,提高效率。