精益生产之单件流培训教材
- 格式:ppt
- 大小:3.71 MB
- 文档页数:83

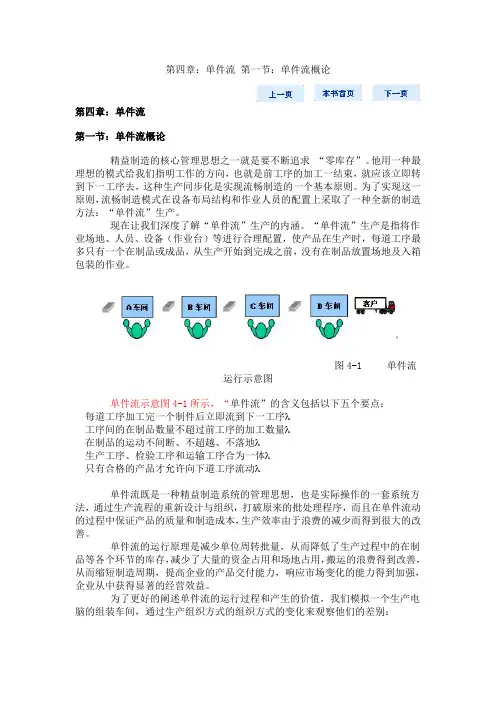
第四章:单件流 第一节:单件流概论第四章:单件流第一节:单件流概论精益制造的核心管理思想之一就是要不断追求 “零库存”。
他用一种最理想的模式给我们指明工作的方向,也就是前工序的加工一结束,就应该立即转到下一工序去,这种生产同步化是实现流畅制造的一个基本原则。
为了实现这一原则,流畅制造模式在设备布局结构和作业人员的配置上采取了一种全新的制造方法:“单件流”生产。
现在让我们深度了解“单件流”生产的内涵。
“单件流”生产是指将作业场地、人员、设备(作业台)等进行合理配置,使产品在生产时,每道工序最多只有一个在制品或成品,从生产开始到完成之前,没有在制品放置场地及入箱包装的作业。
图4-1 单件流运行示意图单件流示意图4-1所示,“单件流”的含义包括以下五个要点: 每道工序加工完一个制件后立即流到下一工序λ工序间的在制品数量不超过前工序的加工数量λ在制品的运动不间断、不超越、不落地λ生产工序、检验工序和运输工序合为一体λ只有合格的产品才允许向下道工序流动λ单件流既是一种精益制造系统的管理思想,也是实际操作的一套系统方法,通过生产流程的重新设计与组织,打破原来的批处理程序,而且在单件流动的过程中保证产品的质量和制造成本,生产效率由于浪费的减少而得到很大的改善。
单件流的运行原理是减少单位周转批量,从而降低了生产过程中的在制品等各个环节的库存,减少了大量的资金占用和场地占用,搬运的浪费得到改善,从而缩短制造周期,提高企业的产品交付能力,响应市场变化的能力得到加强,企业从中获得显著的经营效益。
为了更好的阐述单件流的运行过程和产生的价值,我们模拟一个生产电脑的组装车间,通过生产组织方式的组织方式的变化来观察他们的差别: 电脑生产车间模拟一:某工厂是以生产电脑装配为主要工艺的装配工厂,通过把电脑主机电脑显示器组装起来,并安装上运行的软件,整个电脑就算装配完成,我们来看看电脑装配车间传统的生产组织模式。
这种生产组织方式的前提:产品要求按照三个工序工序组织生产,每个工序的生产时间为1个小时,现在我们以10个为一个批量组织生产。

单件流水线学习资料一.单件流水线组长培训内容1.为什么要做精益生产随着社会不断进步,制衣行业不断改善、提高,当前是的生产模式已不能适应经济的高速发展,已逐步被子淘汰,现在我们新用了一种新的生产模式,叫精益生产。
2.为什么叫精益生产精益生产,就是我们以最小的人力,最少的机械设备最好的环境,最少的生产空间,最标准的方法来创造出最多的经济效益,它关注着生产厂方的质量、成品、货期。
3.精益生产的好处A.减少人手,提高经济效益B.控制品质,最快速度发现问题,改善问题,降低返工率。
C.用最好的制作方法来减少浪费,减少库存。
D.减轻组长工作压力,流水线排顺了,有时间看质量,最短时间发现问题,有时间处理问题,有时间想怎样处理问题。
E.减少工人压力,提高工人车缝素质,流水线排顺了,工人只操作自己的工种,质量可以有保证,由于流水平衡关系,车工需学多种技能的车种,车位自己为保证质量及适应这种精简模式,必须去学习培训多种技能。
4.精益生产产前准备首先要大家齐心协力,思想一致,团聚精神共同完成,做好精益生产可以分以下步骤:A.首先在2天前做好什么款式,了解其他何做工方法,了解其他制作程序,制定排车图工序表。
B.准备各种车,并要派机修调校。
C.各种物料裁片,是否齐全,正确无误。
D.开款前开产前会议。
给工人解释其款式各工序的操作方法,特别的工序公布排车图大家一起排车。
E.生产线正式开通后,立即通知编排员,测定时间来平衡生产,解除在流水上存在的问题。
F.生产线平衡后,组长必须在流水线上观察质量,控制质量,维持流水线稳定运作。
G.组长、水蜘蛛必须在开顺生产线后,要配合6S成员做好6S,给工人工作空间大一点,环境好一点。
5.思想意识H.发现员工潜能并发挥他们的潜能,培训他们做一个多技能员工。
I.要以身作则,给员工做一个表率,自我要求要高,要以德服人,不可以权压和。
J.打分要公平、公开、公正,积极吸取员工建议和意见。
K.要敢于接受新事物,敢于尝试。